一种用于端子排线路板的自动焊接机
文献发布时间:2023-06-19 13:46:35
技术领域
本发明涉及端子排线路板生产领域,具体涉及一种用于端子排线路板的自动焊接机。
背景技术
目前为了满足客户使用要求,把端子排与线路板预先焊接,以及线路板上焊接一个快接插头,满足客户后续使用组装方便快捷,但是由于一个线路板一侧需要焊接至少两个接线导片,有时需要焊接四个接线导片,线路板的另一侧需要焊接快插接头,每个快插接头也是至少两个焊接点,有时对应四个焊接点,进行插接引线焊接,目前虽然存在自动焊接机,但是如何进行大批量焊接,保证焊接时如何有效固定线路板、接线导片以及快插接头,是目前要解决的一大问题。
发明内容
为了解决上述技术问题,本发明提出了一种用于端子排线路板的自动焊接机,设计简单,使用方便,解决了无法大批量焊接生产问题。
本发明的技术方案:
一种用于端子排线路板的自动焊接机,所述的端子排线路板包括快插头、线路板主体和接线导片,线路板主体的正面一侧中间焊接有快插头,线路板主体的正面另一侧焊接有至少两个接线导片则线路板主体的背面对应至少形成两个接线导片焊点,所述快插头中设计有至少两个快插引线则线路板主体的背面对应至少形成两个快插引线焊点,快插引线与对应的接线导片相互导通,且相邻的接线导片之间以及相邻的快插引线之间是绝缘设计;所述接线导片包括U型段和扁平段,U型段的一端与线路板主体相连接,U型段的另一端与扁平段相连接;它包括焊接主机、板舟,所述焊接主机包括焊接平台、焊接框架、焊枪机构、底座、限位部,底座上面安装有可前后移动的焊接平台,底座两侧及上方安装有倒扣的U型状的焊接框架,焊接框架前侧通过左右平移机构驱动安装有焊枪机构,焊接平台上面安装有限位部,板舟通过限位部定位放置在焊接平台上,所述板舟包括舟体、长槽、矩形槽、短槽,舟体设计为矩形体形状,舟体上面设计有至少一条长槽且在长槽一侧设计有若干个矩形槽,所述长槽的底部还开有若干个短槽;所述端子排线路板的快插头放置在矩形槽内,接线导片通过U型段放置在长槽的短槽内,线路板预先插接在对应的快插头以及接线导片上面。
所述的限位部包括横向挡块和纵向挡块,横向挡块的一端和纵向挡块的一端相连接且横向挡块和纵向挡块相互垂直安装在底座上面,形成一个90度夹角的限位部;板舟主体设计为矩形状,板舟主体的一角两侧位置定位在90度夹角的限位部内。
所述的长槽设计两排,矩形槽设计五个,四个短槽对应一个矩形槽。
所述的长槽设计两排,矩形槽设计十个,两个短槽对应一个矩形槽。
所述的舟体的一角两侧位置与限位部的内侧通过磁性连接,舟体的一角两侧分别设计若干有磁块,限位部采用金属铁性材质制作成型。
本发明的优点是:
1、设计了舟体,实现了一次了可放置若干个端子排线路板,提高生产效率。
2、舟体结构设计长槽、矩形槽、短槽,能有效固定线路板、接线导片、快插头,保证焊接精度。
3、限位部设计保证舟体快速放置在焊接主机的焊接平台上面;配合焊接主机快速定位作业,实现流水线作业。
4、舟体与限位部通过磁性连接,方便分离,并且保证焊接时的稳定性,确保焊接精度。
附图说明
图1是本发明的示意图。
图2是本发明的板舟的示意图。
图3是本发明的板舟内放置端子排线路板以及与限位部配合示意图。
图4是本发明的两个接线导片的端子排线路板示意图。
图5是本发明的四个接线导片的端子排线路板示意图一。
图6是本发明的四个接线导片的端子排线路板示意图二。
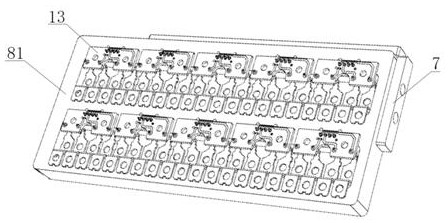
图7是本发明的板舟立体示意图。
具体实施方式
参照附图1-7,一种用于端子排线路板的自动焊接机,所述的端子排线路板13包括快插头1、线路板2和接线导片3,线路板2的正面一侧中间焊接有快插头1,线路板2的正面另一侧焊接有至少两个接线导片3则线路板2的背面对应至少形成两个接线导片焊点4,所述快插头1中设计有至少两个快插引线则线路板2的背面对应至少形成两个快插引线焊点5,快插引线与对应的接线导片3相互导通,且相邻的接线导片3之间以及相邻的快插引线之间是绝缘设计;所述接线导片3包括U型段31和扁平段32,U型段31的一端与线路板2相连接,U型段31的另一端与扁平段32相连接;它包括焊接主机6、板舟8,所述焊接主机6包括焊接平台61、焊接框架62、焊枪机构63、底座64、限位部7,底座64上面安装有可前后移动的焊接平台61,底座64两侧及上方安装有倒扣的U型状的焊接框架62,焊接框架62前侧通过左右平移机构驱动安装有焊枪机构63,焊接平台61上面安装有限位部7,板舟8通过限位部7定位放置在焊接平台61上,所述板舟8包括舟体81、长槽82、矩形槽83、短槽84,舟体81设计为矩形体形状,舟体81上面设计有至少一条长槽82且在长槽82一侧设计有若干个矩形槽83,所述长槽82的底部还开有若干个短槽84;所述端子排线路板2的快插头放置在矩形槽83内,接线导片3通过U型段31放置在长槽82的短槽84内,线路板2预先插接在对应的快插头1以及接线导片3上面。
所述的限位部7包括横向挡块和纵向挡块,横向挡块的一端和纵向挡块的一端相连接且横向挡块和纵向挡块相互垂直安装在焊接平台61上面,形成一个90度夹角的限位部7;板舟8主体设计为矩形状,板舟8主体的一角两侧位置定位在90度夹角的限位部7内。
所述的长槽82设计两排,矩形槽83设计五个,四个短槽84对应一个矩形槽83。或者所述的长槽82设计两排,矩形槽83设计十个,两个短槽84对应一个矩形槽83。
所述的舟体81的一角两侧位置与限位部7的内侧通过磁性连接,舟体81的一角两侧分别设计若干有磁块9,限位部7采用金属铁性材质制作成型。如图7,舟体上设计有磁块,与金属铁质的限位部进行快速吸附配合,稳定快捷,便于对接分离。
本发明使用时,工作人员把端子排线路板的组件依次放入板舟的长槽、短槽以及矩形槽内,进行排列预先组装,把若干快插头对应放入矩形槽内,接线导片依次对应放入长槽内的短槽内,线路板上的一侧插孔对应插入快插头的引线上同时另一侧的插孔插入接线导片的焊接引脚上面;再把装满待焊接组件的板舟放置在焊接主机上,板舟通过焊接平台上面的限位部对板舟快速定位,这样焊接主机就可以自动对排版好的焊点进行依次焊接,焊接完毕后,取下板舟,更换另一组装满的板舟,这样就可以快速生产操作,提高焊接效率,保证焊接精度。焊接主机采用专利号 201920368803 .0,专利名称,一种焊接效果好的模组式焊锡机,就可以实现焊接相关操作。