一种纤维缠绕成型系统
文献发布时间:2023-06-19 09:54:18
技术领域
本发明涉及缠绕成型材料生产设备技术领域,尤其涉及一种纤维缠绕成型系统。
背景技术
纤维缠绕是容器及管生产的一种重要成型工艺,由于该法易于实现机械化、自动化,与其他成型工艺方法相比,劳动卫生条件好,劳动强度低,且产品质量稳定,生产成本低,故应用十分广泛。纤维缠绕工艺一般可分为干法缠绕和湿法缠绕两种。湿法缠绕是将浸胶后的玻璃纤维集束,在一定张力控制下直接缠绕在芯轴上的工艺方法。
现有的缠绕成型材料大都采用龙门式机床进行加工,存在以下缺点:
1、机床装卸工件受横梁限制,操作受两边立柱影响,加工节拍受限,不但生产效率低,而且不能满足异型壳体制品的缠绕成型。
2、纤维或其他材质在缠绕到芯轴上时,不能对缠绕量进行实时测量,导致在达到额定缠绕重量时不能及时停止缠绕,需要经过多次的停机测量,影响缠绕作业时间;若缠绕过量,不仅浪费纤维材料,同时也导致缠绕的纤维不易去除的问题。
3、纤维丝在缠绕到芯轴的过程中存在松弛的问题,导致缠绕到芯轴上的整体缠绕质量较差,影响成品质量。
4、纤维在缠绕到芯轴上时由于走线的变化,导致纤维在输送过程中的脱落而出现卡滞拉断和停机的问题。
发明内容
针对上述存在的问题,本发明旨在提供一种纤维缠绕成型系统,包括放线机构和绕线机构,通过放线机构将多卷纤维丝汇聚成股或将布带传输到绕线机构上对芯轴进行缠绕成型。该成型系统解决了芯轴装卸受限、缠绕过量、纤维脱落等问题,提高了纤维等材质缠绕的质量和效率。
为了实现上述目的,本发明所采用的技术方案如下:一种纤维缠绕成型系统,包括放线机构和用于将所述放线机构放出成股纤维按预设缠绕线路缠绕的绕线机构;
所述放线机构包括第一导轨底座,所述第一导轨底座沿其长度方向滑动且间距设置有至少两个放线装置,所述放线装置包括纤维砂架和缠绕系统,所述缠绕系统为湿法缠绕浸胶系统或布带缠绕系统;
所述湿法缠绕浸胶系统包括在第一导轨底座上朝向绕线机构方向依次设置的具有恒定浸胶胶量的浸胶装置及丝嘴装置,其中,在所述纤维砂架和浸胶装置之间还设有用于缠绕机构缠绕的重力张紧装置;
所述布带缠绕系统包括朝向绕线机构方向依次设置的纠偏导向机构、加热辊轮和丝嘴装置;
所述绕线机构包括平行于第一导轨底座的第二导轨底座,在其一端竖直设置有左顶紧机构,在第二导轨底座上朝向左顶紧机构方向滑动设置有同左顶紧机构结构相同的右顶紧机构,在左顶紧机构和右顶紧机构之间顶紧有用于缠绕的芯轴。
优选的,所述重力张紧装置包括三角支架及其上两侧固定设置的辊轮,所述三角支架内侧底部设有弹性重锤,其顶部设有用于纤维张紧的活动辊轮,并在活动辊轮顶部至三角支架顶端之间连接有与所述弹性重锤相对的调节电缸。
优选的,在所述纤维砂架中设有用于纤维放线拉力恒定的调节装置,其包括张力传感器、伺服电机、及伺服电机转轴上连接的具有连续辊轮槽的螺旋辊轮。
优选的,所述丝嘴装置包括与所述三角支架一侧固定设置的辊轮相对的、且具有中空结构的筒体,所述筒体靠近绕线机构一侧、且朝向绕线机构方向依次设置有旋转机构和防止纤维滑脱的防脱装置,并在筒体另一侧固定设有与该防脱装置结构相同的前端防脱装置。
优选的,所述防脱装置包括垂直对称设置在旋转机构一侧的支撑板,在支撑板之间横向设有导向轮和防脱轮组,所述防脱轮组包括贴合滚动的第一主动轮和第二主动轮,且两者的辊轮槽均设为接近与平面结构的弧面。
优选的,所述纠偏导向机构包括纠偏传感器及布带两侧对称设置的纠偏板。
优选的,所述左顶紧机构和右顶紧机构内侧均设有结构相同且用于芯轴实时缠绕测量的称重装置。
优选的,所述称重装置包括设置在左顶紧机构和右顶紧机构内侧底部的称量器,该称量器顶端沿芯轴顶紧方向设有用于芯轴的滑动支撑装置。
优选的,所述丝嘴装置前端设有划线板。
本发明的有益效果是:
1、提供一种纤维缠绕成型系统,可实现湿法缠绕、干法缠绕和布带缠绕的要求。采用卧式开放式结构解决了装卸工件受限,操作受影响等问题,满足多品种特定形态壳体制品的缠绕成型和对划线的功能的要求。可实现对特别适合筒形、球形、锥形等特定类型壳体制品的缠绕成型,能够满足大型芯模的缠绕,且劳动强度低,工作效率高。
2、绕线机构在工件降温过程中具有顶紧力自动实时显示和补偿功能,以及实时测量芯轴上纤维缠绕重量的作用,不需要经过多次的停机测量,节省缠绕时间,同时也避免了缠绕过量而不易去除的问题。
3、挤胶辊装置可对纤维上的浸胶量进行实时检测,确保浸胶的均衡性及缠绕整体质量的提高。
4、丝嘴装置整体能有限解决纤维在改变缠绕方向时容易脱落扭转缠绕的问题,提高缠绕走线的精确性。
附图说明
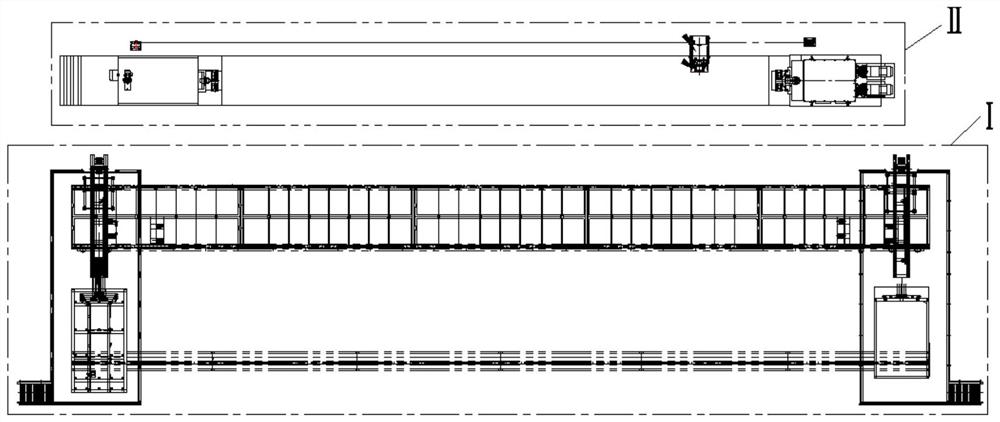
图1为本发明成型系统整体结构俯视图。
图2为本发明放线机构整体结构俯视图。
图3为本发明放线装置侧视结构图。
图4为本发明调节装置结构图。
图5为本发明图3Ⅴ处放大图。
图6为本发明重力张紧装置放大图。
图7为本发明丝嘴装置放大图。
图8为本发明防脱轮组侧视结构图。
图9为本发明绕线机构正视结构图。
图10为本发明称重装置放大结构图。
图11为本发明图10侧视结构图。
图12为本发明布带缠绕系统整体结构图。
图13为本发明图12Ⅵ处侧视放大图。
具体实施方式
为了使本领域的普通技术人员能更好的理解本发明的技术方案,下面结合附图和实施例对本发明的技术方案做进一步的描述。
参照附图1~13所示的一种纤维缠绕成型系统,包括放线机构(附图中Ⅰ所示)和用于将所述放线机构放出成股纤维按预设缠绕线路缠绕的绕线机构(附图中Ⅱ所示),通过放线机构将多卷纤维丝汇聚成股或将布带传输到绕线机构上对芯轴100进行缠绕成型。该成型系统具有数控系统(优选为西门子840D-SL数控系统)和液压系统来实现自动化操作。
所述放线机构包括第一导轨底座1,所述第一导轨底座1沿其长度方向滑动且间距设置有至少两个放线装置(如图2处Ⅲ所示),通过芯轴100的缠绕需求,采用两个或多个放线装置将多股纤维丝同时缠绕到芯轴上来满足缠绕要求。通过每个放线装置在第一导轨底座1上按照设定的程序进行滑动,来完成纤维丝在芯轴100上的不同缠绕方式和线路。
所述放线装置包括纤维砂架2和缠绕系统,所述缠绕系统为湿法缠绕浸胶系统或布带缠绕系统。其中纤维砂架2上防止多卷纤维丝,通过与其相配的湿法缠绕浸胶系统成股浸胶后再盘绕在芯轴100上。为了适合对芯轴100不同材质的缠绕,纤维砂架2中的多卷纤维丝可替换成布带,然后通过与其相配的布带缠绕系统处理后再盘绕到芯轴100上。
所述湿法缠绕浸胶系统包括在第一导轨底座1上朝向绕线机构方向依次设置的具有恒定浸胶胶量的浸胶装置3及丝嘴装置4。其中浸胶装置3具有装载温度恒定的胶槽31,其加热温度及温控精度在RT~80℃范围内可调、可控,波动±3℃内,水浴槽配循环水箱,供水管路密封性良好、不泄露。将成股的纤维丝通过胶槽31进行浸胶。由于浸胶装置3具有恒定浸胶胶量的作用,其具体结构包括在纤维股浸完胶一侧的胶槽31边缘设置的挤胶辊装置(如图3中Ⅴ所示),该挤胶辊装置具有上下对称设置的动辊轮32和定辊轮33,定辊轮33固定在支撑板34上,动辊轮32上下滑动设置在支撑板34上,支撑板34顶部设有螺杆35,螺杆35上依次设有调节螺帽36、调节弹簧37及滑块38,该滑块38底部顶在动辊轮32转动轴上。挤胶时,通过调节螺帽36的旋转挤压调节弹簧37和滑块38,滑块38推动动辊轮32的转动轴,使其朝向定辊轮33方向移动,致使纤维股通过两者之间的间隙变小,对纤维股上的胶进行挤出,使得胶量达到额定剂量,提高纤维股上浸胶量的统一性。浸完胶后通过丝嘴装置4对纤维股进行导向而输送到芯轴100上通过绕线机构进行缠绕。
为了避免纤维股缠绕到芯轴100上张紧力不统一导致缠绕质量下降的问题,在所述纤维砂架2和浸胶装置3之间还设有用于缠绕机构缠绕的重力张紧装置5,该装置通过重力作用使得纤维股时刻处于张紧的状态,提高其缠绕到芯轴100上的缠绕质量。
具体的,所述重力张紧装置5包括三角支架51及其上两侧固定设置的辊轮52,所述三角支架51内侧底部设有弹性重锤53,其顶部设有用于纤维张紧的活动辊轮54,并在活动辊轮54顶部至三角支架51顶端之间连接有与所述弹性重锤53(其弹性作用为在其底部设置弹簧56)相对的调节电缸55。张紧作用为:将纤维股从辊轮52底部和活动辊轮54顶部穿过,通过弹性重锤53底部的弹簧将其及活动辊轮54向上弹性顶起,并将纤维股张紧,该弹簧的顶紧力通过气缸调节平衡。
由于布带具有一定的宽度,不需要像纤维丝成股,因此其在缠绕时发生偏斜将会影响缠绕质量,因此,所述布带缠绕系统包括朝向绕线机构方向依次设置的纠偏导向机构(如图12中Ⅵ所示)、加热辊轮12和丝嘴装置4。其中纠偏导向机构用于将布带的偏斜进行纠正,具体结构包括纠偏传感器(图中未示出,用于对布带的偏斜进行检测并反馈)及布带两侧对称设置的纠偏板10,布带穿过该纠偏板10之间,当纠偏传感器检测到布带发生偏斜时,控制相应侧的纠偏板10对布带进行干涉,使其回正,当布带回正后,纠偏板10回位。优选的,纠偏板10通过伺服电机控制其沿直线导轨92移动,加热辊轮还连接有热风系统13。
由于布带本身具有胶剂,需要将其加热胶剂软化后缠绕到芯轴100上提高缠紧力,因此通过加热辊轮对布带在缠绕前进行加热操作。加热完成后通过丝嘴装置4对布带进行导向而输送到芯轴100上缠绕。
所述绕线机构包括平行于第一导轨底座1的第二导轨底座6,在其一端竖直设置有左顶紧机构7,在第二导轨底座6上朝向左顶紧机构7方向滑动设置有同左顶紧机构7结构相同的右顶紧机构8,在左顶紧机构7和右顶紧机构8之间顶紧有用于缠绕的芯轴100。通过右顶紧机构8的滑动调节其与左顶紧机构7之间的距离来顶紧夹持不同长度的芯轴100。由于芯轴100在温度的变化下,具有热胀冷缩而导致整体长度微小变化的问题,为了避免该问题造成对芯轴100顶紧力的变化而引起芯轴100转速的变化,影响到缠绕质量。优选的,左顶紧机构7和右顶紧机构8均为车床卡盘箱的结构,并在两端顶紧处均设有传感器(图中未示出),在工件降温过程中具有顶紧力自动实时显示和补偿功能,补偿距离最大值20mm。对顶紧力的实时测量,以便系统控制右顶紧机构8相对于左顶紧机构7的移动,而使得对芯轴100的顶紧力恒定,从而保证转速的恒定,提高缠绕质量。左顶紧机构7和右顶紧机构8采用专用床头箱伺服控制,定位精度高,承载能力大,运转平稳可靠,为保证缠绕精度和质量提供了保障。
在多根纤维丝成股过程中,每个纤维盘放线速度的不一致导致成股后的纤维丝的张紧力不同,存在张紧力过大拉断的纤维丝和张紧力过小松弛而未拉紧的纤维丝,导致成股质量差。为了使得每个纤维丝都有相同的张紧力,在所述纤维砂架2中设有用于纤维放线拉力恒定的调节装置,其包括张力传感器(图中未示出)、伺服电机21、及伺服电机21转轴上连接的具有连续辊轮槽22a的螺旋辊轮22。通过张力张力传感器检测每根纤维丝的放线张力,反馈到伺服电机21进行调节,通过伺服电机21加速或减速来调节纤维丝的张力。而纤维丝则被缠绕到螺旋辊轮22的连续辊轮槽22a上,通过纤维丝在连续辊轮槽22a上的连续缠绕来增加其与螺旋辊轮22的摩擦力,进而提高两者的同步性,使得伺服电机21能精准的对纤维丝的张力进行调节。使得每根纤维丝在成股时具有相同的张力,进而提高成股质量。优选的,为了进一步提高纤维丝与螺旋辊轮22的同步性,以便提高伺服电机21调节的精度,所述连续辊轮槽22a具有沿螺旋辊轮22轴向两侧直径大、中间直径小的渐变结构(如图4所示),该结构相对于直径相等的辊轮槽而言,由于纤维丝缠绕在不同直径的辊轮槽中,具有不同的缠绕直径,而避免了纤维丝在相邻辊轮槽之间的滑动,进一步提高纤维丝与螺旋辊轮22的同步性,进而提高伺服电机21张力调节的精确性。优选的,根据需要伺服电机21可替换成磁粉制动器对纤维丝或其他缠绕材质采用制动的作用。
由于成股纤维丝在芯轴100上的缠绕具有多种走线方式,使得丝嘴装置4具有适应的灵活性,所述丝嘴装置4包括与所述三角支架51一侧固定设置的辊轮52相对的、且具有中空结构的筒体41,所述筒体41靠近绕线机构一侧、且朝向绕线机构方向依次设置有旋转机构(优选为伺服电机,图中未示出)和防止纤维滑脱的防脱装置,并在筒体41另一侧固定设有与该防脱装置结构相同的前端防脱装置(如图7中Ⅳ所示)。通过弹性重锤53张紧的成股纤维丝先依次通过前端防脱装置、筒体41及防脱装置后缠绕到芯轴100上,防脱装置通过伺服电机带动旋转引导纤维股在芯轴10上灵活缠绕。由于纤维股在缠绕时一直具有向前行进的过程,再配合缠绕走线的变化,具有在空间内位移的过程,因此,防脱装置能有效防止纤维股位移的变化而滑脱的问题,使得丝嘴装置4整体能控制纤维股的走向,提高缠绕走线的精确性。前端防脱装置提供纤维股在进入筒体41内的导向和防脱作用。该筒体41可在360°方位内任意旋转,实现了操作区域无障碍,极大的提高了操作时的安全性。
具体的,所述防脱装置包括垂直对称设置在旋转机构一侧的支撑板42,在支撑板42之间横向设有导向轮43和防脱轮组44,所述防脱轮组44包括贴合滚动的第一主动轮44a和第二主动轮44b,且两者的辊轮槽均设为接近与平面结构的弧面44c。纤维股穿过第一主动轮44a和第二主动轮44b的辊轮槽构成的空腔101中,由于第一主动轮44a和第二主动轮44b的辊轮槽均为接近与平面结构的弧面44c,因此构成的空腔101能有效将纤维股(其为具有一定宽度的条状结构)限制在其内部,防止在缠绕线路变化时,纤维股容易发生扭转(纤维股贴合在弧面44c,由于弧面44c的结构特点,两边高中间低,能防止纤维股在辊轮槽内的横向滑动)的问题,影响缠绕到芯轴100上的平整性。为了减少辊轮槽对纤维股的摩擦磨损,优选的两者通过齿轮齿槽配合同步传动,同步传动的第一主动轮44a和第二主动轮44b能避免纤维股对转动较慢的轮体的牵制转动而引起的摩擦磨损问题。
为了精确控制芯轴100上缠绕纤维股的重量,所述左顶紧机构7和右顶紧机构8内侧均设有结构相同且用于芯轴100实时缠绕测量的称重装置9,其能实时测量缠绕到芯轴100上的重量,以便在达到额定缠绕重量时能及时停止缠绕,不仅节省纤维股材料,同时也有效防止缠绕多余的纤维股到芯轴100上,后期不易去除的问题(由于纤维股浸过胶,缠绕到芯轴100上不易去除)。并且该实时测量方式也解决了多次停机称量繁琐的问题,减少多余的工作量。
具体的,所述称重装置9包括设置在左顶紧机构7和右顶紧机构8内侧底部的称量器91,该称量器91顶端沿芯轴100顶紧方向设有用于芯轴100的滑动支撑装置。通过滑动支撑装置将芯轴100进行支撑,接着通过左顶紧机构7和右顶紧机构8对芯轴100的两端进行顶紧(该顶紧作用不具有对芯轴100在竖向上的支撑,只是用于在芯轴100受到温度变化下的顶紧力恒定而具有恒定的转速,便于纤维股的缠绕)。在当芯轴100受到温度变化时,其两端能在滑动支撑装置的支撑作用下而水平滑动而不影响测重。因此该称重装置9在具有实时测重的作用下,同时具有允许芯轴100随温度变化的作用。
优选的,滑动支撑装置包括在称量器91上沿芯轴100的顶紧方向设置的直线滑轨92和其上滑动的U型支架93。并在U型支架93内底部两侧设有平面辊轮94,其用于对芯轴100两端进行支撑和转动。因此,该滑动支撑装置在实时测量的基础上,具有便于芯轴100受温度变化而移动的作用。
为了使得芯轴100在顶紧后具有较高的水平度,以便提高缠绕质量。所述丝嘴装置4前端设有划线板11。将芯轴100顶紧后,通过该划线板11对芯轴100两端划线标示,进而确定芯轴100顶紧的水平度,来提高缠绕质量。
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种纤维缠绕成型系统
- 一种注胶成型系统的供料系统及注胶成型系统