一种永久自防松螺纹组件、制备螺纹组件的模具及方法
文献发布时间:2023-06-19 10:36:57
技术领域
本发明涉及螺纹连接领域,尤其是涉及一种永久自防松螺纹组件、制备螺纹组件的模具及方法。
背景技术
随着现代大工业发展的专业化、系列化越来越显著,工业设计只有部分或全部采用CKD(Completely Knock Down)的方式,才能做到性价比最高。
如果把不同企业的不同商品连接成一个大总成的系统,其核心要件就是基础的连接件,即螺栓-螺母连接件。
在现行国家标准中的,或已用于某些领域的非标螺栓-螺母联接件,虽然在静载条件下具有较好的自防松性能,但由于实际应用场合和环境相当复杂,不可能是静载条件,有的可能同时存在某一种或多种因素的干扰,如:机械振动(含冲击载荷)的影响、工作环境温度场的变化、联接件在润滑介质环境的场合、在室外长时间应用时会发生或加快应力蠕变等等。
这些因素的单一作用或者联合作用,都会引起联接件的松动、失效,从而导致整个大系统的可靠性降低,甚至崩溃。
现行螺纹防松方法按工作原理大致分为摩擦防松、机械强制防松、强力胶防松和破坏运动副关系等方式。从这些防松原理中又派生出不同的具体防松方法和结构,但每种防松放方法或结构各有所长,也各有弊端。
利用摩擦防松的优点是结构简单,但在机械振动、冲击载荷、温度场发生变化、在润滑介质环境中应用时,防松不可靠;尾部带金属嵌片的防松螺母,在室外或长时间使用时,会因发生应力蠕变而失效;利用机械强制防松的优点是防松效果好,但存在制作、安装麻烦、间接成本高,且连接长度不宜调整的缺点;强力胶防松不适用于温度较高的场合,且辅助工序复杂,导致成本增加;利用破坏运动副关系防松方法的优点是防松可靠,但存在不能重复使用,操作复杂的缺点。
发明内容
为了解决上述现有技术的不足,本发明的一个目的在于提供一种永久自防松螺纹组件,该永久自防松螺纹组件包括第一螺纹紧固件和第二螺纹紧固件,其能够实现永久防松,并且基于此,本发明还提供两种用于制造第一螺纹紧固件的模具及制造方法,以及一种制造第二螺纹紧固件的模具及制造方法,从而能够对上述的防松组件进行制造。
具体地,本发明提供一种永久自防松螺纹组件,其包括具有外螺纹的第一紧固件和具有内螺纹的第二紧固件,所述第一紧固件和第二紧固件螺纹连接;
所述第一紧固件包括具有直杆部的本体,所述直杆部上设有外螺纹,所述外螺纹的螺牙的两侧外表面分别为第一纹面齿螺纹面和第一普通螺纹面;所述第一纹面齿螺纹面位于所述螺牙的受力侧,所述第一普通螺纹面位于所述螺牙的非受力侧;
所述第二紧固件包括具有螺纹孔的本体,所述螺纹孔的内螺纹螺牙的两侧外表面分别为第二纹面齿螺纹面和第二普通螺纹面;所述第二纹面齿螺纹面位于所述内螺纹螺牙的受力侧,所述第二普通螺纹面位于所述内螺纹螺牙的非受力侧;
所述第一纹面齿螺纹面以及第二纹面齿螺纹面上均设有沿螺纹法向平面均匀分布的纹面齿,每圈螺纹上纹面齿的齿数相等,齿形参数相同,所述第一紧固件的直杆部能够旋入所述第二紧固件的螺纹孔内并预紧。
优选地,所述第一紧固件为螺栓或螺钉,所述第一紧固件的外螺纹为三角螺纹、梯形螺纹或T型螺纹。
优选地,第二紧固件的内螺纹为三角螺纹、梯形螺纹或T型螺纹。
优选地,本发明还提供三种制备螺纹组件的模具,其包括两种第一紧固件制备模具以及一种第二紧固件制备模具。
优选地,所述第一紧固件制备模具为与搓牙机匹配的搓牙板,搓牙板包括固定搓板和活动搓板,所述固定搓板固定安装在搓丝机的床身上,所述活动搓板安装在能滑动的导轨上,活动搓板相对于固定搓板能够做往返运动;
固定搓板和活动搓板上均设有用于搓牙的斜长条形的搓牙结构,固定搓板和活动搓板的搓牙结构均包括带齿斜面和普通斜面,所述带齿斜面用于形成第一紧固件的第一纹面齿螺纹面,所述普通斜面用于形成第一紧固件的第一普通螺纹面。
优选地,所述第二紧固件制备模具为纹面齿刀具、导向机构、工作台及压力装置,纹面齿刀具为柱形结构,纹面齿刀具外周面上加工有外螺纹,在该外螺纹的一侧外表面上加工有纹面齿,导向机构固定设置在工作台上,在导向机构上设置有螺纹孔;
纹面齿刀具能够旋入导向机构的螺纹孔,将预制内螺纹的紧固件毛坯置于与纹面齿刀具对心位置,然后旋入纹面齿刀具,使得紧固件毛坯与导向机构之间具有一定的间隙,然后,使用压力装置向毛坯施加压力F,使得紧固件毛坯在纹面齿刀具边界的约束下发生塑形变形,压力装置卸载后,即可在紧固件毛坯上形成对应的纹面齿,退出纹面齿刀具后,取走紧固件毛坯,此时,紧固件毛坯形成第二紧固件。
优选地,所述第一紧固件制备模具包括第一辊子、第二辊子以及挡块,所述第一辊子和第二辊子之间夹设待制备的第一紧固件的螺纹部,所述挡块设置在所述待制备的第一紧固件下方,所述第一辊子和第二辊子的辊面上设置有带齿斜面和普通斜面,所述带齿斜面用于形成第一紧固件螺纹部的第一纹面齿螺纹面,所述普通斜面用于形成第一紧固件的第一普通螺纹面;
所述第一辊子和第二辊子能够沿着各自的圆心中心点做匀速转动,并且第二辊子中心点能够沿两个辊子中心点连线以速度v做直线往复运动,将待制备的第一紧固件置于第一辊子和第二辊子之间,第一辊子和第二辊子等速转动,第二辊子中心点沿两个辊子中心点连线以速度v做直线往复运动,形成第一紧固件所需的第一纹面齿螺纹面和第一普通螺纹面。
优选地,本发明还提供一种永久自防松螺纹组件的制备方法,其包括以下步骤:
S1、制备第一紧固件:所述待制备的第一紧固件借助于固定搓板和活动搓板利用冷搓、温搓或热搓或者利用冷辊、温辊或热辊挤压成形具有第一纹面齿螺纹面和第一普通螺纹面的第一紧固件;
S2、制备第二紧固件:利用纹面齿刀具制备具有第二纹面齿螺纹面和第二普通螺纹面的第二紧固件;
S3、将所述第一紧固件的直杆部能够旋入所述第二紧固件的螺纹孔内并预紧。
与现有技术相比,本发明的有益效果如下:
(1)本发明的第一紧固件和第二紧固件组合使用,由此构建出全新的纹面齿螺纹副关系,从而实现与现有防松原理完全不同的防松原理和防松结构。第一紧固件和第二紧固件之间无论是拧紧还是拧松,由于受到纹面齿的制约,第二紧固件的运动轨迹是沿着纹面齿齿廓的,这种运动可以分解为两个运动的合成,即:其中一个运动是沿纹面齿根部螺旋面的斜面运动,另一个运动是沿纹面齿根部螺旋面的法向作相对运动。这两个运动的联合作用必然导致第一紧固件和第二紧固件之间的轴向力显著增加。这一轴向力的增量通过第一紧固件的纹面齿又反作用于第二紧固件的纹面齿上,从而阻止拧紧或拧松这一动作。由于这一轴向力的增量是第一紧固件和第二紧固件之间的内力,依靠这一内力使得第二紧固件松弛是不可能的,因此,当上述的第一紧固件和第二紧固件被连接件组合到一起,并使第二紧固件的拧紧力矩达到额定力矩时,便实现了永久自锁联接。
(2)本发明中,所述待制备的第一紧固件借助于固定搓板和活动搓板利用冷搓、温搓或热搓或者利用冷辊、温辊或热辊挤压成形具有第一纹面齿螺纹面和第一普通螺纹面的第一紧固件。并且可以利用纹面齿刀具制备具有第二纹面齿螺纹面和第二普通螺纹面的第二紧固件。第一紧固件和第二紧固件的模具结构简单,制造方便,成本低,并且效率高。
附图说明
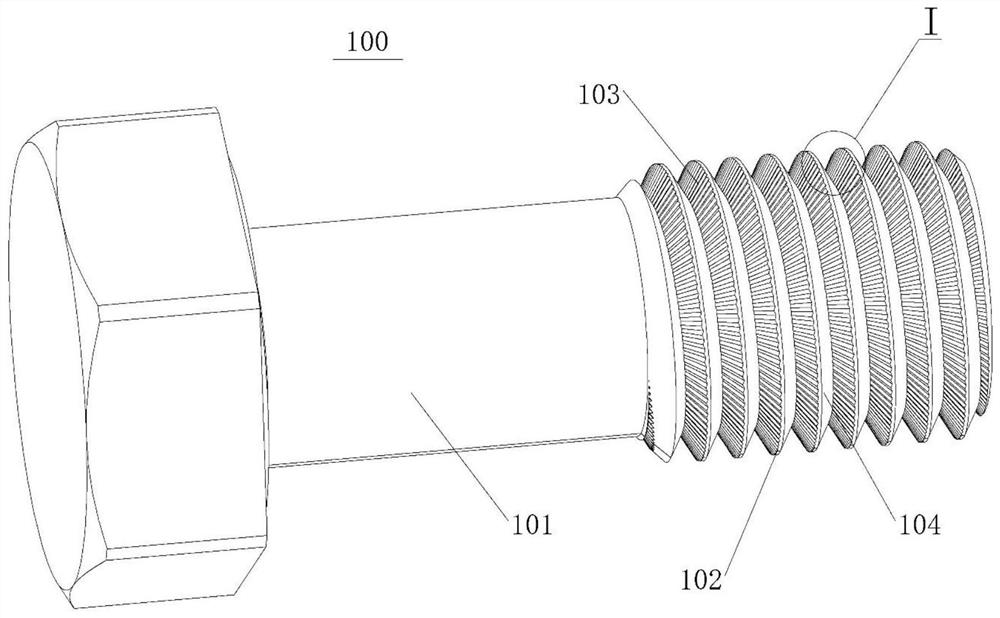
图1是本发明实施方式一的第一紧固件从某一个角度观察时的立体结构示意图;
图2是图1中I处的局部放大示意图;
图3是图1的第一紧固件从另一角度观察时的立体结构示意图;
图4a是本发明实施方式一中的第一紧固件的模具结构示意图;
图4b是本发明实施方式三中的第一紧固件的模具结构示意图;
图5是图4中沿箭头J方向观察的固定搓板的示意图;
图6是图5中沿A-A线剖切的剖面示意图;
图7是图5中沿B-B线剖切的剖面示意图;
图8是图4中沿箭头K方向观察活动搓板的示意图;
图9是图8中沿C-C线剖切的剖面示意图;
图10是本发明实施方式二中的第二紧固件从某一个角度观察时的立体结构示意图;
图11是图10中II处的局部放大图;
图12是图10的第二紧固件从另一角度观察时的立体结构示意图;
图13是本发明实施方式二中的第二紧固件的生产示意图;
图14是本发明图13的剖面结构示意图。
图中部分附图标记如下:100-第一紧固件;101-直杆部;102-外螺纹;103-纹面齿螺纹面;104-普通螺纹面;200-第二紧固件;201-螺纹孔;202-内螺纹;203-纹面齿螺纹面;204-普通螺纹面;300-搓牙板;301-固定搓板;302-活动搓板;303-床身;304-导轨;305-带齿斜面;306-普通斜面;307-带齿斜面;308-普通斜面;401-纹面齿刀具;402-导向机构;403-紧固件毛坯;404-工作台;501-第一辊子;502-第二辊子;503-待制备第一紧固件;504-挡板。
具体实施方式
以下,参照附图对本发明的实施方式进行说明。
本发明提供一种永久自防松螺纹组件,其包括具有外螺纹的第一紧固件100和具有内螺纹的第二紧固件200,第一紧固件100和第二紧固件200螺纹连接。本专利中“永久”的意思是指针对任何载荷,包括机械振动、冲击载荷、温度应力、润滑环境、应力蠕变等,螺纹组件都能保持永远不松动。本发明的永久自防松螺纹组件的防松原理和防松结构与现有的完全不同。其能够应用于各种尺寸形状的螺纹组件,将来也不再需要区分公制/英制、粗牙/细牙、精度等级,等等。制造使用都非常方便,当其第一紧固件和第二紧固件被连接件组合到一起,并使第二紧固件的拧紧力矩达到额定力矩时,便实现了永久自锁联接。
实施方式一
如图1至图3所示,本发明实施方式公开了一种第一紧固件100、第一紧固件100的一种模具以及第一紧固件100的一种制备方法。该第一紧固件100包括具有直杆部101的本体,在直杆部101上设有外螺纹102。在图1中显示的该第一紧固件100为六角头螺栓,直杆部101的前半段设有外螺纹102,在本发明其他实施方式中,第一紧固件100也可为内六角螺钉等其他类型的外螺纹紧固件,在直杆部101的全长上可设有外螺纹102。
外螺纹102的螺牙的两侧外表面分别为纹面齿螺纹面103和普通螺纹面104;纹面齿螺纹面103位于螺牙的受力侧,普通螺纹面104位于所述螺牙的非受力侧。普通螺纹面104为现有的螺栓的螺牙表面的结构,也就是说,该普通螺纹面104是一个光滑的螺旋曲面。纹面齿螺纹面103上设有沿螺纹法向平面均匀分布的纹面齿,每圈外螺纹上的纹面齿齿数相等,齿形参数相同。由图1至2可知,这些纹面齿是在螺纹面上加工而成的三角形齿,纹面齿的顶端的脊线的延伸方向是由直杆部101的轴心向外呈发射状分布。
由图1及图3可知,该外螺纹102的螺牙的受力侧指的是靠近六角头的一侧,非受力侧为相对侧。在预紧待连接的工件时,该纹面齿螺纹面103与螺母的对应内螺纹的纹面齿表面相接触。
在本实施方式中,该外螺纹102的结构为三角螺纹。其三角形的截面由纹面齿螺纹面103和普通螺纹面104围合而成。该外螺纹102也可为梯形螺纹或T型螺纹。
下面介绍用于生产本实施方式的第一紧固件100的生产设备。
参考图4至图9,在本实施方式中的第一紧固件100的可通过搓牙机进行制造。搓牙机是螺栓制造领域的成熟的生产设备。在搓牙机上安装有与该第一紧固件100相适配的搓牙板300。搓牙板300包括固定搓板1和活动搓板4。
固定搓板1和活动搓板4上均设有用于搓牙的斜长条形的搓牙结构。
在固定搓板1上的搓牙结构是由带齿斜面305和普通斜面306组成的,如图6及图7所示,在带齿斜面305上设有锯齿结构。该锯齿结构能够用于形成第一紧固件100上的纹面齿螺纹面103,普通斜面306能够用于形成第一紧固件100上的普通螺纹面104。
在活动搓板4上的搓牙结构是由带齿斜面307和普通斜面308组成的,如图8及图9所示,在带齿斜面307上设有锯齿结构。该锯齿结构能够用于形成第一紧固件100上的纹面齿螺纹面103,普通斜面308能够用于形成第一紧固件100上的普通螺纹面104。
固定搓板1固定安装在搓牙机的床身2上。活动搓板4安装在导轨5上,活动搓板4可相对于固定搓板1做往返运动。在图4中,线条DG所示的位置为固定搓板1和活动搓板4的对齐位置,也是该第一紧固件100在加工时的初始位置。该第一紧固件100的轴线位于线段DG上,图中显示的该第一紧固件100的直径为该紧固件按照螺纹部分按体积不变条件折算的中径。
在图4a中,该活动搓板4在外力作用下,以速度v沿着导轨5运动。此时,固定搓板1和活动搓板4会受到床身2、导轨5和被加工的第一紧固件100的共同约束。当活动搓板4前沿到达线条HL所示的位置时,待加工的第一紧固件3的塑形变形全部完成,并在重力作用下自动从固定搓板1和活动搓板4之间脱落。在此过程中,该第一紧固件100的螺纹部分形成所需的带纹面齿螺纹面。
第一紧固件100的塑形变形的工作温度可以是材料的冷变形区间、温变形区间或热变形区间。
本发明实施方式所公开的第一紧固件,能够与下述实施方式二公开的匹配的第二紧固件结合使用,由此构建出全新的纹面齿螺纹副关系,从而实现与现有防松原理完全不同的防松结构。第一紧固件100和第二紧固件200之间无论是拧紧还是拧松,由于受到纹面齿的制约,第二紧固件的运动轨迹是沿着纹面齿齿廓的,这种运动可以分解为两个运动的合成,即一个是沿纹面齿根部螺旋面的斜面运动,另一个是沿该螺旋面的法向运动。这两个运动的联合作用必然导致第一紧固件100和第二紧固件200之间的轴向力显著增加。这一轴向力的增量通过第一紧固件100的纹面齿又反作用于第二紧固件200的纹面齿上,从而阻止拧紧或拧松这一动作。由于这一轴向力的增量是第一紧固件100和第二紧固件200之间的内力,依靠这一内力使得第二紧固件松弛是不可能的。
当上述的第一紧固件100和第二紧固件200被连接件组合到一起,并使第二紧固件的拧紧力矩达到额定力矩时,便实现了永久自锁联接。
实施方式二
如图10至图12所示,本发明实施方式公开了一种第二紧固件200,其能够与实施方式一所公开的第一紧固件100配套使用。该第二紧固件200包括具有螺纹孔201的本体,该螺纹孔201的内螺纹202的螺牙的两侧外表面分别为纹面齿螺纹面203和普通螺纹面204。纹面齿螺纹面203位于内螺纹202的螺牙的受力侧,普通螺纹面204位于内螺纹202的螺牙的非受力侧;纹面齿螺纹面203上设有沿螺纹法向平面均匀分布的纹面齿,每圈内螺纹202上的纹面齿齿数相等,齿形参数相同。由图10至图12可知,这些纹面齿是在螺纹面上加工而成的三角形齿,纹面齿的顶端的脊线的延伸方向是由内螺纹202的轴心向外呈发射状分布。
该第二紧固件200的本体可为螺母或螺帽等形式。内螺纹202可为三角螺纹、梯形螺纹或T型螺纹。
下面介绍用于本实施方式的第二紧固件200的生产设备。
如图13及图14所示,本实施方式公开的生产设备包括纹面齿刀具401、导向机构402、工作台404及压力装置(未示出)。纹面齿刀具401为柱形结构,其外周面上加工有外螺纹,在该外螺纹的一侧外表面上加工有纹面齿。导向机构402固定设置在工作台404上,在导向机构402上设置有螺纹孔。
纹面齿刀具401能够旋入导向机构402的螺纹孔。将预制内螺纹的紧固件毛坯403置于与纹面齿刀具401对心位置,然后旋入纹面齿刀具401,使得紧固件毛坯403与导向机构之间具有一定的间隙,然后,使用压力装置向毛坯403施加压力F,使得紧固件毛坯403在纹面齿刀具401边界的约束下发生塑形变形。压力装置卸载后,即可在紧固件毛坯403上形成对应的纹面齿。退出纹面齿刀具401后,可以取走紧固件毛坯403。此时,紧固件毛坯403形成本实施方式的第二紧固件200。
实施方式三
所述第一紧固件制备模具包括第一辊子501、第二辊子502以及挡块504,所述第一辊子501和第二辊子502之间夹设待制备的第一紧固件的螺纹部,所述挡块设置在所述待制备的第一紧固件503下方,所述第一辊子501和第二辊子502的辊面上设置有带齿斜面和普通斜面,所述带齿斜面用于形成第一紧固件螺纹部的第一纹面齿螺纹面,所述普通斜面用于形成第一紧固件的第一普通螺纹面。
所述第一辊子501和第二辊子502能够沿着各自的圆心中心点做匀速转动,并且第二辊子502中心点O
如图4b所示,第一辊子501只能绕固定点O
第二辊子502能够绕O
另外,第二辊子502中心点O
在制备时,将螺栓毛坯需加工螺纹的部分置于第一辊子501和第二辊子502之间时,第一辊子501和第二辊子502等速转动,且O
实施方式四
本实施方式公开了一种永久自防松螺纹组件,包括如实施方式一所制备的第一紧固件100或实施方式三所制备的第一紧固件100和实施方式二所制备的第二紧固件200。第一紧固件100的直杆部旋入第二紧固件200的螺纹孔内并预紧时,第一紧固件和第二紧固件的纹面纹面齿的参数相匹配。
本发明实施方式所公开的第二紧固件200与第一紧固件100结合使用,由此构建出全新的纹面齿螺纹副关系,从而实现与现有带动防松原理完全不同的防松结构。第一紧固件100和第二紧固件200之间无论是拧紧还是拧松,由于受到纹面齿的制约,第二紧固件的运动轨迹是沿着纹面齿齿廓的,这种运动可以分解为两个运动的合成,即一个是沿纹面齿根部螺旋面的斜面运动,另一个是沿螺旋面法向运动。这两个运动的联合作用必然导致第一紧固件100和第二紧固件200之间的轴向力显著增加。这一轴向力的增量通过第一紧固件100的纹面齿又反作用于第二紧固件200的纹面齿上,从而阻止拧紧或拧松这一动作。由于这一轴向力的增量是第一紧固件100和第二紧固件200之间的内力,依靠这一内力使得第二紧固件松弛是不可能的。
当上述的第一紧固件100和第二紧固件200被连接件组合到一起,并使第二紧固件的拧紧力矩达到额定力矩时,便实现了永久自锁联接。
本发明还提供一种永久自防松螺纹组件的制备方法,其包括以下步骤:
S1、制备第一紧固件:所述待制备的第一紧固件借助于固定搓板和活动搓板利用冷搓、温搓或热搓或者利用冷辊、温辊或热辊挤压成形具有第一纹面齿螺纹面和第一普通螺纹面的第一紧固件;
S2、制备第二紧固件:利用纹面齿刀具制备具有第二纹面齿螺纹面和第二普通螺纹面的第二紧固件;
S3、将所述第一紧固件的直杆部能够旋入所述第二紧固件的螺纹孔内并预紧。
本发明的第一紧固件和第二紧固件组合使用,由此构建出全新的纹面齿螺纹副关系,从而实现与现有防松原理完全不同的防松原理和防松结构。第一紧固件和第二紧固件之间无论是拧紧还是拧松,由于受到纹面齿的制约,第二紧固件的运动轨迹是沿着纹面齿齿廓的,这种运动可以分解为两个运动的合成,即:其中一个运动是沿纹面齿根部螺旋面的斜面运动,另一个运动是沿纹面齿根部螺旋面的法向作相对运动。这两个运动的联合作用必然导致第一紧固件和第二紧固件之间的轴向力显著增加。这一轴向力的增量通过第一紧固件的纹面齿又反作用于第二紧固件的纹面齿上,从而阻止拧紧或拧松这一动作。由于这一轴向力的增量是第一紧固件和第二紧固件之间的内力,依靠这一内力使得第二紧固件松弛是不可能的,因此,当上述的第一紧固件和第二紧固件被连接件组合到一起,并使第二紧固件的拧紧力矩达到额定力矩时,便实现了永久自锁联接。
以上所述的实施例仅是对本发明的优选实施方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
- 一种永久自防松螺纹组件、制备螺纹组件的模具及方法
- 防松螺母组件及使用该组件的螺纹防松结构