贴装设备
文献发布时间:2023-06-19 10:44:55
技术领域
本发明涉及自动化设备生产技术领域,尤其涉及一种贴装设备。
背景技术
在一些圆筒纸盒的生产过程中,会需要在圆筒纸盒的表面进行贴面纸以进行商标识别等。贴装过程中,面纸需要与圆筒纸盒进行对齐,且贴装的面纸会有凸伸出圆筒盒体外部的情况。所以需要在面纸与圆筒纸盒贴装时进行对位纠偏,且凸伸的面纸需要进行内折以增加美观性。现有技术中,圆筒盒体上面纸的贴装和内折一般通过人工来完成,这不仅效率低,而且可能损伤圆筒盒体的面纸,从而降低了良品率。
因此,亟需一种可以自动调整圆筒纸盒与面纸之间的相对位置以进行自动贴装和自动内折的贴装设备。
发明内容
本发明的目的在于提供一种可以自动调整圆筒纸盒与面纸之间的相对位置以进行自动贴装和自动内折的贴装设备。
为实现上述目的,本发明提供了一种贴装设备,适用于贴装圆筒纸盒上的面纸并将凸伸的面纸内折进圆筒纸盒,包括设置于机架上的过胶装置、第一送料装置、视觉定位装置、第二送料装置、取料装置、内折装置和第三送料装置,过胶装置用于面纸的过胶,第一送料装置位于过胶装置和视觉定位装置之间,第一送料装置将过胶的面纸传送至视觉定位装置,第二送料装置将圆筒纸盒传送至视觉定位装置,视觉定位装置定位圆筒纸盒并根据圆筒纸盒与面纸之间的相对位置对圆筒纸盒的位置进行纠偏,以使面纸与圆筒纸盒配合贴装,取料装置将贴装有面纸的圆筒纸盒拾取至内折装置,内折装置将圆筒纸盒上凸伸的面纸进行内折,第三送料装置将内折成型的圆筒纸盒传送至下一工序。
与现有技术相比,本发明的贴装设备用于贴装圆筒纸盒上的面纸,并将圆筒纸盒上凸伸的面纸内折进圆筒纸盒。其中,贴装设备包括位于机架上的过胶装置、第一送料装置、视觉定位装置、第二送料装置、取料装置、内折装置和第三送料装置。具体地,过胶装置用于面纸的过胶。第一送料装置用于传送过胶后的面纸。第二送料装置用于传送未贴装的圆筒纸盒。视觉定位装置用于取圆筒纸盒并对圆筒纸盒和过胶的面纸进行视觉对位和纠偏,并将圆筒纸盒和面纸按一定的相对位置关系进行贴装。取料装置用于拾取贴装后的圆筒纸盒并与内折装置配合以使内折装置能将圆筒纸盒上凸伸的面纸贴装进圆筒纸盒内。第三送料装置用于将贴装内折后的圆筒纸盒传送至下一工序。本发明的贴装设备,可以对面纸进行自动上胶并传送,并能根据面纸的传送位置对相应的圆筒纸盒进行自动对位,以使面纸能与圆筒盒体很好的配合并贴合,还能对圆筒纸盒上凸伸的面纸进行自动内折;本发明的贴装设备自动化程度高,大大提高了生产效率和良品率。
较佳地,视觉定位装置包括视觉机构和纠偏结构,视觉机构呈可调节的安装于机架上,视觉机构用于监测面纸的送料位置以及圆筒纸盒位于纠偏结构上的位置,纠偏结构根据视觉机构反馈的位置信息对纠偏结构上的圆筒纸盒进行位置调节,以使圆筒纸盒与面纸能够按预设的相对位置进行贴装配合。
较佳地,纠偏结构包括第一滑动机构、第二滑动机构、第三滑动机构和第一取料机构,第三滑动机构设置于第一滑动机构和第二滑动机构上,第一滑动机构和第二滑动机构能带动第三滑动机构沿着第一滑动机构和第二滑动机构的长轴方向进行移动,第一滑动机构和第二滑动机构还能带动第三滑动机构在预设范围内进行角度调节,第一取料机构呈升降的设置于第三滑动机构上。
较佳地,第一滑动机构包括第一线性模组和第一传动组件,第一传动组件的一端呈转动的连接于第一线性模组,第一传动组件的另一端呈滑动的连接于第三滑动机构;第二滑动机构包括第二线性模组和第二传动组件,第二传动组件的一端呈转动的连接于第二线性模组,第二传动组件的另一端固定于第三滑动机构。
较佳地,第二送料装置上设置有用于圆筒纸盒暂停的限位挡板,第一取料机构上设置有第一取料件,第一取料机构带着第一取料件沿第三滑动机构滑动并对准限位挡板后面的圆筒纸盒,第三滑动机构带着第一取料机构沿第一滑动机构和第二滑动机构滑动,以使第一取料件于第二送料装置上拾取圆筒纸盒。
较佳地,取料装置包括旋转电机和连接于旋转电机的第二取料机构和第三取料机构,第二取料机构上设置有第二取料件,第三取料机构上设置有第三取料件,第二取料件和第三取料件的朝向相反,旋转电机动作以使第二取料机构和第三取料机构同时相对于机架进行旋转。
较佳地,第二取料机构上包括用于带动第二取料件滑动的第一滑动组件,第三取料机构上包括用于带动第三取料件滑动的第二滑动组件;第二取料件或第三取料件拾取贴装后的圆筒纸盒并滑动靠近内折装置,并与内折装置配合以完成圆筒纸盒上凸伸面纸的内折。
较佳地,内折装置包括折边机构、内折机构和去泡机构,内折机构与取料装置配合以使拾取的圆筒纸盒呈转动的设置于内折机构和取料装置之间,折边机构动作以将转动的圆筒纸盒上凸伸的面纸进行折边,内折机构动作以将折边后的面纸内折进圆筒纸盒内。
较佳地,内折机构包括定位组件和内折组件,定位组件呈转动的设置于机架上,内折组件与定位组件同轴心连接且内折组件能相对于定位组件伸缩活动;定位组件组件与取料装置配合以使圆筒纸盒于定位组件和取料装置之间转动,内折组件伸缩活动以将折边的面纸内折进圆筒纸盒内。
较佳地,去泡机构设置于定位组件的侧边,去泡机构包括去泡气缸和位于去泡气缸输出端的滚动件,去泡气缸动作以使滚动件靠近圆筒纸盒并与圆筒纸盒接触,定位组件转动以使滚动件呈滚动的作用于圆筒纸盒上的面纸以去除面纸与圆筒纸盒之间的气泡。
附图说明
为了更清楚地说明本发明实施例技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
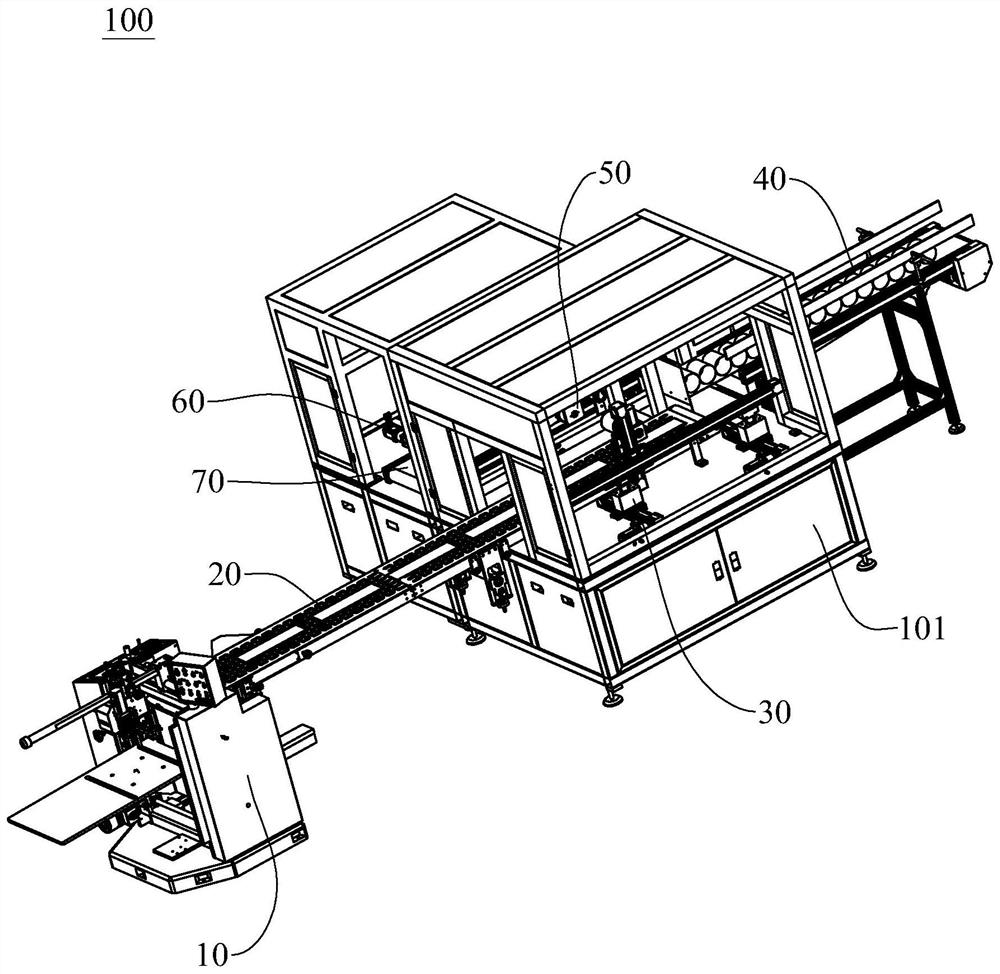
图1是本发明一实施例提供的贴装设备的结构示意图。
图2是图1中过胶装置的结构示意图。
图3是图1中第一送料装置的结构示意图。
图4是图1中纠偏结构结构示意图。
图5是图1中视觉机构的结构示意图。
图6是图4中第一滑动机构的结构示意图。
图7是图4中第二滑动机构的结构示意图。
图8是图4中第一取料机构的结构示意图。
图9是图1中第二送料装置的结构示意图。
图10是图1中取料装置的结构示意图。
图11是图1中内折装置与第三送料装置配合的结构示意图。
图12是图11中内折装置的结构示意图。
图13是图12中这边机构的结构示意图。
图14是图12中内折机构的结构示意图。
图15是图12中去泡机构的结构示意图。
附图标记说明:
100、贴装设备;101、机架;
10、过胶装置;11、面纸推送结构;12、涂胶结构;
20、第一送料装置;21、第一传送带;22、吸真空组件;
30、视觉定位装置;301、纠偏结构;31、第一滑动机构;311、第一电机;312、第一线性模组;313、第一传动组件;3131、第一固定座;3132、第一转动件;3133、第一轴承;3134、第二轴承;314、导轨组件;315、第一安装件;32、第二滑动机构;321、第二电机;322、第二线性模组;323、第二传动组件;3231、第二固定座;3232、第二转动件;3233、固定件;324、第二安装件;33、第三滑动机构;331、第三电机;332、第三线性模组;34、第一取料机构;341、第四电机;342、第四线性模组;343、取料电机;344、第三传动组件;345、第一取料件;3451、第一吸真空件;35、视觉机构;351、第一调节组件;352、第二调节组件;353、CCD相机;
40、第二送料装置;41、第二传送带;42、限位挡板;
50、取料装置;51、旋转电机;52、旋转支撑板;53、第二取料机构;531、第五电机;532、第五线性模组;533、第二取料件;5331、第二吸真空件;54、第三取料机构;541、第六电机;542、第六线性模组;543、第三取料件;5431、第三吸真空件;55、阻挡组件;
60、内折装置;61、折边机构;611、直线模组;612、折边组件;6121、安装支架;6122、滚轮;6123、弹性件;6124、第一调节部;613、安装底板;6131、第二调节部;62、内折机构;621、定位组件;6211、定位电机;6212、连接轴;6213、定位滚筒;6214、吸气元件;622、内折组件;6221、内折气缸;6222、连接杆;6223、连接块;6224、内折件;623、支撑架;63、去泡机构;631、去泡气缸;632、固定块;633、滚动件;
70、第三送料装置。
具体实施方式
为了详细说明本发明的技术内容、构造特征,以下结合实施方式并配合附图作进一步说明。
请参阅图1,本发明提供了一种贴装设备100,适用于贴装圆筒纸盒上的面纸并将凸伸的面纸内折进圆筒纸盒。贴装设备100包括设置于机架101上的过胶装置10、第一送料装置20、视觉定位装置30、第二送料装置40、取料装置50、内折装置60和第三送料装置70。其中,过胶装置10用于面纸的过胶,第一送料装置20位于过胶装置10和视觉定位装置30之间,第一送料装置20将过胶的面纸传送至视觉定位装置30。第二送料装置40将圆筒纸盒传送至视觉定位装置30。视觉定位装置30定位圆筒纸盒并根据圆筒纸盒与面纸之间的相对位置对圆筒纸盒的位置进行纠偏,以使面纸与圆筒纸盒配合贴装。取料装置50将贴装有面纸的圆筒纸盒拾取至内折装置60,内折装置60将圆筒纸盒上凸伸的面纸进行内折,第三送料装置70将内折成型的圆筒纸盒传送至下一工序。
采用以上技术方案后,本发明的贴装设备100用于贴装圆筒纸盒上的面纸,并将圆筒纸盒上凸伸的面纸内折进圆筒纸盒。其中,贴装设备100包括位于机架101上的过胶装置10、第一送料装置20、视觉定位装置30、第二送料装置40、取料装置50、内折装置60和第三送料装置70。具体地,过胶装置10用于面纸的过胶。第一送料装置20用于传送过胶后的面纸。第二送料装置40用于传送未贴装的圆筒纸盒。视觉定位装置30用于取圆筒纸盒并对圆筒纸盒和过胶的面纸进行视觉对位和纠偏,并将圆筒纸盒和面纸按一定的相对位置关系进行贴装。取料装置50用于拾取贴装后的圆筒纸盒并与内折装置60配合以使内折装置60能将圆筒纸盒上凸伸的面纸贴装进圆筒纸盒内。第三送料装置70用于将贴装内折后的圆筒纸盒传送至下一工序。本发明的贴装设备100,可以对面纸进行自动上胶并传送,并能根据面纸的传送位置对相应的圆筒纸盒进行自动对位,以使面纸能与圆筒盒体很好的配合并贴合,还能对圆筒纸盒上凸伸的面纸进行自动内折;本发明的贴装设备100自动化程度高,大大提高了生产效率和良品率。
请参阅图1至图3,在一些可选的实施例中,过胶装置10与第一送料装置20对接。过胶装置10包括面纸推送结构11和涂胶结构12,面纸通过面纸推送结构11进行逐一推送,且每一张面纸均经过涂胶结构12进行涂胶。涂胶结构12设有胶水储存机构和涂胶机构,胶水储存机构内的胶水可自动补给到涂胶机构。面纸经过涂胶机构时,涂胶机构将面纸的一面进行涂胶水,第一送料装置20将涂好胶水的面纸传送至视觉定位装置30处。具体地,第一送料装置20包括第一传送带21,第一传送带21上设置有多组吸真空组件22,通过吸真空组件22使得面纸在第一传送带21上可以更加稳固的进行的传送,以免移位。
请参阅图4和图5,在一些可选的实施例中,视觉定位装置30包括视觉机构35和纠偏结构301,视觉机构35呈可调节的安装于机架101上,视觉机构35用于监测面纸的送料位置以及圆筒纸盒位于纠偏结构301上的位置,纠偏结构301根据视觉机构35反馈的位置信息对纠偏结构301上的圆筒纸盒进行位置调节,以使圆筒纸盒与面纸能够按预设的相对位置进行贴装配合。可理解的,本实施例中的圆筒纸盒包括侧壁和底面,圆筒纸盒与面纸的预设的相对位置为面纸的一端对齐圆筒纸盒设置有底面的一端,面纸的另一端凸伸出圆筒纸盒没有底面的侧壁外。即面纸的一端对齐圆筒纸盒的一端,面纸的一端凸伸出圆筒纸盒外,凸伸的一端后工序进行内折。具体地,视觉机构35包括第一调节组件351、第二调节组件352以及CCD相机353。第二调节组件352安装于第一调节组件351上,CCD相机353安装于第二调节组件352上。圆筒纸盒的大小不同,需要对CCD相机353的相对安装位置进行调节,以能匹配不同规格的圆筒纸盒和面纸。CCD相机353的安装位置可以通过第一调节组件351和第二调节组件352进行调节。
请参阅图4、图6和图7,在一些可选的实施例中,纠偏结构301包括呈活动设置于机架101上的第一滑动机构31和第二滑动机构32,第一滑动机构31和第二滑动机构32上设置有第三滑动机构33,第三滑动机构33上呈活动的连接有第一取料机构34。具体地,第一取料机构34通过第一滑动机构31和第二滑动机构32在第一方向上滑动和/或转动,第一取料机构34通过第三滑动机构33在第二方向上进行滑动。可以理解的,第一取料机构34设置在第三滑动机构33上,第一取料机构34可以通过第三滑动机构33在第二方向上滑动。第三滑动机构33设置在第一滑动机构31和第二滑动机构32上,第一取料机构34可以通过第一滑动机构31和第二滑动机构32在第一方向上滑动,或者通过第一滑动机构31和第二滑动机构32进行转动以进行角度调节,还可以在滑动的过程中进行转动。其中,第一方向为相对于机架101在水平方向上前后运动的方向,即沿着第一滑动机构31和第二滑动机构32来回滑动的方向。第二方向与第一方向大致垂直,为相对于机架101在水平方向上左右运动的方向,即是沿着第三滑动机构33来回滑动的方向。
请参阅图4、图6和图7,在一些可选的实施例中,第一滑动机构31包括第一线性模组312和用于驱动第一线性模组312的第一电机311,第一线性模组312上设置有第一传动组件313,第一传动组件313通过导轨组件314连接于第三滑动机构33。在第一滑动机构31与第三滑动机构33之间设置有导轨组件314,在第一转动件3132和第二转动件3232带动第一取料机构34进行转动以调节角度时,第一滑动机构31通过导轨组件314进行滑动能够补偿因为转动所带来的位移偏差。第一线性模组312通过第一安装件315固定于机架101上。
请参阅图4、图6和图7,在一些可选的实施例中,第一传动组件313还包括第一转动件3132,第一转动件3132的一端呈转动的设置于第一线性模组312上,第一转动件3132的另一端连接于导轨组件314,导轨组件314连接于第三滑动机构33。借由第一转动件3132以使第一取料机构34相对于第一滑动机构31转动。具体地,第一传动组件313包括安装于第一线性模组312上的第一固定座3131,第一固定座3131上设置有与第一线性模组312配合的凹部。第一固定座3131上还开设有用于安装第一转动件3132的容置孔,容置孔上还设置有用于安装第一轴承3133的第一安装部,用于安装第二轴承3134的第二安装部,转动件通过第一轴承3133和第二轴承3134相对于第一固定座3131进行转动。
请参阅图4、图6和图7,在一些可选的实施例中,第二滑动机构32包括第二电机321、第二线性模组322和第二传动组件323。第二线性模组322位于第二电机321的输出端,第二线性模组322通过第二安装件324固定于机架101上,第二传动组件323的一端与第二线性模组322滑动连接,第二传动组件323的另一端通过固定件3233与第三滑动机构33固定连接。具体地,第二传动组件323包括第二固定座3231、第二转动件3232和固定件3233,第二转动件3232的一端通过第二固定座3231呈转动的设置于第二线性模组322,第二固定座3231的结构与第一固定座3131的结构类似,在此不再赘述。第二转动件3232的另一端通过固定件3233连接于第三滑动机构33,借由第二转动件3232以使第一取料机构34相对于第二滑动机构32转动。
请参阅图4和图8,在一些可选的实施例中,第三滑动机构33包括第三电机331和第三线性模组332。第一取料机构34安装于第三线性模组332上,第三电机331动作以使第一取料机构34滑动于第三线性模组332。另一方面,在第三线性模组332上还设置有感应组件,借由感应组件以限制第一取料机构34的滑动行程。感应组件包括位于第三线性模组332两端上的传感器,以及位于第一取料机构34上与传感器配合的感应块,通过感应块与两端传感器的配合以限制第一取料机构34在第三线性模组332上的滑动行程。
请参阅图4和图8,在一些可选的实施例中,第一取料机构34包括第四电机341和位于第四电机341输出端的第四线性模组342,第四电机341动作以使位于第四线性模组342上的取料组件做升降活动。具体地,取料组件包括取料电机343、位于取料电机343输出端的第三传动组件344以及连接于第三传动组件344的第一取料件345,取料电机343动作以带动第一取料件345转动。其中,第三传动组件344包括连接于取料电机343的第一齿轮和连接于第一取料件345的第二齿轮,第一齿轮与第二齿轮啮合传动。即取料电机343动作并通过啮合的第一齿轮和第二齿轮,使得第一取料件345转动以使位于第一取料件345上的圆筒盒体与面纸进行配合。在第一取料件345上还设置有第一吸真空件3451,通过第一吸真空件3451以加固圆筒纸盒在第一取料件345上的固定,使得第一取料件345在带动圆筒纸盒转动时,圆筒纸盒不会被甩出,更加稳固。
请参阅图1和图9,在一些可选的实施例中,第二送料装置40包括用于传送圆筒纸盒的第二传送带41和用于暂停圆筒纸盒的限位挡板42。可以理解的,视觉定位装置30上设置有可以前后左右上下移动的第一取料件345,第一取料件345沿第三滑动机构33滑动并越过限位挡板42,以能对准限位挡板42后面的圆筒纸盒。而后,第三滑动机构33带着第一取料机构34沿第一滑动机构31和第二滑动机构32滑动,以使第一取料件345于第二送料装置40上拾取圆筒纸盒。即通过可以前后左右上下移动的第一取料件345移动以在限位挡板42后逐一拾取第二传送带41上的圆筒纸盒。第一取料件345取料后通过视觉机构35对面纸与圆筒盒体的相对位置进行捕捉和监测。然后,纠偏结构301通过视觉机构35反馈的位置信息对拾取有圆筒盒体的第一取料件345的位置进行纠偏,从而使面纸与圆筒盒体能够更好对位并贴合。
请参阅图10,在一些可选的实施例中,取料装置50包括旋转电机51、旋转支撑板52、第二取料机构53、第三取料机构54和阻挡组件55。第二取料机构53和第三取料机构54通过旋转支撑板52连接于旋转电机51,旋转电机51动作以使第二取料机构53和第三取料机构54同时相对于机架101进行旋转,阻挡组件55用于停止第二取料机构53和第三取料机构54的旋转。具体地,第二取料机构53上包括第二取料件533和用于带动第二取料件533滑动的第一滑动组件,第一滑动组件包括第五电机531和第五线性模组532。第五电机531启动以使第二取料件533沿第五线性模组532滑动。第三取料机构54上包括第三取料件543和用于带动第三取料件543滑动的第二滑动组件,第二滑动组件包括第六电机541和第六线性模组542。第六电机541启动以使第三取料件543沿第六线性模组542滑动。其中,第二取料件533和第三取料件543相对设置以交替作业,进而提高取料效率。第二取料件533和第三取料件543均用于拾取圆筒纸盒的底面,在第二取料件533上设置有第二吸真空件5331,通过第二吸真空件5331以加固第二取料件533与圆筒纸盒的配合。第三取料件543上设置有第三吸真空件5431,通过第三吸真空件5431以加固第三取料件543与圆筒纸盒的配合。
在本实施例中,第二取料件533或第三取料件543拾取贴装后的圆筒纸盒并滑动靠近内折装置60,并与内折装置60配合以完成圆筒纸盒上凸伸面纸的内折。具体地,由于第二取料件533和第三取料件543均用于拾取圆筒纸盒的底面,使得内折装置60上的定位滚筒6213可以伸进圆筒纸盒内并与第二取料件533或第三取料件543配合。定位电机6211带动定位滚筒6213旋转时,圆筒纸盒于定位滚筒6213与第二取料件533之间旋转,或圆筒纸盒于定位滚筒6213与第三取料件543之间旋转。
请参阅图11至图15,在一些可选的实施例中,内折装置60用于对圆筒纸盒上凸伸的面纸进行内折。内折装置60包括位于机架101上的折边机构61和内折机构62。其中,内折机构62包括定位组件621和内折组件622,定位组件621呈转动的设置于机架101上,内折组件622与定位组件621同轴心连接且内折组件622能相对于定位组件621伸缩活动。具体地,圆筒纸盒套设于定位组件621上,且圆筒纸盒随着定位组件621的转动而转动。折边机构61滑动以靠近转动的圆筒纸盒,以将圆筒纸盒上凸伸的面纸进行往圆筒纸盒的轴心方向进行折边。内折组件622的伸出将折边后的面纸内折进圆筒纸盒内。结构简单、设计合理,实现了将圆筒纸盒上凸伸的面纸进行自动内折。
请参阅图12和图14,在一些可选的实施例中,定位组件621包括定位滚筒6213、定位电机6211和连接轴6212,定位滚筒6213通过连接轴6212呈转动的连接于定位电机6211的输出端,定位电机6211启动以带动连接轴6212和定位滚筒6213进行转动。圆筒纸盒自动或手动的套设在定位滚筒6213上,在机架101上还可以设置有与定位滚筒6213配合的定位件,定位件可以与定位滚筒6213同步转动,以使圆筒纸盒更稳固的套设在定位滚筒6213上。具体地,定位滚筒6213内设置有吸气元件6214,借由吸气元件6214的启动以加固圆筒纸盒在定位滚筒6213上的定位。
请参阅图12和图14,在一些可选的实施例中,定位组件621和内折组件622均安装于支撑架623上,并通过支撑架623连接于机架101。内折组件622包括安装于连接轴6212上的内折件6224,内折件6224连接有内折气缸6221,内折气缸6221动作以使内折件6224带动折边的面纸内折进圆筒纸盒内。内折件6224与内折气缸6221之间还设置有连接杆6222和连接块6223。具体地,连接杆6222连接于内折气缸6221的输出端,内折件6224穿设安装于连接轴6212上并与位于连接轴6212上的定位滚筒6213同轴心设置。其中,内折件6224与连接轴6212间隙配合,以使内折件6224能够相对于连接轴6212进行滑动。连接块6223的一端安装于内折件6224的安装部上,安装部上开设有与连接块6223配合的安装槽,连接块6223的连接部安装于安装槽内,连接块6223的另一端连接于连接杆6222。在内折气缸6221动作时,连接杆6222带动连接块6223伸缩活动,连接块6223作用于内折件6224,从而使内折件6224随着内折气缸6221的动作而在连接轴6212上来回滑动,以伸进圆筒纸盒或退出圆筒纸盒。
在本实施例中,内折件6224还设置有导向部和配合部,导向部位于内折件6224靠近定位滚筒6213的一端,配合部位于导向部和安装部之间。其中,配合部的外周与圆筒纸盒过盈配合,以能在面纸内折时,配合部胀大大圆筒纸盒,使得圆筒纸盒上内折的面纸不会存在褶皱,能够平整过渡,更加美观,不会存在气泡。而圆筒纸盒存在一定的韧性,在配合部退出圆筒纸盒后,圆筒纸盒会带着面纸慢慢恢复到原来的样子,而面纸以贴合在圆筒纸盒上,不会再产生褶皱和气泡。由于配合部与圆筒纸盒过盈配合,因此,需要设置有方便配合部进入到圆筒纸盒内的导向部。导向部朝着远离定位滚筒6213的方向呈横截面积由小渐大的渐变结构,即导向部靠近定位滚筒6213的一端横截面积较小,以使配合部能够随着导向部进入到圆筒纸盒内。设置有导向部,在内折件6224退出圆筒纸盒时,导向部不会将内折的面纸带出圆筒纸盒外。
请参阅图12和图13,在一些可选的实施例中,折边机构61包括位于机架101上的直线模组611以及设置于直线模组611上的折边组件612,直线模组611启动以带动折边组件612滑动于直线模组611上。折边机构61通过安装底板613安装于机架101上,安装底板613上设置有第二调节部6131,通过第二调节部6131能够调节折边机构61在水平方向上的安装位置。具体地,折边组件612还包括安装支架6121、滚轮6122和弹性件6123。滚轮6122可转动的安装于安装支架6121上,弹性件6123位于滚轮6122与安装支架6121之间。在直线模组611带动这边模组靠近圆筒纸盒时,滚轮6122呈滚动的作用于圆筒纸盒上凸伸的面纸,以将凸伸的面纸向圆筒纸盒的轴心方向进行折边。由于在滚轮6122与安装之间之间设置有弹性件6123,从而使得滚轮6122不是刚性的作用于圆筒纸盒,滚轮6122与圆筒纸盒接触时,具有一定的弹性伸缩范围,可以避免损伤圆筒纸盒。另一方面,在安装支架6121上设置有第一调节部6124,借由第一调节部6124以能在竖直方向上调节滚轮6122的位置。可以理解的,在圆筒纸盒的直径不同时,可以通过第一调节部6124和第二调节部6131对滚轮6122位置进行调节,使得滚轮6122始终能够作用于定位滚筒6213上不同直径的圆筒纸盒。
请参阅图12和图15,在一些可选的实施例中,内折装置60还包括用于去除圆筒纸盒与面纸之间气泡的去泡机构63,去泡机构63设置于定位滚筒6213的侧边,气泡机构动作以作用于定位滚筒6213上的圆筒纸盒。具体地,去泡机构63包括去泡气缸631和位于去泡气缸631输出端的滚动件633,去泡气缸631动作以使滚动件633靠近圆筒纸盒并与圆筒纸盒接触,定位滚筒6213转动以使滚动件633呈滚动的作用于圆筒纸盒上的面纸以去除面纸与圆筒纸盒之间的气泡。其中,滚动件633的数量至少为一,滚动件633通过固定块632连接于去泡气缸631,一个固定块632上可以安装多个滚动件633。滚动件633的轴线与定位滚筒6213的轴线平行,即滚动件633的安装方向与定位滚筒6213的安装方向一致,以使滚动件633能够更好的作用于定位滚筒6213上的圆筒纸盒。在本实施例中,去泡机构63的数量为二,两个去泡机构63对称的设置在定位滚筒6213的两侧,以能更好的对圆筒纸盒与面纸之间气泡的进行去除。
如图1至图15所示,本发明的贴装设备100用于贴装圆筒纸盒上的面纸,并将圆筒纸盒上凸伸的面纸内折进圆筒纸盒。其中,贴装设备100包括位于机架101上的过胶装置10、第一送料装置20、视觉定位装置30、第二送料装置40、取料装置50、内折装置60和第三送料装置70。具体地,过胶装置10用于面纸的过胶。第一送料装置20用于传送过胶后的面纸。第二送料装置40用于传送未贴装的圆筒纸盒。视觉定位装置30上的第一取料机构34用于取圆筒纸盒,并通过视觉定位装置30上的视觉机构35对圆筒纸盒和过胶的面纸进行相对位置的视觉对位,然后通过纠偏结构301对第一取料机构34上的圆筒纸盒位置进行纠偏,以将圆筒纸盒和面纸按一定的相对位置关系进行贴装。取料装置50用于拾取贴装后的圆筒纸盒并与内折装置60配合以使内折装置60能将圆筒纸盒上凸伸的面纸贴装进圆筒纸盒内。第三送料装置70用于将贴装内折后的圆筒纸盒传送至下一工序。本发明的贴装设备100,可以对面纸进行自动上胶并传送,并能根据面纸的传送位置对相应的圆筒纸盒进行自动对位,以使面纸能与圆筒盒体很好的配合贴装;贴装设备100还能对圆筒纸盒上凸伸的面纸进行自动内折;本发明的贴装设备100自动化程度高,大大提高了生产效率和良品率。
以上所揭露的仅为本发明的较佳实例而已,不能以此来限定本发明之权利范围,因此依本发明权利要求所作的等同变化,均属于本发明所涵盖的范围。
- 贴装条件确定方法、贴装条件确定装置和贴装设备
- 一种贴装设备的贴装头