一种适用于一模多管的弯径可调节弯模装置
文献发布时间:2023-06-19 11:17:41
技术领域
本发明属于管件弯曲成形领域,具体涉及一种适用于一模多管的弯径可调节弯模装置。
背景技术
随着管件在车辆、航空、船舶、管道等各个领域的应用,弯管在各个工业领域的用途越来越重要,自动弯管技术也不断发展。目前生产中使用的绝大机构弯管机以及数控弯管设备都基于旋转拉伸弯管法,管材的弯曲成形是直接靠特制的模具在旋转拉伸作用下完成的,回转弯模作为该弯管成形方法的主要组成机构,直接决定了弯管的曲率半径。
在工业生产中经常用到同一管材不同弯曲段曲率半径不同或者同一弯曲段曲率变化的弯管。目前针对不同弯曲段曲率半径不同的管材,绝大多数弯管设备通过对多种曲率半径的弯模进行离散的组合满足加工要求,在不更换弯模的情况下,该方法很难实现同一弯模装置完成多种曲率要求的弯曲成形;同时,目前基于旋转拉伸弯管法的普通弯模装置满足不了同一弯曲段曲率连续变化的情况。
发明内容
为了解决背景技术中的问题,本发明公开了一种适用于一模多管的弯径可调节弯模装置,有效解决了现有弯模装置无法很好的完成变曲率管件弯曲成形的问题,实现一个弯模装置能够用于同一管材不同弯曲段曲率半径不同或者同一弯曲段曲率变化的弯管的弯曲成形,降低生产成本、提高生产效率。
本发明采用的技术方案如下:
一、一种适用于一模多管的弯径可调节弯模装置
包括锥形轮机构、支撑弯模机构和控制驱动部分;控制驱动部分包括弯模机架、曲率调节液压缸、弯模驱动电机,弯模机架两侧分别安装有曲率调节液压缸和弯模驱动电机;锥形轮机构设置于曲率调节液压缸和弯模驱动电机中间,锥形轮机构包括主动锥形轮、从动锥形轮、花键轴和推力轴承,主动锥形轮和从动锥形轮之间通过花键轴连接,主动锥形轮通过推力轴承与曲率调节液压缸的活塞杆端部通过螺栓连接,从动锥形轮与弯模驱动电机的输出轴通过螺栓连接;支撑弯模机构包括支撑薄片和弹性薄片固定环,多块支撑薄片通过以弯模回转轴线为中心轴呈环状等间隔布置于主动锥形轮和从动锥形轮之间形成支撑环,支撑环两侧通过嵌装弹性薄片固定环使支撑薄片左右两侧紧贴主动锥形轮和从动锥形轮。
主动锥形轮与从动锥形轮均为圆台结构,侧面上沿圆周等间隔开有多个呈环状布置的条形槽;从动锥形轮与主动锥形轮呈对称布置,主动锥形轮和从动锥形轮的内端面外径小于外侧面外径。
所述支撑薄片呈倒梯形状,支撑薄片两侧分别置于主动锥形轮和从动锥形轮的条形槽内,支撑薄片与条形槽间隙配合,可沿条形槽移动;支撑薄片上端中间开有用于支撑管材的弧形槽,弧形槽口半径等于待弯曲管材半径,上端两侧均开有矩形槽,弹性薄片固定环嵌装于多块支撑薄片的矩形槽组成的环形槽内。
弹性薄片固定环具有弹性可伸缩,使支撑薄片两侧始终紧贴主动锥形轮和从动锥形轮的条形槽。
花键轴一端与从动锥形轮内端面通过螺栓同轴连接,另一端从主动锥形轮开有的中心通孔穿出后伸入弯模驱动电机输出轴的轴孔内;主动锥形轮的中心通孔内侧面开有与花键轴配合的花键槽。
弯模驱动电机输出轴孔径大于花键轴的外径。
从动锥形轮外端面同轴安装有推力轴承,推力轴承与曲率调节液压缸的活塞杆端部通过螺栓同轴连接。
曲率调节液压缸采用双作用液压缸,通过控制液压缸活塞的往复运动改变从动锥形轮与主动锥形轮的轴向距离;弯模驱动电机采用空心轴伺服电机,以提供锥形轮转动的驱动力。
所述弯模回转轴线为从动锥形轮与主动锥形轮转动的中轴线。
二、适用于一模多管的弯径可调节弯模装置的使用方法
包括以下步骤:
步骤1)在确认管材的曲率半径后对弯模装置进行调节:
当支撑薄片弧形槽的圆心到弯模回转轴线的距离小于弯曲半径时,通过控制曲率调节液压缸带动从动锥形轮朝靠近主动锥形轮的一侧移动,主动锥形轮及从动锥形轮的相对轴向移动对支撑薄片产生挤压,挤压产生的推力克服两弹性薄片固定环向外拉伸产生的弹力,使支撑薄片沿条形槽向外扩张,使得用于管材支撑的支撑薄片弧形槽的圆心到弯模回转轴线的距离变大,即增大了曲率半径;
当支撑薄片弧形槽的圆心到弯模回转轴线的距离大于弯曲半径时,通过控制曲率调节液压缸带动从动锥形轮朝远离主动锥形轮的一侧移动,主动锥形轮及从动锥形轮对支撑薄片挤压的推力减小,两弹性薄片固定环收缩,此时两弹性薄片固定环产生的弹力为主动力,支撑薄片在两弹性薄片固定环的弹力作用下使支撑薄片左右两侧均紧贴于主动锥形轮和动锥形轮的条形槽,支撑薄片沿矩形槽向内收缩,使得用于管材支撑的支撑薄片弧形槽的圆心到弯模回转轴线的距离变小,即减小了曲率半径;
步骤2)在步骤1)曲率半径调节完成后或在曲率半径调节的过程中,通过控制弯模驱动电机的输出轴转动带动主动锥形轮转动,主动锥形轮通过花键带动从动锥形轮转动,使得从动锥形轮与主动锥形轮同步转动,所有支撑薄片在主动锥形轮与从动锥形轮带动下同步转动,弯模装置为管材弯曲成形提供支撑。
管材在弯曲成形过程中支撑薄片为管材提供径向支持力的同时为管材的弯曲提供切向摩擦力。
本发明的有益效果:
1)本发明通过调节从动锥形轮的位置,使支撑薄片在主动锥形轮及从动锥形轮挤压产生的推力与两弹性薄片固定环伸缩产生的弹力共同作用下改变支撑薄片弧形槽圆心到弯模回转轴线的距离,从而改变曲率半径,实现连续变曲率功能。
2)本发明可满足不更换弯管设备或弯管模具的条件下,实现一套弯模装置完成不同曲率管件的加工要求,降低弯模制造成本,简化操作过程。
3)本发明可以根据加工生产要求,实现一套弯模装置完成同一管材不同弯曲段曲率半径不同或者同一弯曲段曲率变化的弯管的弯曲成形,提高生产效率。
附图说明
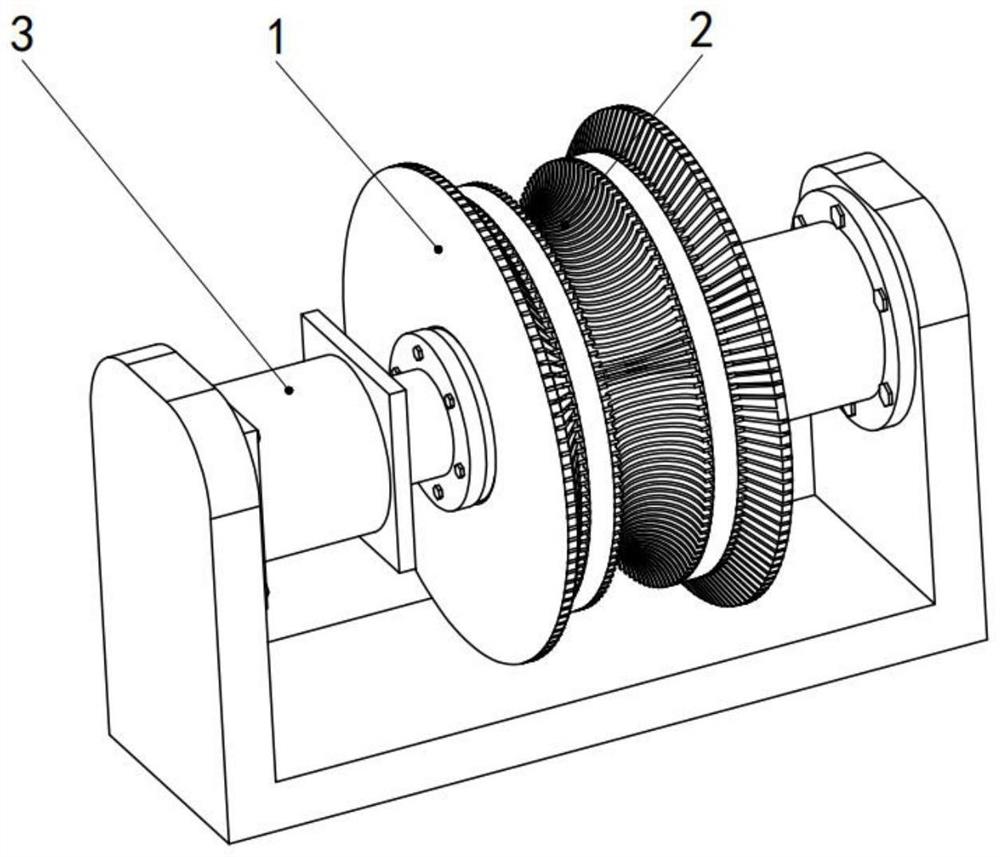
图1为本发明的整体结构示意图。
图2为本发明的剖视结构示意图图。
图3为本发明的锥形轮机构结构示意图。
图4为本发明的锥形轮机构和支撑弯模机构结构示意图。
图5为本发明的支撑薄片结构示意图。
图6为本发明的曲率半径变大过程示意图;(a)(b)分别为曲率调节过程中的两个状态图,(c)为曲率调节完成示意图。
图7为本发明的曲率半径变小过程示意图;(a)(b)分别为曲率调节过程中的两个状态图,(c)为曲率调节完成示意图。
图中:1、锥形轮机构,2、支撑弯模机构,3、控制驱动部分,4、主动锥形轮,5、从动锥形轮,6、花键轴,7、推力轴承,8、螺栓,9、支撑薄片,10、弹性薄片固定环,11、弯模机架,12、曲率调节液压缸,13、弯模驱动电机。
具体实施方式
下面结合附图和实施例对本发明做进一步详细说明。
本发明包括锥形轮机构1、支撑弯模机构2和控制驱动部分3。
如图1~3所示,锥形轮机构1包括主动锥形轮4、从动锥形轮5、花键轴6、推力轴承7,主动锥形轮4呈圆锥台状,锥面上沿圆周均匀开有若干条形槽,端面沿轴线方向开有花键槽,从动锥形轮5呈圆锥台状,锥面上沿圆周均匀开若干条形槽,花键轴6通过螺栓8与从动锥形轮5同轴安装在从动锥形轮5内端面,主动锥形轮4通过花键槽与花键轴6构成移动副,从动锥形轮5与主动锥形轮4在轴向上可以相对移动使轴向距离改变并能够通过花键同步转动,从动锥形轮5外端面装有与从动锥形轮5同轴的推力轴承7,用于与控制驱动部分3连接。
如图4和图5所示,支撑弯模机构2包括支撑薄片9、弹性薄片固定环10,支撑薄片9为梯形状,支撑薄片9左右两侧分别安放在主动锥形轮4与从动锥形轮5锥面的条形槽中,支撑薄片9与条形槽间隙配合,可在条形槽中移动,多个支撑薄片9沿弯模回转轴线均匀分布在主动锥形轮4与从动锥形轮5锥面的条形槽中形成支撑环,支撑薄片9上端开有用于支撑管材的弧形槽,弧形槽半径等于待弯曲管材半径,同时支撑薄片9上端开有两个矩形槽,弹性薄片固定环10共有两个,分别穿过每个支撑薄片9上端所开的两个矩形槽,弹性薄片固定环10具有弹性可伸缩,使支撑薄片9左右两侧始终紧贴主动锥形轮4和从动锥形轮5,支撑薄片9可在主动锥形轮4及从动锥形轮5挤压产生的推力与两弹性薄片固定环10拉伸产生的弹力共同作用下沿两锥形轮中的矩形槽向外扩张或向内收缩,改变支撑薄片9上端圆弧形槽口圆心到弯模回转轴线的距离,从而改变曲率半径。
如图2所示,控制驱动部分3包括弯模机架11、曲率调节液压缸12、弯模驱动电机13,曲率调节液压缸12选用双作用液压缸,安装在弯模机架11左侧,曲率调节液压缸12活塞与锥形轮机构1的推力轴承7同轴线连接,通过控制曲率调节液压缸12活塞的往复运动调节从动锥形轮5的位置,改变从动锥形轮5与主动锥形轮4的轴向距离,弯模驱动电机13选用空心轴伺服电机,弯模驱动电机13输出轴的孔径大于花键轴6的外径,安装在弯模机架11右侧,与曲率调节液压缸12同轴线安装,为弯模装置的转动完成弯管过程提供驱动力,弯模驱动电机13输出轴与锥形轮机构1的主动锥形轮4同轴线连接,通过带动主动锥形轮4转动带动锥形轮机构1转动,进而带动支撑弯模机构2转动。
具体实施例:
1)根据待弯曲管材的曲率半径要求控制曲率调节液压缸12工作,曲率调节液压缸12的活塞通过推力轴承7带动从动锥形轮5轴向移动,花键轴6跟随从动锥形轮5移动,主动锥形轮4与弯模机架11轴向位置保持不变,从动锥形轮5与主动锥形轮4轴向距离根据曲率要求发生改变,均匀分布在主动锥形轮4与从动锥形轮5条形槽中的支撑薄片9在主动锥形轮4及从动锥形轮5挤压产生的推力与两弹性薄片固定环10拉伸产生的弹力共同作用下在两锥形轮中的矩形槽中向外扩张或向内收缩。
如图6所示,当曲率调节液压缸12调节从动锥形轮5右移时,主动锥形轮4及从动锥形轮5的轴向距离变小,主动锥形轮4及从动锥形轮5的相对轴向移动对支撑薄片9挤压产生的推力为主动力,克服两弹性薄片固定环10拉伸产生的弹力,使支撑薄片9沿矩形槽向外扩张,支撑薄片9上端弧形槽圆心到弯模回转轴线的距离变大,曲率半径即管材轴线到弯模回转轴线的距离变大。
如图7所示,当曲率调节液压缸12调节从动锥形轮5左移时,主动锥形轮4及从动锥形轮5的轴向距离变大,主动锥形轮4及从动锥形轮5对支撑薄片9的推力减小,两弹性薄片固定环10产生的弹力为主动力,支撑薄片9在两弹性薄片固定环10的弹力作用下使支撑薄片9左右两侧均紧贴于主动锥形轮4和动锥形轮的矩形槽,支撑薄片9沿矩形槽向内收缩,支撑薄片9上端弧形槽圆心到弯模回转轴线的距离变小,曲率半径即管材轴线到弯模回转轴线的距离变小。
2)曲率半径调节完成或在曲率半径调节的过程中,弯模驱动电机13的输出轴带动主动锥形轮4转动,主动锥形轮4通过花键带动从动锥形轮5转动,使得从动锥形轮5与主动锥形轮4同步转动,各支撑薄片9在主动锥形轮4与从动锥形轮5带动下同步转动,管材在弯模装置的带动下弯曲成形,管材弯曲过程中支撑薄片9在为管材提供径向支持力的同时为管材的弯曲提供切向摩擦力。
弯模带动管材弯曲的同时进行弯模曲率半径调节,从而实现同一弯曲段的变曲率弯曲,即在一次弯曲过程中曲率半径是变化的。
- 一种适用于一模多管的弯径可调节弯模装置
- 一种适用于一模多管的弯径可调节弯模装置