一种用于焊接电磁阀线圈端子的焊接装置
文献发布时间:2023-06-19 11:24:21
技术领域
本发明涉及焊接设备,尤其是一种用于焊接电磁阀线圈端子的焊接装置。
背景技术
工业技术的快速发展,工业生产愈加追求高生产效率和高质量,在自动化控制的过程中电磁阀是一个尤其常见和必不可缺的一个控制执行单元。电磁阀是由电磁线圈和磁芯组成,当线圈通电或断电时,磁芯的运转将导致流体通过阀体或被切断,以达到改变流体方向的目的。电磁阀的电磁部件由固定铁芯、动铁芯、线圈等部件组成,阀体部分由滑阀芯、滑阀套、弹簧底座等组成,电磁线圈被直接安装在阀体上,阀体被封闭在密封管中,构成一个简洁、紧凑的组合,阀芯是铁磁性材料做成,靠它在线圈通电时产生的磁力吸动阀芯,由阀芯推动阀门完成开或关,线圈是可以单独拿下来的,并通过焊接在其上的连接端子来与其它部件进行电连接。传统的电磁阀线圈端子焊接常采用锡焊或者其它手工焊接的方式,通过手动移动工件来切换焊点,焊接效率低,焊点质量差,焊接品质无法实现数据化检测,导致焊接工艺工作量大、工序多、成本高且效率低的问题。
发明内容
针对现有的不足,本发明提供一种用于焊接电磁阀线圈端子的焊接装置。
本发明解决其技术问题所采用的技术方案是:一种用于焊接电磁阀线圈端子的焊接装置,包括两电极能自由开合的焊接机机头、安装焊接机机头的支撑架、安装支撑架的安装台;所述支撑架垂直于安装台表面安装,所述支撑架上设置有与安装台表面相平行的第一滑轨,所述第一滑轨上滑设有由第一电机驱动的第一滑块,所述第一滑块上固定有与安装台表面相垂直的第二滑轨,所述第二滑轨上滑设有由第二电机驱动的第二滑块,所述焊机机机头固定在第二滑块上;所述安装台上还设置有与第一滑轨滑动方向相垂直的后部处于第一滑轨下方的第三滑轨,所述第三滑轨上滑设有由第三电机驱动的第三滑块,所述第三滑块上设置有固定电磁阀的定位模;所述安装台上还设置有对应于第三滑轨中部的检测装置。
作为优选,所述焊接机机头包括固定在第二滑块上的平行开闭的手指气缸,两个所述电极受手指气缸的驱动相对平行移动。
作为优选,两个所述电极组成倒八字形结构,每个所述电极均固定连接有一连接块,两个所述连接块通过手指气缸的驱动带动电极相对移动。
作为优选,所述检测装置包括固定在安装台上的检测支架、滑设在检测支架上的探针,所述检测支架上设置有与第三滑轨相平行的第四滑轨,所述第四滑轨上滑设有第四滑块,所述第四滑块上设置有驱动探针升降的升降气缸,所述探针设有两个并与电磁阀线圈端子相对应。
作为优选,所述探针是头部成球冠状的具有弹性的探针。
作为优选,所述安装台上设置有监控焊接电流的电流测试仪。
作为优选,所述安装台上设置有扫码器。
作为优选,所述安装台上设有带触摸屏的操控系统。
作为优选,所述安装台上设有监控焊接过程参数和焊接气压的焊接监控系统和告警系统。
作为优选,所述告警系统是利用声光告警的装置。
本发明的有益效果在于:该发明通过焊接机机头左右上下的移动来调节其在同一竖直平面内相对于焊接件焊点的位置,之后又通过第三滑块的前后移动,带动安装在定位膜内的电磁阀向焊接机机头移动,就通过三个方向上位置的调整,对焊接点予以精确的定位,各位置的调节都是通过电机驱动的,就自动实现了不同位置的焊点焊接,解决了手动切换焊点效率低下的问题,同时通过检测装置就能在焊接完成后对其进行检测,减少工序,调高了效率。
附图说明
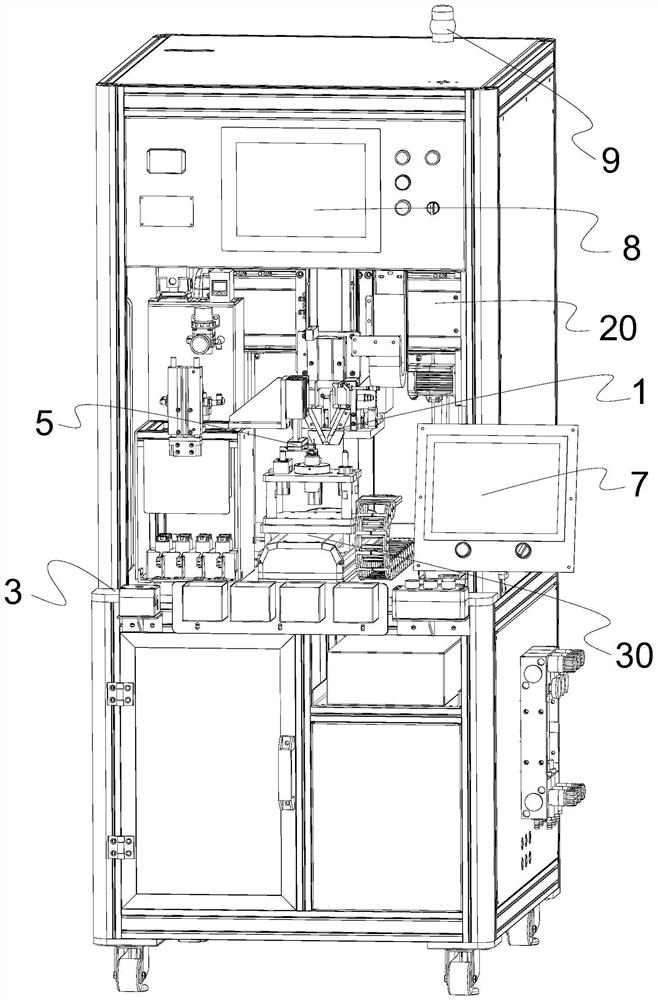
图1是本发明实施例的结构示意图;
图2是本发明实施例机头安装结构示意图;
图3是本发明实施例图2中A的放大结构示意图;
图4是本发明实施例图2中B的放大结构示意图;
图中零部件名称及序号:1-焊接机机头10-电极11-手指气缸12-连接块2-支撑架20-第一滑轨21-第一电机22-第一滑块23-第二滑轨24-第二电机25-第二滑块3-安装台30-第三滑轨31-第三电机32-第三滑块4-定位模5-检测装置50-检测支架51-探针52-第四滑轨53-第四滑块54-升降气缸6-电流测试仪7-操控系统8-监控系统9-告警系统。
具体实施方式
为了更清楚地说明本发明实施例的目的、技术方案和优点,下面将结合附图及实施例对本发明作进一步说明,进行清楚、完整的描述,显然,所描述的实施例是本发明的部分实施例,而不是全部实施例。基于本发明的实施例,本领域普通技术人员在没有付出创造性劳动的前提下所获得的所有其他实施例,都属于本发明的保护范围。此外,本发明中所提到的方向用语,例如,“上”、“下”、“前”、“后”、“左”、“右”、“内”、“外”等,仅是参考附加图示的方向,使用的方向用语是为了更好、更清楚地说明及理解本发明,而不是指示或暗指本发明必须具有的方位,因此不能理解为对本发明的限制。
本发明实施例如图1至图4中所示,一种用于焊接电磁阀线圈端子的焊接装置,包括两电极10能自由开合的焊接机机头1、安装焊接机机头1的支撑架2、安装支撑架2的安装台3,安装台3就可以选择常规的电控柜,在安装台3的底部安装万向轮就可以方便的将其移动到需要的位置,在电控柜内则可以用来安装焊接机常用的电控设备,安装台3上表面就形成操作台面,用来安装相应的焊接设备及监控设备,此刻支撑架2就安装在安装台3的上表面,然后再在支撑架2上安装焊接机机头1,焊接机机头1的两个电极10在焊接电磁阀线圈与其连接的连接端子时,两个电极10合拢夹持住电磁阀线圈和连接端子形成焊接回路进行焊接,焊接完毕两个电极10分开松开对电磁阀线圈和连接端子的夹持,焊接回路就断开;所述支撑架2垂直于安装台3表面安装,所述支撑架2上设置有与安装台3表面相平行的第一滑轨20,也就意味着第一滑轨20是架空在安装台3上的,其和安装台3表面之间形成的空间就可以安装其它部件,也不会影响到在第一滑轨20上滑动的部件,所述第一滑轨20上滑设有由第一电机21驱动的第一滑块22,即第一滑块22是在第一滑轨20上滑动的,通过第一滑块22的滑动就可以用来调节其相对于安装台3前后或左右端的位置,其滑动的动力则来自于第一电机21,电机选择伺服电机,第一电机21可以选择与滑轨同样的方式安装在支撑架2上,然后再将第一滑轨20设置在第一电机21的外壳上来实现第一滑块22的滑动,这样的结构紧凑实用,当然也可以将第一电机21安装在其它位置,然后通过相应的传动机构的传动来驱动第一滑块22在第一滑轨20上的滑动,所述第一滑块22上固定有与安装台3表面相垂直的第二滑轨23,所述第二滑轨23上滑设有由第二电机24驱动的第二滑块25,意味着第二滑轨23是竖直方向的,第二滑块25的滑动也是在竖直方向上的,通过第二滑块25的滑动就可以调节其相对于安装台3表面的距离,第二电机24同样可以固定在第一滑块22上,然后在第二电机24外壳设置第二滑轨23,所述焊接机机头1固定在第二滑块25上,这样焊接机机头1就随着第二滑块25在第二滑轨23上上下移动,同时又随着第一滑块22前后或左右滑动,这样就调节了焊接机机头1在竖直面以及水平面上某一方向的位置;所述安装台3上还设置有与第一滑轨20滑动方向相垂直的后部处于第一滑轨20下方的第三滑轨30,所述第三滑轨30上滑设有由第三电机31驱动的第三滑块32,即第三滑轨30是平行于安装台3表面并安装在安装台3表面上的,在其上的部件的滑动方向同时与第一滑轨20和第二滑轨23上的滑动方向相垂直,通过第三滑块32的滑动就可以调节其与焊接机机头1左右或前后的位置,为了方便使用,将第一滑轨20设置成左右方向,第三滑轨30设置为前后方向,第二滑轨23是上下方向,而第三滑轨30的后部处于第一滑轨20下方,就确保了第三滑块32能滑动到焊接机机头1的下方,方便焊接,同样可以将第三电机31设置在安装台3上,然后在第三电机31外壳设置第三滑轨30,所述第三滑块32上设置有固定电磁阀的定位模4,定位模4就用来安装固定待焊接的电磁阀,将电磁阀固定在定位模4中后,电磁阀就随着定位模4,定位模4随着第三滑块32前后移动;所述安装台3上还设置有对应于第三滑轨30中部的检测装置5,此时,焊接机机头1就对应的处于第三滑轨30的后部,在焊接完成后,就将电磁阀运送至第三滑轨30的前部予以收取,此时在焊接后的电磁阀通过第三滑轨30中部时就通过检测装置5对其进行检测,从而将合格品和不合格品予以区别并分开。这样通过焊接机机头1左右上下的移动就调节了其在同一竖直的平面内相对于焊接件焊点的位置,之后又通过第三滑块32的前后移动,带动安装在定位膜4内的电磁阀向焊接机机头1移动,通过三个方向上位置的调整,对焊接点予以精确的定位,各位置的调节都是通过电机驱动运行的,就自动实现了不同位置的焊点焊接,解决了手动切换焊点效率低下的问题,同时通过检测装置5就能在焊接完成后对其进行检测,减少工序,调高了效率。
进一步的改进,如图1至图3中所示,所述焊接机机头1包括固定在第二滑块25上的平行开闭的手指气缸11,两个所述电极10受手指气缸11的驱动相对平行移动,即两个电极10是与手指气缸11的活塞固定连接的,随着手指气缸11的活塞运动而使得两个电极10进行相应的运动,在焊接时,就通过手指气缸11的驱动使得两电极10相向运动成合拢形态将焊接件夹持住,焊接完毕,手指气缸11驱动两电极10背向移动而分开,脱离对焊接件的夹持。此时为了便于对焊接件的夹持以及夹持的牢固,两个所述电极10组成倒八字形结构,每个所述电极10均固定连接有一连接块12,两个所述连接块12通过手指气缸11的驱动带动电极10相对移动,即电极10是连接在连接块12上的,连接块12再与手指气缸11的活塞连接,就方便电机的设置。
进一步的改进,如图1、图2和图4中所示,所述检测装置5包括固定在安装台3上的检测支架50、滑设在检测支架50上的探针51,所述检测支架50上设置有与第三滑轨30相平行的第四滑轨52,在第四滑轨52上的滑动也就是前后的移动,所述第四滑轨52上滑设有第四滑块53,所述第四滑块53上设置有驱动探针51升降的升降气缸54,所述探针51设有两个并与电磁阀线圈端子相对应,在检测时,两个探针51就对应的压紧在连接端子上,对焊接后的电阻予以检测,此时探针51就与升降气缸54的活塞相连接,通过升降气缸54的驱动来升降探针51,从而使得探针51抵压在连接端子上或者与连接端子相分离,同时探针51随着升降气缸54、升降气缸54随着第四滑块53在第四滑轨52上前后移动,就能调节探针51与连接端子的位置。而为了避免探针51在抵压的连接端子上时对端子造成破坏,所述探针51是头部成球冠状的具有弹性的探针,这样在探针51抵压在连接端子就不会对连接端子产生损坏,而且其弹性还可以调节探针51施加在连接端子上的力,确保对连接端子在合适的压力下压紧进行检测。
进一步的改进,如图1和图2中所示,所述安装台3上设置有监控焊接电流的电流测试仪6,采用米亚基电流测试仪,能实时监测电流值,就可实现参数调用;对焊接过程电流大小进行监控,确保测试电流与监控电流误差±3%之内,就确保了焊接的正常进行,以及焊接效果的一致性。
进一步的改进,所述安装台1上设置有扫码器(未标出),在待焊接工件上设置用以识别其相应身份信息的二维码或条形码,然后通过扫码器就可以扫描识别焊接前以及焊接后的工件,从而进行明确准确的归类,方便后续的使用,提高效率。
进一步的改进,如图1和图2中所示,所述安装台3上设有带触摸屏的操控系统7,在操控系统7中就可以实时的显示焊接过程的各个参数,以及调节对各部件的控制参数,通过该操控系统7的调节来满足相应的焊接要求,应用范围更广。
进一步的改进,如图1和图2中所示,所述安装台3上设有监控焊接过程参数和焊接气压的焊接监控系统8和告警系统9,在监控系统8中存储焊接机的过程参数以及焊接产品编码信息,然后就可通过网口外接MES企业生产过程执行管理系统,并将相应的参数信息传递至MES系统,帮助操作人员了解焊接过程是否正常运转,在焊接出现异常时就通过告警系统9予以报警,此时所述告警系统9是利用声光告警的装置,方便直观及时。
应当理解的是,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
- 一种用于焊接电磁阀线圈端子的焊接装置
- 一种环氧树脂干式变压器高压线圈连接线端子焊接装置