一种轻质可弯曲耐高低温的螺旋吸水管的制作工艺
文献发布时间:2023-06-19 11:30:53
技术领域
本发明涉及螺旋吸水管技术领域,具体为一种轻质可弯曲耐高低温的螺旋吸水管的制作工艺。
背景技术
螺旋吸水管是一种重要的应急救援产品,常用于消防取水和防旱排涝等场合,传统的橡胶软管比较笨重,影响使用效率。而新型的TPU管如果做到柔软的话,往往耐高温又达不到使用要求,而且密度比较大,成本比较高;低成本的PVC螺旋管往往低温下易碎,比重高,在冬季特别是北方地区无法使用;
现有的几种技术主要是材料组合不合适,比如PVC材料本身不耐低温,如果通过改性技术提高其耐低温性能,则其强度和耐高温性能会降低,不能同时满足耐高温和耐低温的要求;对TPU材料筋条,虽然耐低温和强度高,但是其耐高温性能不好,如果提高其耐热性,则其硬度增加,螺旋管不能弯曲。
发明内容
本发明的目的在于提供一种轻质可弯曲耐高低温的螺旋吸水管的制作工艺,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:一种轻质可弯曲耐高低温的螺旋吸水管的制作工艺,其中螺旋吸水管包括软料部分与设置在其表面的筋条,其特征在于:该方法包括以下步骤:
步骤一:筋条通过挤出机将其挤出;
步骤二:软料通过挤出机将其挤出;
步骤三:将筋条料和软料经挤出机共挤出缠绕条;
步骤四:将挤出的熔融缠绕条经螺旋缠绕机组搭接缠绕冷却定型。
优选的,所述步骤一中,所述筋条为耐低温高抗冲共聚聚丙烯,或者其共混和改性材料。
优选的,所述步骤二中,所述软料为乙烯-辛烯共聚物及其共混和改性材料、EVA及其共混和改性材料或其它TPE材料。
优选的,所述步骤一中,筋条挤出机挤出温度控制在130-190℃之间。
优选的,所述步骤二中,软料挤出机挤出温度控制在120-180℃之间。
优选的,所述步骤三中,筋条搭接在软料上或包裹于软料中,筋条为圆形或近圆形的椭圆形。
优选的,所述步骤三中,所述筋条料和所述软料通过挤出机口设置的T型口模形成T型结构的缠绕条。
有益效果
本发明所提供的轻质可弯曲耐高低温的螺旋吸水管的制作工艺,采用高抗冲共聚丙烯,可以耐-35℃的低温,也可以耐55℃的高温,作为筋条,提供了足够的强度和硬度,尽管TPE或POE的耐高温性能也不佳,但是由于其本身强度高,与聚丙烯筋条粘接良好,即使到了55℃的高温,其强度有所下降,但仍可以满足使用要求,本产品质轻可弯曲,而且可以耐高低温。
附图说明
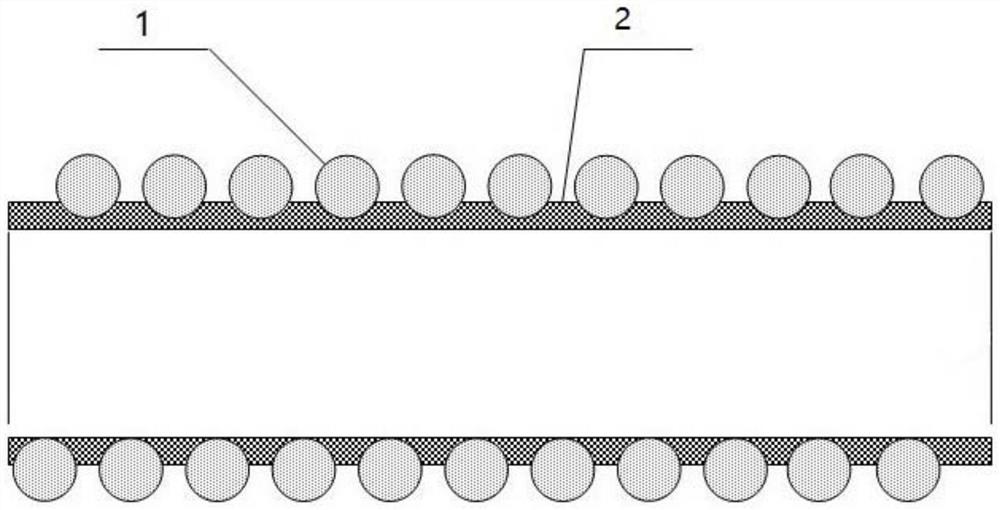
图1为本发明的整体结构示意图;
图2为本发明的T型结构缠绕条结构示意图。
附图标记
1-筋条,2-软料。
具体实施方式
以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
实施例
如图1-2所示,一种轻质可弯曲耐高低温的螺旋吸水管的制作工艺,其中螺旋吸水管包括软料部分与设置在其表面的筋条,其特征在于:该方法包括以下步骤:
步骤一:筋条通过挤出机将其挤出;
步骤二:软料通过挤出机将其挤出;
步骤三:将筋条料和软料经挤出机共挤出缠绕条;
步骤四:将挤出的熔融缠绕条经螺旋缠绕机组搭接缠绕冷却定型。
优选的,所述步骤一中,所述筋条为耐低温高抗冲共聚聚丙烯,或者其共混和改性材料。
优选的,所述步骤二中,所述软料为乙烯-辛烯共聚物及其共混和改性材料、EVA及其共混和改性材料或其它TPE材料。
优选的,所述步骤一中,筋条挤出机挤出温度控制在130-190℃之间。
优选的,所述步骤二中,软料挤出机挤出温度控制在120-180℃之间。
优选的,所述步骤三中,筋条搭接在软料上或包裹于软料中,筋条为圆形或近圆形的椭圆形。
优选的,所述步骤三中,所述筋条料和所述软料通过挤出机口设置的T型口模形成T型结构的缠绕条。
采用高抗冲的共聚聚丙烯作为加强筋条的材料,采用POE(乙烯-辛烯共聚物弹性体)或者基于PP-EPDM的TPE(含TPV)为软料,用熔融螺旋缠绕的工艺一次成型,产品整体密度接近或低于1.0g/cm3,筋条和软料完美结合,不需要额外的胶粘剂或材料改性,管子整体强度高,耐温性能优异,性能可以满足轻质、可弯曲、耐高低温的使用需求。
检验数据:
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明性的保护范围之内的发明内容。
- 一种轻质可弯曲耐高低温的螺旋吸水管的制作工艺
- 一种轻质可弯曲的螺旋吸水管