透气型防毒袜及其制造方法
文献发布时间:2023-06-19 11:32:36
技术领域
本发明涉及一种透气型防毒袜及其制造方法。
背景技术
个体防护装备主要包括面部及呼吸道防护装备(防毒面具)、躯干及四肢防护装备(防毒服)、手部防护装备(防毒手套)、足部防护装备(防毒靴套)等。足部防护装备是个体防护装备的重要组成部分,但防毒靴套主要为橡胶材料,不具有透气、透湿功能,穿戴舒适性较差。因此,亟需开发一种可穿着在靴子内部的透气型防毒袜,以提高使用舒适性以及提高防毒性能。
目前的防护袜一般多是具有抗菌、透气等功能,不具有防毒性能。CN101597823A公开了一种芳纶1414纤维/氨纶包覆丝及采用该包覆丝的多功能防护袜,包括包覆丝和纱线,所述纱线采用精梳棉纱或者芳纶1313/阻燃粘胶混纺纱。该防护袜具有良好的防切割、阻燃、耐磨等性能。CN111549415A公开了芳纶纤维阻燃抗菌防护袜,包括袜口、袜体及袜头;所述袜体面料的重量百分比成分为:芳纶纱线70%,锦纶纱线25%,氨纶纱线5%。该防护袜具有阻燃、抗菌防臭、吸汗透气等性能。
此外,有人对防护材料以及防毒织物进行了一定的研究。CN101181661A公开了一种多功能透气式防护材料及其制备方法。由多功能防护织物层、阻隔层和吸附层组成。多功能防护织物层由阻燃纤维和导电纤维混纺纺纱,然后织布,经过染色印花、防油拒水和抗菌功能后整理制成。所述阻燃纤维为芳纶1313、芳砜纶、聚苯硫醚、腈氯纶等中的一种或几种纯纺或混纺而成。CN111733508A公开了一种防毒织物及其制造方法。将含腈氯纶掺炭纤维的纱线进行制造以形成防毒织物。由上可知,上述两个专利文献虽然公开了防护材料、织物及其制备方法,但均未涉及透气型防毒袜及其制造方法。另外,虽然CN111733508A公开了防毒织物,但该专利文献中未提及防毒织物的顶破强力。
发明内容
有鉴于此,本发明的一个目的在于提供一种透气型防毒袜,该透气型防毒袜在兼具较好的透气性能和防毒性能的基础上,具有更大的顶破强力。此外,该透气型防毒袜的质量较轻。本发明的另一个目的在于提供一种透气型防毒袜的制造方法。
本发明通过如下技术方案达到上述目的。
本发明提供一种透气型防毒袜,包括内袜体和外袜体;所述内袜体和外袜体均由数量比为1~3:1的第一纱线与第二纱线编织而得;第一纱线为含腈氯纶掺炭纤维的股线,其线密度为45~74tex;第二纱线具有氨纶长丝芯纱和其他化学纤维长丝包覆层。
根据本发明的透气型防毒袜,优选地,其他化学纤维长丝包覆层为涤纶长丝包覆层或锦纶长丝包覆层。
根据本发明的透气型防毒袜,优选地,第一纱线的线密度为47~70tex;其他化学纤维长丝包覆层中的其他化学纤维长丝的线密度为20~70D,氨纶长丝芯纱中的氨纶长丝的线密度为20~50D。
根据本发明的透气型防毒袜,优选地,所述内袜体和所述外袜体分别包括依次连接的袜头部、袜底部、袜跟部、袜筒部和袜口部;所述袜头部的两侧分别设置有内外层连接点,其用于将内袜体和外袜体固定连接;
所述透气型防毒袜由双层连续编织物形成,即编织部位依次为袜头部-袜底部-袜跟部-袜筒部-袜口部-袜口部-袜筒部-袜跟部-袜底部-袜头部;
所述内袜体和外袜体的袜口部均为螺纹口。
根据本发明的透气型防毒袜,优选地,透气型防毒袜的丙硫醚“气-气”防护时间不小于30min;透气率不小于300mm/s;顶破强力不小于500N;质量不大于120g/双。
本发明还提供一种透气型防毒袜的制造方法,包括以下步骤:
(1)采用第一纱线和第二纱线进行双层连续编织,得到双层连续编织物;其中,所述第一纱线和第二纱线的数量比为1~3:1;第一纱线为含腈氯纶掺炭纤维的股线,其线密度为45~74tex;第二纱线具有氨纶长丝芯纱和其他化学纤维长丝包覆层;其中,编织部位依次为袜头部-袜底部-袜跟部-袜筒部-袜口部-袜口部-袜筒部-袜跟部-袜底部-袜头部;且双层连续编织物的袜头部具有开口;
(2)将双层连续编织物的袜头部的开口逐一缝合,从而形成内袜体和外袜体;所述内袜体和所述外袜体分别包括依次连接的袜头部、袜底部、袜跟部、袜筒部和袜口部。
根据本发明的制造方法,优选地,第一纱线中,腈氯纶掺炭纤维为负载活性炭的腈氯纶,腈氯纶与活性炭的重量比为77~95:5~23;第一纱线还包括选自芳砜纶纤维、聚酰亚胺纤维、涤纶纤维、芳纶纤维、麻纤维以及棉纤维中的一种的其他纤维;
第二纱线中,氨纶长丝芯纱中的氨纶长丝的线密度为20~50D,其他化学纤维长丝包覆层为涤纶长丝包覆层或锦纶长丝包覆层,其他化学纤维长丝包覆层中的其他化学纤维长丝的线密度为20~70D。
根据本发明的制造方法,优选地,双层连续编织在圆形编织袜机上进行,采用自动化编织程序,编织部位依次为袜头部-袜底部-袜跟部-袜筒部-袜口部-袜口部-袜筒部-袜跟部-袜底部-袜头部。
根据本发明的制造方法,优选地,袜底部的编织圈数为100~200。
根据本发明的制造方法,优选地,还包括以下步骤:
(3)将内袜体和外袜体的袜头部的两侧分别进行缝制得到双层袜;
(4)将双层袜置于清水中,在30~70℃下浸泡15~30min,然后脱水;
(5)将脱水后的双层袜晾干;
(6)将晾干后的双层袜在80~180℃下热定型10~20min,得到透气型防毒袜。
本发明的透气型防毒袜为双层(内袜体和外袜体),双层均为第一纱线和第二纱线编织而成。该透气型防毒袜在兼具较好的透气性能和防毒性能基础上,具有较大的顶破强力。采用本发明的制造方法可以将强力较低的第一纱线织成性能较好的透气型防毒袜。
附图说明
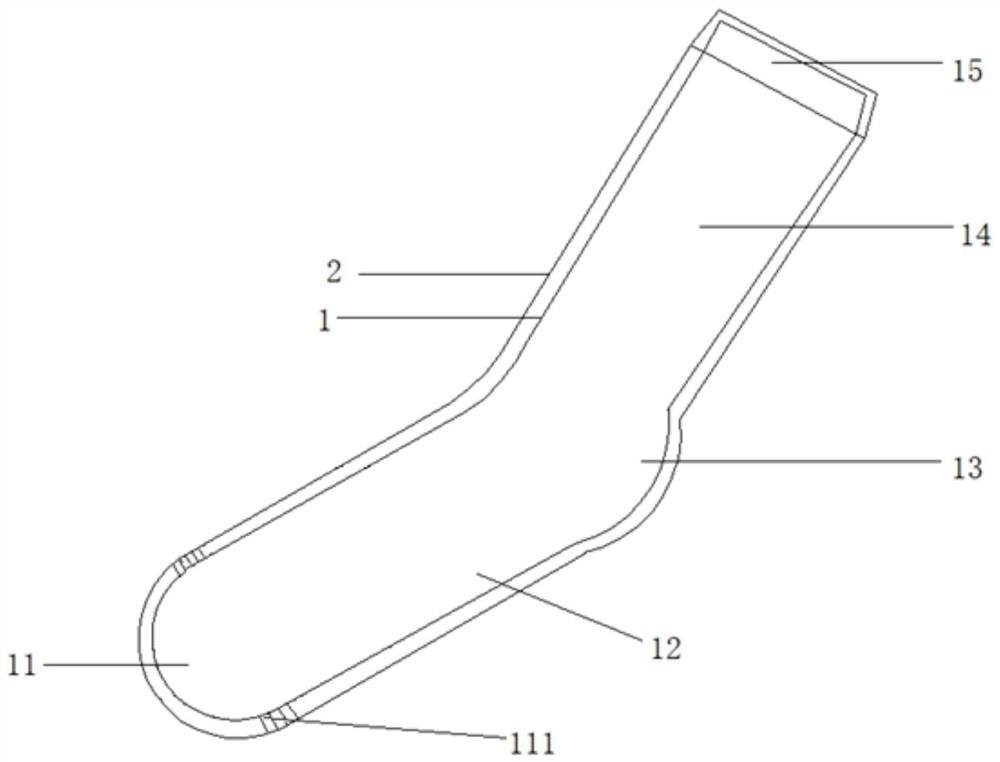
图1为本发明的一种透气型防毒袜的示意图。
附图标记说明:11-袜头部;12-袜底部;13-袜跟部;14-袜筒部;15-袜口部;1-内袜体;2-外袜体。
具体实施方式
下面结合具体实施例对本发明作进一步的说明,但本发明的保护范围并不限于此。
<透气型防毒袜>
本发明的透气型防毒袜包括内袜体和外袜体。外袜体套在内袜体的外面。内袜体包括依次连接的袜头部、袜底部、袜跟部、袜筒部和袜口部。外袜体包括依次连接的袜头部、袜底部、袜跟部、袜筒部和袜口部。
外袜体与内袜体采用局部固定连接。在某些实施方案中,内袜体和外袜体的袜头部的两侧分别设置有内外层连接点。内外层连接点用于将内袜体和外袜体固定连接。在另一些实施方案中,内袜体和外袜体的袜头部以及袜头部的两侧均设置有内外层连接点。这样可以方便穿脱以及有利于保持透气型防毒袜的整体防护性能。
在本发明中,透气型防毒袜由双层连续编织物形成。透气型防毒袜的编织方式为双层连续编织,即编织部位依次为袜头部-袜底部-袜跟部-袜筒部-袜口部-袜口部-袜筒部-袜跟部-袜底部-袜头部。也就是说,从内袜体或外袜体的袜头部开始编织,至袜口部时返回,继续编织外袜体或内袜体的袜口部,袜筒部,袜跟部,袜底部,至袜头部结束,从而形成双层编织结构(即袜胚)。本发明通过研究和实验发现,通过采用双层连续编织而形成双层编织结构,一方面可以提高透气型防毒袜的防毒性能,另一方面可以使得所得的透气型防毒袜更耐穿。
这里需要说明的是,双层连续编织得到的袜头部为开口的,需要进一步缝合,才能形成完整的袜头部。
在本发明中,内袜体和外袜体的袜口部均为螺纹口。这样穿戴者在穿着时不容易往下滑脱。
在本发明中,内袜体和外袜体均由第一纱线与第二纱线编织而得。第一纱线与第二纱线的数量比为1~3:1,优选为1:1。第一纱线为含腈氯纶掺炭纤维的股线。即将两根单纱进行加捻得到两股的股线。第一纱线不为含腈氯纶掺炭纤维的单纱。这样可以减少断头,提高成品率。在某些实施方案中,第一纱线可以由腈氯纶掺炭纤维单独形成,未加入任何其他纤维。在另一些实施方案中,第一纱线可以由腈氯纶掺炭纤维和其他纤维混纺而成。其他纤维选自芳砜纶纤维、聚酰亚胺纤维、涤纶纤维、芳纶纤维、麻纤维以及棉纤维中的一种。第一纱线的线密度为45~74tex,优选为47~70tex,更优选为49.2~66tex。这样有利于兼顾透气型防毒袜的防毒性能、透气性能和顶破强力。本发明所述的第一纱线的制备方法见下文详述。
在本发明中,第二纱线具有氨纶长丝芯纱和其他化学纤维长丝包覆层。具体地,第二纱线为以氨纶长丝作为芯纱,用除了氨纶之外的其他化学纤维长丝对氨纶长丝予以包覆形成包覆层。其他化学纤维长丝包覆层为涤纶长丝包覆层或锦纶长丝包覆层。优选地,其他化学纤维长丝包覆层为锦纶长丝包覆层。其他化学纤维长丝包覆层中的其他化学纤维长丝的线密度为20~70D,优选为20~60D,更优选为20~50D。氨纶长丝的线密度为20~50D,优选为20~40D,更优选为20~30D。这样有利于改善透气型防毒袜的顶破强力。
本发明的透气型防毒袜的丙硫醚“气-气”防护时间不小于30min。透气型防毒袜的透气率不小于300mm/s。透气型防毒袜的顶破强力不小于500N。透气型防毒袜的质量不大于120g/双。目前,市场上尚未发现这样的防毒袜产品。
<透气型防毒袜的制造方法>
本发明还提供一种透气型防毒袜的制造方法,采用该制造方法可以制备得到如上所述的透气型防毒袜。正如背景技术中所述,CN11733508A公开了防毒织物及其制造方法,该专利文献虽然也是采用含腈氯纶掺炭纤维的第一纱线制造成织物,但是该专利文献中未涉及织物的顶破强力,而且未涉及透气型防毒袜。而采用本发明的制造方法则可以将强力较低而制造困难的第一纱线制造成性能较好的透气型防毒袜,尤其是顶破强力更大。顶破强力越大,说明含腈氯纶掺炭纤维(即含第一纱线)的防毒袜针织物的局部抗破坏的性能越好。
本发明的透气型防毒袜的制造方法包括以下步骤:(1)编织;(2)缝合;(3)固定;(4)水浴处理;(5)干燥;(6)定型。下面进行详细描述。
在步骤(1)中,采用第一纱线和第二纱线进行双层连续编织,得到双层连续编织物。编织部位依次为袜头部-袜底部-袜跟部-袜筒部-袜口部-袜口部-袜筒部-袜跟部-袜底部-袜头部。双层连续编织物的袜头部具有开口。
第一纱线和第二纱线的数量比为1~3:1,优选为1~2:1,更优选为1:1。第一纱线的线密度可以为45~74tex,优选为47~70tex,更优选为49.2~66tex。这样有利于使得透气型防毒袜在兼具较好的防毒性能和透气性能的基础上,具有较大的顶破强力。
双层连续编织在圆形编织袜机上进行,采用自动化编织程序,编织部位依次为袜头部-袜底部-袜跟部-袜筒部-袜口部-袜口部-袜筒部-袜跟部-袜底部-袜头部。编织时,各部位尺寸可根据要求进行织造调整。袜底部的编织圈数为100~200,优选为120~200,更优选为140~190。
根据本发明的一个具体实施方式,各部位的编织圈数可以为袜头部22、袜底部143、袜跟部22、袜筒部160、袜口部28。
第一纱线为含腈氯纶掺炭纤维的股线。股线为将两根单纱进行加捻得到两股的股线。第一纱线不为含腈氯纶掺炭纤维的单纱。这样可以减少断头,提高成品率。
在某些实施方案中,第一纱线可以由腈氯纶掺炭纤维单独形成,未加入任何其他纤维。在某些实施方案中,第一纱线可以由腈氯纶掺炭纤维和其他纤维混纺而成。其他纤维选自芳砜纶纤维、聚酰亚胺纤维、涤纶纤维、芳纶纤维、麻纤维以及棉纤维中的一种。
腈氯纶掺炭纤维为负载活性炭的腈氯纶。腈氯纶与活性炭的重量比可以为77~95:5~23,优选为80~95:5~20,更优选为80~90:10~20。
本发明的第一纱线的制备可以参照CN111733502A(第一纱线(掺炭纱线)及其生产方法),在此将其全文引入。腈氯纶表示由丙烯腈-氯乙烯(或偏氯乙烯)共聚物纺制的纤维。活性炭固定在腈氯纶中,从而避免其脱落。活性炭可以为超细活性炭。在某些实施方案中,所述的腈氯纶掺炭纤维为由丙烯腈-氯乙烯(或偏氯乙烯)共聚物纤维与活性炭为原料,并以二甲基甲酰胺为溶剂,采用共混法纺丝工艺制得。活性炭可以通过椰子壳炭,高温竹炭和木炭经过炭化,活化,研磨和分级制成。
腈氯纶掺炭纤维的线密度可以为2.8~4.2dtex,优选为3.0~4.2dtex,更优选为3.5~4.2dtex。线密度偏差可以为-15~+15%,优选为-12~+12%,更优选为-10~+10%。断裂强度可以为1~3cN/dtex,优选为1.5~3cN/dtex,更优选为2~3cN/dtex;断裂伸长率可以为20~45%,优选为20~40%,更优选为25~35%。
下面介绍第一纱线的生产方法。
(1-1)清花和梳棉:将腈氯纶掺炭纤维以及任选的其他纤维经过清花、梳棉,并得到生条;其中,所述其他纤维选自芳砜纶纤维、聚酰亚胺纤维、涤纶纤维、芳纶纤维、麻纤维以及棉纤维中的一种;
(1-2)制条:将生条使用压辊及圈条装置制成纱线线条,其中,前罗拉速度为45~135r/min;
(1-3)并条:将纱线线条送入并条机,经过并合-牵伸-混合-成条工序,得到熟条,其中,熟条定量为2.5~8.5g/m,重量不匀率不大于6%;
(1-4)粗纱:将熟条进行牵伸、加捻、卷绕成粗纱;其中,牵伸倍数为6~15倍,前罗拉速度为90~185r/min,捻度为16~29捻/m,锭子速度为170~270r/min;粗纱定量干重为2~7g/10m;
(1-5)细纱:将粗纱进行牵伸、加捻和卷绕后得到细纱,其中,捻度为535~575捻/m,牵伸倍数为12~22倍,前罗拉速度为70~150r/min,锭子速度为5800~6900r/min;细纱定量干重为1.5~4.6g/50m;
(1-6)络筒:将细纱在络筒机上加工成符合一定要求的筒子,得到第一纱线。
本发明的第二纱线具有氨纶长丝芯纱和其他化学纤维长丝包覆层。具体地,第二纱线为以氨纶长丝作为芯纱,用除了氨纶之外的其他化学纤维长丝对氨纶长丝予以包覆而形成包覆层。其他化学纤维长丝包覆层为涤纶长丝包覆层或锦纶长丝包覆层,优选为锦纶长丝包覆层。其他化学纤维长丝包覆层中的其他化学纤维长丝的线密度为20~70D,优选为20~60D,更优选为20~50D。氨纶长丝的线密度为20~50D,优选为20~40D,更优选为20~30D。这样有利于兼顾透气型防毒袜的防毒性能、透气性能和顶破强力。
在步骤(2)中,将双层连续编织物进行整理,使其为较好的双层袜的形状,然后将双层连续编织物的袜头部的开口逐一缝合,即先缝合内层的袜头部的开口,然后再缝合外层的袜头部的开口,得到内袜体和外袜体。内袜体和外袜体分别包括依次连接的袜头部、袜底部、袜跟部、袜筒部和袜口部。
在步骤(3)中,将内袜体和外袜体的袜头部的两侧分别进行缝制得到双层袜。具体地,将内袜体和外袜体的袜头部的两侧分别进行缝制,形成内外层连接点,内外层连接点用于将内袜体和外袜体固定连接;得到双层袜。内外层连接点可以采用缝纫线缝制得到。
在步骤(4)中,将双层袜置于清水中,在30~70℃下浸泡15~30min,然后脱水。浸泡参数对于本发明非常重要。水温可以为30~70℃,优选为40~70℃,更优选为45~65℃;浸泡时间可以为15~30min,优选为20~30min。浸泡后进行脱水处理。步骤(3)所得到的双层袜结构松散、肥大,防毒性能差,不耐穿。本发明意外发现,经过水洗后其结构变得紧密,尺寸缩小。此外,通过控制水的温度和浸泡时间,可以得到性能更好的透气型防毒袜。若水温过低或者浸泡时间过短,则会造成尺寸稳定性差。若水温过高则会造成防毒袜收缩严重,无法达到使用要求。浸泡可以在搅拌条件下进行。
在步骤(5)中,将脱水后的双层袜晾干。可以在室温下静置,从而晾干。
在步骤(6)中,将晾干后的双层袜在80~180℃下热定型10~20min,得到透气型防毒袜。定型温度可以为80~180℃,优选为90~160℃;定型时间可以为10~20min,优选为15~20min。经过定型可以得到性能更稳定的透气型防毒袜。
根据本发明的一个实施方式,透气型防毒袜的制造方法包括以下具体步骤:
(1)将第一纱线和第二纱线穿入圆形编织袜机中进行双层连续编织,编织部位依次为袜头部-袜底部-袜跟部-袜筒部-袜口部-袜口部-袜筒部-袜跟部-袜底部-袜头部;得到双层连续编织物;双层连续编织物的袜头部具有开口;
其中,所述第一纱线和第二纱线的数量比为1~3:1;
其中,所述第一纱线为含腈氯纶掺炭纤维的股线;所述第一纱线的线密度为45~74tex;
所述第二纱线具有氨纶长丝芯纱和其他化学纤维长丝包覆层;
(2)将双层连续编织物的开口逐一缝合,从而形成内袜体和外袜体;所述内袜体和所述外袜体分别包括依次连接的袜头部、袜底部、袜跟部、袜筒部和袜口部;
(3)将内袜体和外袜体的袜头部的两侧分别进行缝制,形成内外层连接点,并得到双层袜;
(4)将双层袜置于清水中,在30~70℃下浸泡15~30min,然后脱水;其中,清水中不含任何洗涤剂和助剂;
(5)将脱水后的双层袜晾干;
(6)将晾干后的双层袜在80~180℃下热定型10~20min,得到透气型防毒袜。
采用本发明的制造方法所得的透气型防毒袜的丙硫醚“气-气”防护时间不小于30min;透气率不小于300mm/s;顶破强力不小于500N;质量不大于120g/双。
<测试方法>
丙硫醚“气-气”防护时间的测试方法:GJB 3253-98阻燃伪装防毒服规范。
透气率的测试方法:GB/T 5453-1997纺织品织物透气性的测定。
顶破强力的测试方法:根据GB/T 19976-2005纺织品顶破强力的测定钢球法。
参照CN111733502A的实施例1得到含腈氯纶掺炭纤维的股线。详情如下:
(1)清花和梳棉:将选择好的腈氯纶掺炭纤维原料通过开清棉机械混合、开松、除杂;将开清后的腈氯纶掺炭纤维喂入梳棉机,进一步去除杂质和不可纺纤维,并得到生条;其中,腈氯纶掺炭纤维中,腈氯纶与活性炭的重量比为85:15;腈氯纶掺炭纤维的线密度为3.6dtex,线密度偏差为9%,断裂强度为1.6cN/dtex,断裂伸长率为25%;
(2)制条:将生条使用压辊及圈条装置制成均匀的纱线线条,其中,前罗拉速度为112r/min;
(3)并条:将纱线线条送入并条机,经过并合-牵伸-混合-成条工序,得到熟条;其中,熟条定量为3.5g/m,重量不匀率为5%,并条为三道并条;其中,第一道并条的前罗拉速度为247r/min;第二道并条的前罗拉速度为237r/min;第三道并条的前罗拉速度为225r/min;
(4)粗纱:将熟条进行牵伸、加捻、卷绕成粗纱;其中,捻度为25捻/m,牵伸倍数为13倍,前罗拉速度为160r/min,锭子速度为250r/min;所述粗纱定量干重为3.9g/10m;
(5)细纱:将粗纱进行牵伸、加捻和卷绕后得到细纱;其中,捻度为550捻/m,牵伸倍数为20倍,前罗拉速度为130r/min,锭子速度为6590r/min;所述细纱定量干重为2.6g/50m;
(6)络筒:将纱线在络筒机上加工成符合一定要求的筒子,得到掺炭纱线。
所得的掺炭纱线(单纱)的线密度为29.5tex,线密度偏差为2.5%,纱线的断裂强度为6.5cN/tex,断裂强力CV值为16%,吸苯量为5.6%。将两根单纱进行加捻得到两股的股线,股线的线密度为60tex,线密度偏差为2.5%,纱线的断裂强度为8.5cN/tex,断裂强力CV值为12%,纱线捻度为450捻/m,捻度不匀率为6%。
图1为本发明的一种透气型防毒袜的示意图。如图1所示,本实施例的透气型防毒袜包括内袜体1和外袜体2。外袜体2套在内袜体1的外面。
内袜体1和外袜体2均由第一纱线与第二纱线编织而得。第一纱线与第二纱线的数量比为1:1。第一纱线为制备例所得的含腈氯纶掺炭纤维的股线。第一纱线的线密度为60tex。第二纱线具有氨纶长丝芯纱和锦纶纤维长丝包覆层。锦纶纤维长丝包覆层中的锦纶长丝的线密度为70D,氨纶长丝芯纱中的氨纶长丝的线密度为20D。
内袜体1和外袜体2分别包括依次连接的袜头部11、袜底部12、袜跟部13、袜筒部14和袜口部15。
内袜体1和外袜体2之间局部固定连接。内袜体1和外袜体1的袜头部11的两侧分别设置有内外层连接点111。内外层连接点111可通过缝制形成。内外层连接点111将内袜体1和外袜体2固定连接。
透气型防毒袜由双层连续编织物形成,编织部位依次为袜头部11-袜底部12-袜跟部13-袜筒部14-袜口部15-袜口部15-袜筒部14-袜跟部13-袜底部15-袜头部11。内袜体1和外袜体2的袜口部15均为螺纹口。
本实施例的透气防毒袜的丙硫醚“气-气”防护时间为大于30min。透气防毒袜的透气率为338mm/s。透气防毒袜的顶破强力为644.2N。透气防毒袜的质量为99g/双。
上述透气型防毒袜的制造方法包括以下步骤:
(1)将第一纱线和第二纱线穿入圆形编织袜机(MD-C300D,4.5寸口径)中,并采用自动化编织程序进行双层连续编织,编织部位依次为袜头部11-袜底部12-袜跟部13-袜筒部14-袜口部15-袜口部15-袜筒部14-袜跟部13-袜底部12-袜头部11,得到双层连续编织物。双层连续编织物的袜头部具有开口,待缝合。各部位编织圈数如下:袜头部22、袜底部143、袜跟部22、袜筒部160、袜口部28。
(2)将双层连续编织物的袜头部的开口逐一缝合,从而形成内袜体1和外袜体2。
(3)将内袜体1和外袜体2的袜头部11的两侧分别进行缝制,形成内外层连接点,得到双层袜。
(4)将双层袜置于清水中,在60℃下浸泡25min。浸泡后进行脱水处理。
(5)将脱水后的双层袜晾干。
(6)将晾干后的双层袜按照尺寸要求,套入相应尺寸的袜板,放入定型机中,在100℃下定型15min,得到透气型防毒袜。
与实施例1的区别仅在于,袜底部12的编织圈数为159。浸泡水温为55℃,浸泡时间为30min。
本实施例所得的透气型防毒袜的丙硫醚“气-气”防护时间为大于30min;透气率为326mm/s;顶破强力为617.72N;质量为107.5g。
与实施例1的区别仅在于,袜底部12的编织圈数为175。浸泡水温为65℃,浸泡时间为20min。
本实施例所得的透气型防毒袜的丙硫醚“气-气”防护时间为大于30min;透气率为314mm/s;顶破强力为640N;质量为117g。
与实施例1的区别仅在于,浸泡水温为100℃,浸泡时间为5min。采用该参数进行水浴处理,透气型防毒袜收缩严重,透气型防毒袜无法正常使用。
与实施例1的区别仅在于,使用的第一纱线为线密度为23.6tex的单纱。采用该第一纱线上机织造,因第一纱线多次断头,未成功织造出透气型防毒袜。
与实施例1的区别仅在于,编织部位依次为袜头部11-袜底部12-袜跟部13-袜筒部14-袜口部15,即为单层编织。采用该工艺上机织造,获得的透气型防毒袜的丙硫醚“气-气”防护时间为15min,防护时间过短。
与实施例1的区别仅在于,袜底部12的编织圈数为90。获得的透气型防毒袜的尺寸较小。
由实施例可知,本发明的透气型防毒袜兼具优异的防毒性和透气性,以及具有较大的顶破强力。此外,本发明的透气型防毒袜的质量较轻、穿戴舒适。
与比较例1相比,本发明通过控制浸泡的温度和时间,可以避免严重收缩,而得到合适尺寸以及性能较好的透气型防毒袜。
与比较例2相比,本发明通过控制第一纱线的线密度以及与第二纱线的用量比,可以使得制得的透气型防毒袜性能更好。
与比较例3的单层编织相比,本发明采用双层连续编织,可以获得防毒性能更好的透气型防毒袜。
本发明并不限于上述实施方式,在不背离本发明的实质内容的情况下,本领域技术人员可以想到的任何变形、改进、替换均落入本发明的范围。
- 透气型防毒袜及其制造方法
- 透气型防毒手套及其制造方法