聚醚多元醇生产废水的处理方法及实施该处理方法的设备
文献发布时间:2023-06-19 11:34:14
技术领域
本发明属于环境保护中工业废水处理领域,涉及一种聚醚多元醇生产废水的处理方法及实施该处理方法的设备,尤其是涉及一种湿式氧化方式处理含丙烯腈、苯乙烯等毒性有机物的高浓度聚醚多元醇生产废水的方法。
背景技术
聚醚多元醇生产装置中排放的废水中主要含有环氧乙烷、环氧丙烷、苯乙烯、丙烯腈、偶氮二异丁腈等,具有COD含量高、可生化性低、可降解性差等特点,是有机化工中较难处理的一类废水。现有技术中,常规的处理方法主要有:厌氧-好氧生物处理、生物活性炭处理等,而该常规处理方式成本比较高,效率低。所以该类难降解有机废水的治理已经成为水污染防治领域中面临的新挑战,发展新型实用的环保技术是非常有必要的,探索有效治理有毒、有害、高浓度有机废水的技术已经成为众多环保技术工作者的研究重点。
目前,在污水、废水处理方面微生物法的使用最为广泛,其利用微生物的代谢过程降解有机物,具有运行成本低、处理效果好等优势,但是对于含有丙烯腈、苯乙烯等有毒性的高浓度有机废水来说,必须经过预处理和稀释才能进行生物处理,否则会引起生物水体中微生物的大量死亡。即使稀释后的废水也能影响微生物的寿命,增加了生物活性污泥的使用成本。
湿式氧化法需要在较高的温度(140~315℃)和压力(0.5~20Mpa),并且在氧化剂的作用下氧化废水中溶解态的有机物或者还原态的无机物,从而能够得到小分子有机物、水、二氧化碳等。与常规的处理技术相比湿式氧化方法有应用范围广、处理效率高、氧化速率快、二次污染少等优点,对于处理含有毒性、有害物质的高浓度有机废水或者含盐有机废水有较好的效果。但是,湿式氧化法主要有反应条件比较苛刻、对设备材质要求较高、投资大等缺点,而且在实际应用过程中很难实现真正的气液混合,从而导致在较低的温度压力情况下无法达到较高的去除率,使技术的推广受到一定程度的限制,所以如何在温和的反应条件下实现较高的去除率显得尤为重要。
中国专利CN108101291A利用深井氧化法反应器结合太阳能加热单元,从而能高效地氧化分解有机物,但是其处理温度能高达400℃,而且深井反应器深入地下200米以上更难以进行有效控制反应的进行,增加了设备投资和处理成本。
中国专利CN105417846A公开了一种处理聚醚多元醇工艺废水的方法,其采用生物法和化学法结合的方式处理排放的聚醚多元醇高浓度废水,该方法对废水成分要求较高、工艺流程复杂。
中国专利CN109336332A公开了一种适用于高COD有机废水的处理方法,该有机废水经过两次催化湿式氧化、两次生化处理及三次固液分离后,COD含量和含氮量均符合工业标准,但是该工艺流程过于复杂、设备投资过高,而且采用铑和钯等过渡金属为催化剂,运行费用过高。
因此,研究一种处理废水效率高、反应条件比较温和、流程更加合理的聚醚多元醇生产废水的处理方法及实施该处理方法的设备,成为亟待解决的技术问题。
发明内容
鉴于现有技术中存在的技术问题,例如:难以有效控制反应的进行、对废水成分要求较高、工艺流程过于复杂、设备投资和处理成本过高,而且采用铑和钯等过渡金属为催化剂,运行费用过高等,本发明首先提供了一种聚醚多元醇生产废水的处理方法。本发明的处理方法处理废水的效率高、反应条件比较温和、流程更加合理,而且反应更加稳定。
进一步地,本发明还提供一种实施该处理方法的设备,能够保证处理方法高效有序进行,且设备投资和处理成本低,运行费用低。
本发明首先提供了一种聚醚多元醇生产废水的处理方法,其中,包括以下步骤:
去除所述聚醚多元醇生产废水中的固体物质,得到液态废水;
对所述液态废水进行预处理,得到预处理液;
在催化剂的存在下,使所述预处理液与氧化剂进行混合并发生氧化反应,得到反应产物;
对所述反应产物经冷却降压后,进行气液分离。
根据本发明所述的处理方法,其中,所述预处理包括:使用酸调节所述液态废水的pH值为0.1-5。
根据本发明所述的处理方法,其中,所述催化剂包括金属盐催化剂,其中,所述预处理液中,所述金属盐催化剂的浓度为5ppm~8000ppm;和/或
所述金属盐包括铜盐、铁盐、锰盐、铅盐、锌盐、镍盐中的一种或两种以上的组合。
根据本发明所述的处理方法,其中,所述氧化剂包含氧气,其中,所述氧化剂中的含氧量为所述聚醚多元醇生产废水的COD的50%~300%。
根据本发明所述的处理方法,其中,所述氧化反应的反应温度为150℃~300℃,反应压力为0.5Mpa~8Mpa,反应时间为0.2h~10h。
根据本发明所述的处理方法,其中,所述冷却后的反应产物的温度为60℃以下,所述降压后的压力为0.1Mpa~6.1Mpa。
本发明还提供了一种实施本发明所述的聚醚多元醇生产废水的处理方法的设备,其包括相连接的反应系统、温控系统和保压系统。
根据本发明所述的设备,其中,所述反应系统包括储液罐、气体供应装置、气液混合器、氧化反应器以及气液分离罐中的一种或两种以上的组合。
根据本发明所述的设备,其中,所述温控系统包括电加热介质和/或换热器。
根据本发明所述的设备,其中,所述保压系统包括压力泵和/或减压阀。
本发明聚醚多元醇生产废水的处理方法处理废水的效率高,能有效控制反应的进行,工艺流程简单易行,无需使用成本过高的催化剂,反应条件比较温和、流程更加合理,而且反应更加稳定。
本发明的实施聚醚多元醇生产废水的处理方法的设备,易于调控,能够保证处理方法高效有序进行,且设备投资和处理成本低,运行费用低。
附图说明
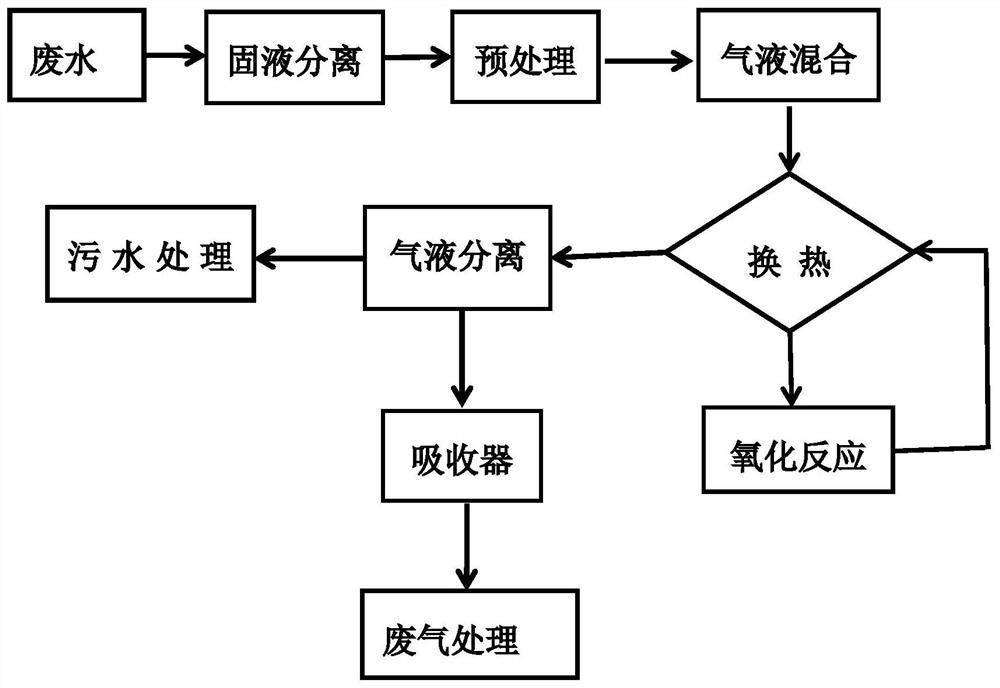
图1示出了本发明一种实施方式的聚醚多元醇生产废水的处理方法的流程图。
图2示出了本发明一种实施方式的实施该聚醚多元醇生产废水的处理方法的设备流程图;
其中,1:储液罐;2:压力泵;3:气液混合器;
4:换热器;5:加热器;6:氧化反应器;
7:减压阀;8:气液分离罐;9:气体供应装置。
具体实施方式
以下,针对本发明的内容进行详细说明。以下所记载的技术特征的说明基于本发明的代表性的实施方案、具体例子而进行,但本发明不限定于这些实施方案、具体例子。需要说明的是:
本说明书中,使用“数值A~数值B”表示的数值范围是指包含端点数值A、B的范围。
本说明书中,如没有特殊声明,则“多”、“多种”、“多个”等中的“多”表示2或以上的数值。
本说明书中,所述“基本上”、“大体上”或“实质上”表示于相关的完美标准或理论标准相比,误差在5%以下,或3%以下或1%以下。
本说明书中,如没有特别说明,则“%”均表示质量百分含量。
本说明书中,使用“可以”表示的含义包括了进行某种处理以及不进行某种处理两方面的含义。
本说明书中,“任选的”或“任选地”是指接下来描述的事件或情况可发生或可不发生,并且该描述包括该事件发生的情况和该事件不发生的情况。
本说明书中,所提及的“一些具体/优选的实施方案”、“另一些具体/优选的实施方案”、“实施方案”等是指所描述的与该实施方案有关的特定要素(例如,特征、结构、性质和/或特性)包括在此处所述的至少一种实施方案中,并且可存在于其它实施方案中或者可不存在于其它实施方案中。另外,应理解,所述要素可以任何合适的方式组合在各种实施方案中。
本发明的第一方面提供了一种聚醚多元醇生产废水的处理方法,包括以下步骤:
去除所述聚醚多元醇生产废水中的固体物质,得到液态废水;
对所述液态废水进行预处理,得到预处理液;
在催化剂的存在下,使所述预处理液与氧化剂进行混合并发生氧化反应,得到反应产物;
对所述反应产物经冷却降压后,进行气液分离。
一般而言,聚醚多元醇生产废水中含有丙烯腈、苯乙烯等有毒性物质的难以生化的高浓度有机废水,其COD含量为2000mg/L~100000mg/L。通过本发明的方法处理该废水,其COD的去除率可达85%以上。本发明聚醚多元醇生产废水的处理方法处理废水的效率高,能有效控制反应的进行,工艺流程简单易行,无需使用成本过高的催化剂,反应条件比较温和、流程更加合理,而且反应更加稳定。
由于聚醚多元醇生产废水中含有较多的固体物质,例如固体悬浮物等,因此,在进行氧化反应之前,需要将固体物质除去。本发明对除去固体物质的方式不作特别限定,可以是本领域常用的固液分离的方法。例如:离心、过滤等。优选地,为了更好的清除固体悬浮物,本发明使用过滤的方式去除所述聚醚多元醇生产废水中的固体物质,得到液态废水。
然后,为了使氧化反应更好的进行,需要对该液态废水进行预处理,得到预处理液。具体地,在本发明中,所述预处理一般是使用酸剂调整该液态废水的pH值,以使得液态废水呈酸性。一般而言,可以将pH值调整为0.1-5,例如:pH值可以为0.5、1、1.5、2、2.5、3、3.5、4、4.5等。当预处理液的pH值为0.1-5时,更有利于氧化反应的进行。对于酸剂,本发明不作特别限定,可以是本领域中常用的一些酸剂,考虑到反应的情况,优选使用无机酸剂,例如:硫酸、盐酸、硝酸、磷酸等无机酸。
进一步,在催化剂的存在下,使所述预处理液与氧化剂进行混合并发生氧化反应,得到反应产物。
具体而言,对于催化剂,本发明不使用成本过高的催化剂,而使用普通的均相催化剂。在一些具体的实施方案中,所述催化剂包括价格低廉的金属盐催化剂。并且为了使氧化反应有效进行,在所述预处理液中添加的所述催化剂的浓度为5ppm~8000ppm,例如:100ppm、200ppm、300ppm、400ppm、500ppm、600ppm、700ppm、800ppm、900ppm、1000ppm、1100ppm、2000ppm、3000ppm、4000ppm、5000ppm、6000ppm、7000ppm等。
本发明对于所使用的金属盐不作特别限定,可以是本领域常用的一些价格较为低廉的金属盐。具体地,在本发明中,所述金属盐可以包括铜盐、铁盐、锰盐、铅盐、锌盐、镍盐中的一种或两种以上的组合。对于金属盐的阴离子,可以是任何可行的阴离子。举例而言,可以是氯离子、硝酸根离子、硫酸根离子等。
对于氧化剂,本发明所使用的氧化剂中可以包含有氧气。本发明的氧化反应可以在氧化反应器中进行,预处理液与氧化剂在氧化反应器中充分混合,所述氧化剂可以为气态,例如氧气或者含有氧气成分,加压状态下溶于预处理液中;或者所述氧化剂为液态氧化剂,在高温高压状态下分解得到氧气。具体地,根据处理的深度要求,所述氧化剂中的含氧量为所述聚醚多元醇生产废水的COD值的50~300%。
在本发明中,对于氧化反应的条件,本发明不作特别限定,可以根据需要选择合适的氧化反应的条件。具体地,可以先对反应液进行升温,然后转移至氧化反应器中进行氧化反应。作为优选,在本发明中,所述氧化反应的反应温度为150℃~300℃,例如:170℃、190℃、210℃、230℃、250℃、270℃、290℃等;反应压力为0.5Mpa~8Mpa,例如:1Mpa、2Mpa、3Mpa、4Mpa、5Mpa、6Mpa、7Mpa、8Mpa等;反应时间为0.2h~10h,例如:0.5h、1h、1.5h、2h、2.5h、3h、3.5h、4h、4.5h、5h、6h、7h、8h、9h等。当氧化反应的条件在上述范围内时,可以更有效的分解有机物,从而能够进一步降低COD值。
对于氧化反应后的反应产物,经冷却降压后,进行气液分离。具体地,所述冷却后的反应产物的温度为60℃以下,例如:10℃、20℃、30℃、40℃、50℃等,所述降压后的压力为0.1Mpa-6.1Mpa,例如:1Mpa、2Mpa、3Mpa、4Mpa、5Mpa等。
在一些具体的实施方案中,可以在气液分离罐中进行气液分离;其中,气液分离后的气体部分经过吸收净化后,排入空气中;而液体部分则在分离罐下方排放出。经处理后的液体部分可以直接进行排放,还可以直接将液体进行分类回收利用,用COD快速测试仪分析排放出的液体混合溶液COD去除率为85%以上。
本发明的第二方面提供一种实施本发明第一方面的所述聚醚多元醇生产废水的处理方法的设备,其包括相连接的反应系统、温控系统和保压系统。
在本发明中,所述反应系统包括储液罐1、气体供应装置9、气液混合器3、氧化反应器6以及气液分离罐8。通过设置上述各装置,可以保证反应系统高效有序进行。
其中,本发明的储液罐1可以用于存储液态废水,以进行后续反应,且可以在该储液罐1中对液态废水进行预处理。气液混合器3用于使预处理液与氧化剂进行混合,之后在氧化反应器6进行氧化反应。本发明的所述的氧化反应器6为塔式结构,塔式结构能促进气液的充分混合,其材质为TA2、TA9、TA10、ZR702等中的至少一种与碳钢、304不锈钢或316不锈钢中的至少一种组成的双金属复合板。
在本发明中,所述温控系统包括加热介质和/或换热器4。温控系统可以对整个反应体系进行控温,其控温精度为±5℃。其中,加热介质可以是电加热介质,也可是加热器5、电伴热等。换热器4可以用于从保压系统释放出来的热量用于给反应物料加热,从而节省能源。
保压系统包括压力泵2和/或减压阀7等,其中压力泵2调整反应体系的压力至反应压力。减压阀7可以用于降低反应体系的压力,本发明对减压阀7不作特别限定,只要该阀门能够实现减压即可,具体可以是,调节阀、背压阀、球阀、泄压阀等等。从而能对反应体系压力进行有效控制,其压力的控制精度为±0.1Mpa。
在一些具体的实施方案中,如图2所示,本发明的设备包括依次相连的储液罐1、氧化反应器6以及气液分离罐8;其中,
储液罐1,用于存储液态废水,所述液态废水为经去除所述聚醚多元醇生产废水中的固体物质得到,具体地,可使用过滤器去除固体物质;并且,可以在储液罐1中对所述液态废水进行预处理,得到预处理液;
氧化反应器6,用于在催化剂的存在下,使所述预处理液与氧化剂进行混合并发生氧化反应,得到反应产物;
气液分离罐8,用于使反应产物进行气液分离。
作为优选,在储液罐1和氧化反应器6之间,还包括压力泵2;在氧化反应器6和气液分离罐8之间,还包括减压阀7;其中,
压力泵2其用于调整反应体系的压力至反应压力;减压阀7用于降低反应体系的压力。
进一步,在所述压力泵2和氧化反应器6之间,本发明的设备还包括加热介质和/或换热器4;其中,
换热器4可以用于将保压系统释放出来的热量用于给反应物料加热;加热介质用于当反应温度不足时,启动加热介质,以使得可以在合适的温度下进行反应。
进一步,本发明的设备还可以包括气体供应装置9,气体供应装置9,例如空气压缩机等,主要用于在反应体系中需要氧气时,可以快速的供应氧气。
另外,在压力泵2与加热介质和/或换热器4之间,还包括气液混合器3;其中,
气液混合器3用于在未加热加压时,将气体和液体混合,从而可以避免发生危险,且有助于后期反应的进行。
在本发明中,工艺流程系统与控制柜连接,设置温度、压力的控制范围及上下限,当条件变化超过控制范围时,发生连锁控制。
实施例
下面将结合实施例对本发明的实施方案进行详细描述,但是本领域技术人员将会理解,下列实施例仅用于说明本发明,而不应视为限定本发明的范围。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售获得的常规产品。
实施例1
取聚醚多元醇装置排放出的高浓度有机废水,经过滤分离其中的固体悬浮物,得到的有机液态废水溶液,经过气质联用分析仪可知里面成分有:丙烯腈、苯乙烯、异丙醇等成分,用COD快速测定仪分析得到液态废水的COD值为25600mg/L,BOD5/COD值为0.12;其中,BOD5的检测方法为:在微生物实验室中,将水样稀释10倍之后注满培养瓶,塞好后应不透气,将瓶置于恒温箱中20℃的恒温条件下培养5天。培养前后分别测定溶解氧浓度,由两者的差值可算出每升水消耗掉氧的质量,即BOD5值。
将液态废水放入储液罐中,加入硫酸溶液将其pH值调至2.0,得到预处理液,在预处理液中加入硫酸铜作为催化剂,催化剂的浓度为300ppm,然后与含氧量为液态废水的COD值的100%的空气进行充分混合,并将其输送至氧化反应器中进行反应,反应条件:温度为220℃,压力为4.8Mpa条件下,反应2h,处理后的液态废水经过冷凝器降温后,温度为45℃,经过减压阀、调节阀后进入气液分离罐中,气体在罐上部排出,液体从下部排出得到反应产物。
经气质联用分析仪(GCMS)分析气液分离后的液体中已经不再含有丙烯腈、苯乙烯等,其COD值测试为3200mg/L,COD去除率为87.5%,其中BOD5/COD值从反应前的0.12增加到了0.95。
实施例2
取聚醚多元醇装置排放出的高浓度有机废水,经过离心分离其中的固体悬浮物,得到的有机液态废水溶液经过气质联用分析仪可知里面成分有:丙烯腈、苯乙烯、异丙醇等成分,用COD快速测定仪分析得到液态废水的COD值为30000mg/L,BOD5/COD值为0.09;其中,BOD5的检测方法为:在微生物实验室中,将水样稀释10倍之后注满培养瓶,塞好后应不透气,将瓶置于恒温箱中20℃的恒温条件下培养5天。培养前后分别测定溶解氧浓度,由两者的差值可算出每升水消耗掉氧的质量,即BOD5值。
将液态废水放入储液罐中,并加入一定量的硝酸将其pH值调至1.5,得到预处理液,在预处理液中加入硝酸铜作为催化剂,催化剂的浓度为500ppm,然后与含氧量为液态废水的COD值的150%的空气进行充分混合,并将其输送至氧化反应器中进行反应,反应条件:温度为240℃,压力为4.6Mpa条件下,反应2h,处理后的液态废水经过冷凝器降温后,温度为45℃,经过减压阀、调节阀后进入气液分离罐中,气体在罐上部排出,液体从下部排出得到反应产物。
经气质联用分析仪(GCMS)分析气液分离后的液体溶液中已经不再含有丙烯腈、苯乙烯等,其COD值测试为2400mg/L,COD去除率为92%,其中BOD5/COD值从反应前的0.09增加到了0.93。
实施例3
取出一部分聚醚多元醇生产装置中排放的混合高浓度废水,经过过滤分离后得到液态废水溶液,其中经过分析可知其中成分有丙烯腈、苯乙烯、偶氮二异丁腈等成分,用COD快速测定仪分析得到废水COD值为28000mg/L,BOD5/COD值为0.1,其中,BOD5的检测方法为:在微生物实验室中,将水样稀释10倍之后注满培养瓶,塞好后应不透气,将瓶置于恒温箱中20℃的恒温条件下培养5天。培养前后分别测定溶解氧浓度,由两者的差值可算出每升水消耗掉氧的质量,即BOD5值。
将液态废水放入储液罐中并向溶液中,加入一定量的硫酸将其pH值调至2,得到预处理液,在预处理液中加入硫酸亚铁作为催化剂,催化剂的浓度为800ppm,然后与含氧量为液态废水的COD值的150%的空气进行充分混合,并将其输送至氧化反应器中进行反应,反应条件:温度为250℃,压力为5Mpa条件下,反应2h,处理后的液态废水经过冷凝器降温后,温度为45℃,经过减压阀、调节阀后进入气液分离罐中,气体在罐上部排出,液体从下部排出得到反应产物。
经气质联用分析仪(GCMS)分析气液分离后的液体溶液中含有微量的丙烯腈、苯乙烯等难降解有机物,其COD值测试为3000mg/L,COD去除率为89.3%,其中BOD5/COD值从反应前的0.1增加到了0.9。
对比例1
取出一部分聚醚多元醇生产装置中排放的混合高浓度废水,经过过滤分离后得到液态废水溶液,其中经过分析可知其中成分有丙烯腈、苯乙烯、偶氮二异丁腈等成分,用COD快速测定仪分析得到废水COD值为30000mg/L,BOD5/COD值为0.12。其中,BOD5的检测方法为:在微生物实验室中,将水样稀释10倍之后注满培养瓶,塞好后应不透气,将瓶置于恒温箱中20℃的恒温条件下培养5天。培养前后分别测定溶解氧浓度,由两者的差值可算出每升水消耗掉氧的质量,即BOD5值。
将液态废水与含氧量为液态废水的COD值的130%的空气进行充分混合,并将其输送至氧化反应器6中进行反应,反应条件:温度为250℃,压力为5Mpa条件下,反应2h,处理后的液态废水经过冷凝器降温后,温度为45℃,经过减压阀、调节阀后进入气液分离罐中,气体在罐上部排出,液体从下部排出得到反应产物。
经气质联用分析仪(GCMS)分析气液分离后的液体溶液中仍含有一定量的丙烯腈、苯乙烯等难降解有机物,其COD值测试为9700mg/L,COD去除率仅为67.67%,其中BOD5/COD值从反应前的0.12仅增加到了0.5。
需要说明的是,尽管以具体实例介绍了本发明的技术方案,但本领域技术人员能够理解,本发明应不限于此。
以上已经描述了本发明的各实施例,上述说明是示例性的,并非穷尽性的,并且也不限于所披露的各实施例。在不偏离所说明的各实施例的范围和精神的情况下,对于本技术领域的普通技术人员来说许多修改和变更都是显而易见的。本文中所用术语的选择,旨在最好地解释各实施例的原理、实际应用或对市场中的技术改进,或者使本技术领域的其它普通技术人员能理解本文披露的各实施例。
- 聚醚多元醇生产废水的处理方法及实施该处理方法的设备
- H酸生产废水的处理方法及实施该方法的设备