一种基于视觉检测的发动机零件错漏装检测方法及系统
文献发布时间:2023-06-19 11:40:48
技术领域
本发明涉及汽车发动机装配技术领域,尤其涉及一种基于视觉检测的发动机零件错漏装检测方法及系统。
背景技术
目前,发动机线下检查主要采用两种方式,分别为人工目视检查和专用视觉检查系统。两种方式具有明显不足之处,即,人工目视检查对人员要求高,易疲劳,效率不高,且容易出现漏判;而视觉检查系统,采购成本和维护成本昂贵,且由于硬件软件都属于黑匣子,更改自由度低,不能灵活定制,不利于扩展,同时,需要为视觉检查系统设置一个单独工位,并进行特殊补光,成本相当于增加一个暗房,布置繁琐,不易现场施工。
发明内容
为解决上述技术问题,本发明实施例提供一种基于视觉检测的发动机零件错漏装检测方法及系统,可代替人工目视检查和现有专用视觉检查系统,成本低,效率高,可拓展性强。
一种基于视觉检测的发动机零件错漏装检测方法,应用在发动机生产线辊道上,其特征在于,所述基于视觉检测的发动机零件错漏装检测方法,包括:
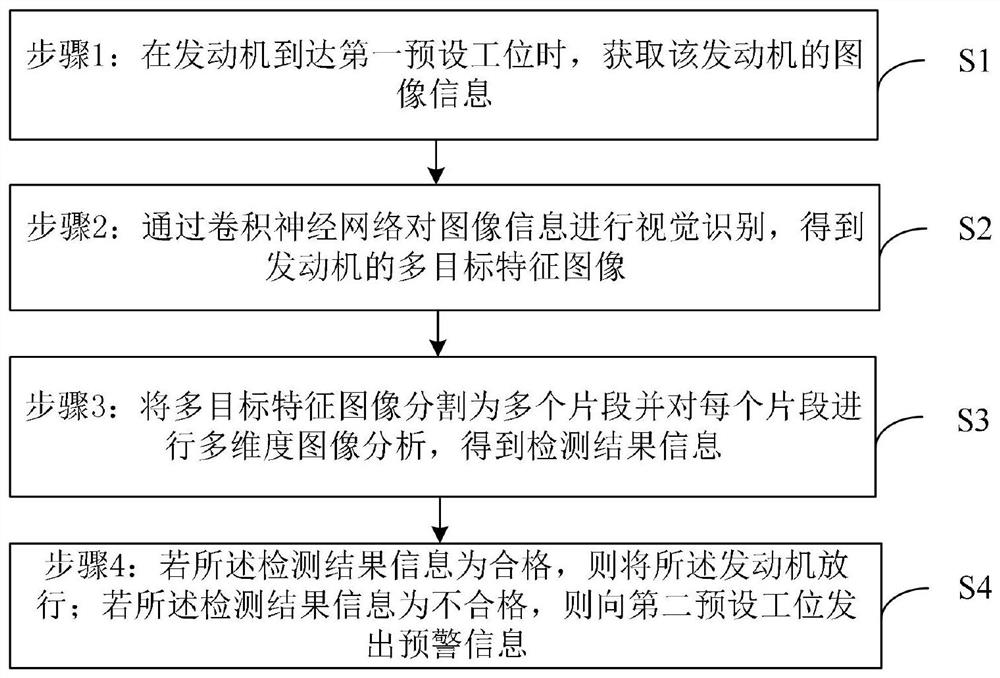
步骤1:在发动机到达第一预设工位时,获取该发动机的图像信息;
步骤2:通过卷积神经网络对所述图像信息进行视觉识别,得到所述发动机的多目标特征图像;
步骤3:将所述多目标特征图像分割为多个片段并对每个片段进行多维度图像分析,得到检测结果信息;
步骤4:若所述检测结果信息为合格,则将所述发动机放行;若所述检测结果信息为不合格,则向第二预设工位发出预警信息。
一种基于视觉检测的发动机零件错漏装检测系统,应用在发动机生产线辊道上,所述基于视觉检测的发动机零件错漏装检测系统包括:
照相设备,安装于所述发动机生产线辊道上的第一预设工位上,并用于在发动机到达第一预设工位时,获取该发动机的图像信息;
视觉检测控制器,集成在人机接口柜内,且与所述照相设备电性连接,并用于:
通过卷积神经网络对所述图像信息进行视觉识别,得到所述发动机的多目标特征图像;
将所述多目标特征图像分割为多个片段并对每个片段进行多维度图像分析,得到检测结果信息;
若所述检测结果信息为合格,则将所述发动机放行;若所述检测结果信息为不合格,则向第二预设工位发出预警信息;
后端服务器,通过有线/无线网络与所述视觉检测控制器相连。
上述基于视觉检测的发动机零件错漏装检测方法及系统,通过在工位上设置照相设备,获取发动机的图像信息后,利用卷积神经网络对图像信息进行视觉识别,得到初步多目标特征图像;并在将多目标特征图像分割成多个片段后进行包括形状、颜色、二维码、方向等多个维度在内的图像分析,以判断发动机是否存在错装、漏装零件的问题,完成零件错漏装检测。同时,根据检测结果信息进行放行或通知后端服务器发出预警信息。
相较于现有人工检查方式和架设昂贵的专用视觉系统,本基于视觉检测的发动机零件错漏装检测方法及系统,在同一图像内完成多个零件的错漏装探测,并可同时识别多零件错、漏装,节省了人工,降低了设备成本,提高了自动化率;并且可根据实际情况灵活定制检测项目(例如:颜色、形状等),以及通过后端服务器实现及时预警;同时,在硬件上,视觉检测控制器集成在人机接口柜内,不额外占用空间,适应范围广,具有高可拓展性。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对本发明实施例的描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
图1是本发明一实施例中基于视觉检测的发动机零件错漏装检测方法的一应用环境示意图;
图2是本发明一实施例中基于视觉检测的发动机零件错漏装检测方法的流程图;
图3是本发明另一实施例中基于视觉检测的发动机零件错漏装检测方法的流程图;
图4是本发明一实施例中基于视觉检测的发动机零件错漏装检测系统的框架图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明提供的基于视觉检测的发动机零件错漏装检测方法,应用在如图1所示的发动机生产线辊道上。其中,辊道上的发动机从工位1流向工位2;在工位1处设有至少一个照相设备,如摄像头、相机等;视觉检测控制器根据照相设备捕捉到的图像进行分析,并将检测结果发向后端服务器或设备逻辑控制器;后端服务器是计算机设备,用于汇总检测信息并可向管理人员发出预警信号;或者通过PLC(可编程控制器)设备(即上述预设设备逻辑控制器),放行工位1处的发动机,并将预警信息通知后续的工位2。
在一实施例中,如图2所示,提供了一种基于视觉检测的发动机零件错漏装检测方法,其具体实现流程包括如下步骤:
步骤1:在发动机到达第一预设工位时,获取该发动机的图像信息。
具体地,照相设备将自动对发动机进行拍照,得到发动机图像信息。优选地,照相设备的位置和角度可以灵活设置,便于从不同角度拍照。
步骤2:通过卷积神经网络对图像信息进行视觉识别,得到发动机的多目标特征图像。
由于照相设备与视觉检测控制器相连,因此,视觉检测控制器可实时获取到发动机的图像信息,并进一步处理。具体地,采用基于python的CNN(卷积神经网络)模型对图像信息进行识别,得到的多目标特征图像是指识别出图中零部件位置的图像。例如,可以发动机图像信息中识别出至少一个以上的零部件,以便于下一步操作。
步骤3:将多目标特征图像分割为多个片段并对每个片段进行多维度图像分析,得到检测结果信息。
具体地,使用openCV作为图像分析工具,将上述步骤2所得到的多目标特征图像按其中零部件的数量进行分割,得到若干图像片段;然后分别从形状、颜色、二维码、以及零部件方向等多个维度逐一对每个片段进行图像处理,并与标准阈值进行比较,以判断是否合格。
步骤4:若检测结果信息为合格,则将发动机放行;若检测结果信息为不合格,则向第二预设工位发出预警信息。
其中,检测结果信息是由上诉步骤3中图像处理后与标准阈值比较得到的,依此作为零部件是否错装、漏装的判断依据。当检测结果信息为合格,则可将发动机放行至下一工位;若不合格,则向第二预设工位发送预警信息,以提醒下一工位操作员注意存在错漏装的情形。预警信息包括但不限于发动机号、不合格位置、检测时间等。
在本实施例中,将卷积神经网络应用于制造过程,实现了零件的错漏装探测,完善了制造过程监控;在同一图像内通过多维度分析完成多个零件的错漏装探测,降低了设备成本,并且可以避免单一维度分析可能出现的误检率问题。
进一步地,在实施例中,对检测流程进一步完善,包括:
若检测结果信息为不合格,则在预设次数内重新获取发动机的图像信息并重新计算得到检测结果信息;当预设次数到达后,若检测结果信息仍为不合格,则放行所述发动机,并向所述第二预设工位发出预警信息。
其中,预设次数优选为3次,以兼顾检测效果和效率。
在本实施例中,通过设置视觉检测边界,可以节约检测时间,兼顾检测效果和效率。
进一步地,在一实施例中,对检测流程进一步完善,在将发动机放行的过程中,还包括步骤:
通过后端服务器上的预设即时通讯工具向管理人员发出预警信息。其中,预设即时通讯工具可以是企业微信等,便于用户的手机终端及时获取信息。
其中,预设设备逻辑控制器为PLC设备,独立于视觉检测控制器,便于单独处理不同信号以及设备维护。具体地,当设备逻辑控制器接收到合格信号后向第一预设工位发送放行信号。
更进一步地,在该实施例中,放行所述发动机,并向所述第二预设工位发出预警信息,还包括步骤:
通过所述后端服务器向预设设备逻辑控制器发送放行信号,由所述预设设备逻辑控制器放行所述发动机,并向所述第二预设工位发出预警信息。
其中,第二预设工位可以为人工工位,用于人工检查第一预设工位上出现问题的发动机。具体地,设备逻辑控制器向第二预设工位发送不合格发动机位置信息等,以提醒人员复检。可以理解地,为了便于扩展错漏检测的相关功能,第二预设工位也可以设置为适用其他检测项目的非人工工位。
本实施例的完整逻辑控制如图3所示,在本实施例中,利用第二预设工位以保证人员复检;利用设备逻辑控制器控制放行和提前通知第二预设工位,使得整个错漏装检测更加完善。
在一实施例中,如图4所示,提供了一种基于视觉检测的发动机零件错漏装检测系统,应用在发动机生产线辊道上,包括:
照相设备,安装于发动机生产线辊道上的第一预设工位上,并用于在发动机到达第一预设工位时,获取该发动机的图像信息;
视觉检测控制器,集成在人机接口柜内,且与照相设备电性连接,并用于:
通过卷积神经网络对图像信息进行视觉识别,得到发动机的多目标特征图像;
将多目标特征图像分割为多个片段并对每个片段进行多维度图像分析,得到检测结果信息;
若检测结果信息为合格,则将发动机放行;若检测结果信息为不合格,则向后端服务器发出预警信息;
后端服务器,通过有线/无线网络与视觉检测控制器相连;
设备逻辑控制器,用于接收放行信号,并控制发动机的放行状态;以及用于向第二预设工位发送预警信息。
在本实施例中,基于视觉检测的发动机零件错漏装检测系统的各模块与上述基于视觉检测的发动机零件错漏装检测方法相对应,此处不一一赘述。
以上所述实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围,均应包含在本发明的保护范围之内。
- 一种基于视觉检测的发动机零件错漏装检测方法及系统
- 一种航空发动机错漏装检测视点求解方法