一种镂空雕花铝单板的切割边沿流体精磨加工方法
文献发布时间:2023-06-19 18:25:54
技术领域
本发明涉及铝单板加工技术领域,特别涉及一种镂空雕花铝单板的切割边沿流体精磨加工方法。
背景技术
镂空雕花铝单板是由铝单板制成,铝单板是指经过铬化等处理后,再采用氟碳喷涂技术,加工形成的建筑装饰材料,镂空雕花铝单板在切割后需要打磨。
中国专利CN213054005U公开了一种镂空雕花铝单板加工打磨装置,包括装置支架、电机、打磨盘、第一摇柄以及第二摇柄,装置支架顶部设有电机,电机转轴上表面设有打磨盘,第一螺杆左侧设有第一摇柄,第二螺杆右侧设有第二摇柄,圆槽七内部设有第一调节螺杆,圆槽八内部设有第二调节螺杆,第一调节螺杆和第二调节螺杆顶部固定有调节底座。
该专利虽然在一定程度上解决了背景技术中的问题,但是该专利中的打磨装置打磨的是镂空雕花铝单板的表面,在镂空雕花铝单板的切割边沿会出现大量的毛刺,且由于镂空雕花铝单板上有镂空的雕花,使得镂空雕花铝单板的切割边缘为非连续的板材,面积较小的雕花部分在打磨过程中容易出现形变和断落,打磨难度较大。
发明内容
本发明的目的在于提供一种镂空雕花铝单板的切割边沿流体精磨加工方法,采用粗磨、中磨和精磨三道打磨工序,完成镂空雕花铝单板切割边沿的打磨,不同的工序中采用不同的方法精准去除毛刺,实现打磨抛光的效果,打磨精度高,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:一种镂空雕花铝单板的切割边沿流体精磨加工方法,包括以下步骤:
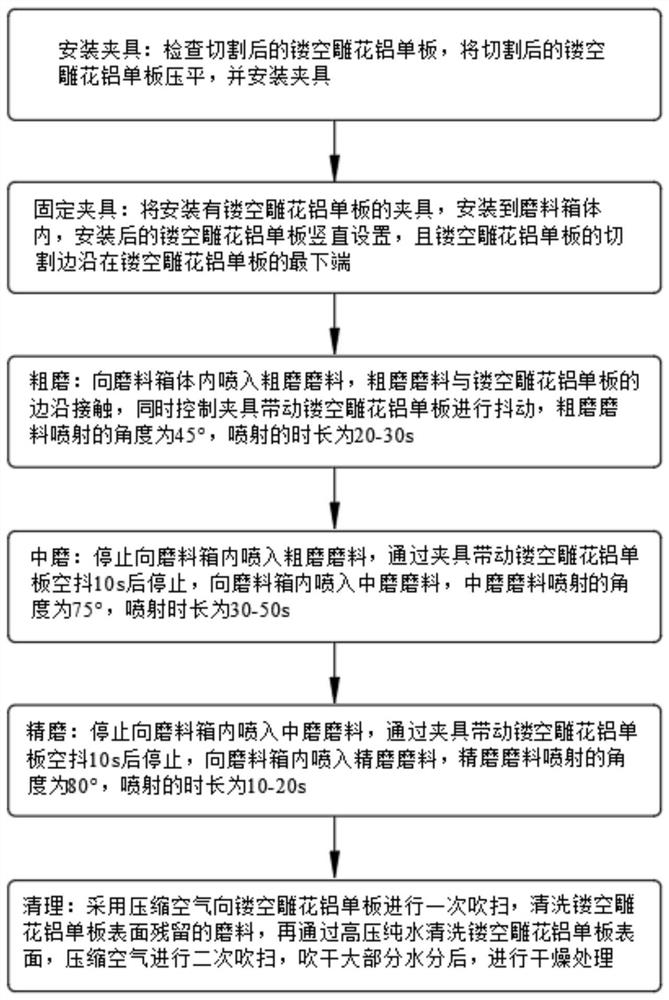
S1安装夹具:检查切割后的镂空雕花铝单板,将切割后的镂空雕花铝单板压平,并安装夹具;
S2固定夹具:将安装有镂空雕花铝单板的夹具,安装到磨料箱体内,安装后的镂空雕花铝单板竖直设置,且镂空雕花铝单板的切割边沿在镂空雕花铝单板的最下端;
S3粗磨:向磨料箱体内喷入粗磨磨料,粗磨磨料与镂空雕花铝单板的边沿接触,同时控制夹具带动镂空雕花铝单板进行抖动,粗磨磨料从镂空雕花铝单板的一侧向镂空雕花铝单板的边沿位置喷射,粗磨磨料喷射的角度为45°,喷射的时长为20-30s;
S4中磨:停止向磨料箱内喷入粗磨磨料,通过夹具带动镂空雕花铝单板空抖10s后停止,向磨料箱内喷入中磨磨料,中磨磨料喷射的角度为75°,喷射时长为30-50s;
S5精磨:停止向磨料箱内喷入中磨磨料,通过夹具带动镂空雕花铝单板空抖10s后停止,向磨料箱内喷入精磨磨料,精磨磨料喷射的角度为80°,喷射的时长为10-20s;
S6清理:采用压缩空气向镂空雕花铝单板进行一次吹扫,清洗镂空雕花铝单板表面残留的磨料,再通过高压纯水清洗镂空雕花铝单板表面,压缩空气进行二次吹扫,吹干大部分水分后,进行干燥处理。
优选的,所述粗磨磨料、中磨磨料和精磨磨料均包括水和磨料颗粒,磨料颗粒与水的体积混合比在10-30%范围。
优选的,所述粗磨磨料颗粒的粒度为50-80目,粗磨磨料的喷射压力为20-50Mpa。
优选的,所述中磨磨料颗粒的粒度为80-100目,中磨磨料的喷射压力为10-40Mpa。
优选的,所述精磨磨料颗粒的料粒度为120-150目,精磨磨料的喷射压力为10-30Mpa。
优选的,所述夹具包括安装板、锁紧柱和分夹具,安装板设置有两块,且两块安装板通过锁紧柱连接,安装板的一侧设置有夹持部,夹持部上等距离的开设有滑槽,滑槽内活动连接有分夹具。
优选的,所述分夹具包括连接柱、夹持头和螺纹锁定杆,连接柱的一端与夹持头固定连接,连接柱的另一端设置有空心柱,空心柱与螺纹锁定杆啮合,螺纹锁定杆的下端与滑槽相抵,空心柱的外壁上设置有限位板,限位板与滑槽卡合,夹持头上设置有斜面。
优选的,所述夹持部和夹持头的下表面均设置有耐磨防滑硅胶层。
优选的,所述S1安装夹具中安装夹具的要求如下:
将镂空雕花铝单板边沿带有毛刺部分露出,并将夹具边沿到毛刺的距离保持3-5mm的距离;
对于镂空雕花铝单板边沿面积较小的雕花部分,使用分夹具做加固夹持,缩短夹具边沿到毛刺的距离,缩短的距离以分夹具覆盖到雕花部分的根部与镂空雕花铝单板的连接位置为基础,适当向雕花部份的末端延伸,不能覆盖到毛刺位置,分夹具的末端可以与毛刺的根部相抵。
优选的,所述分夹具夹持镂空雕花铝单板边沿雕花部分的具体方法如下:
采用夹持部将镂空雕花铝单板边沿以上的部分夹持固定后,镂空雕花铝单板与夹具位置固定;
手动拧松螺纹锁定杆,推动空心柱向夹持头方向移动,夹持头沿镂空雕花铝单板的雕花部分表面移动;
夹持头远离空心柱的一端将毛刺顶起,推向镂空雕花铝单板边沿末端方向,直至夹持头的端部与毛刺的根部位置相抵;
拧紧松螺纹锁定杆,固定连接柱的位置;
调整另一夹持部上与上述镂空雕花铝单板的雕花部分对应的分夹具,直至镂空雕花铝单板的雕花部分两侧的夹持头对其共同夹持。
与现有技术相比,本发明的有益效果是:
1、采用粗磨、中磨和精磨三道打磨工序,完成镂空雕花铝单板切割边沿的打磨,不同的工序中采用不同的方法精准去除毛刺,实现打磨抛光的效果,打磨精度高;
2、在粗磨、中磨和精磨中均采用倾斜的喷射角度,防止磨料从镂空雕花铝单板的镂空的部分向上漫延,避免污染镂空雕花铝单板不需要打磨的部分,减少后续的清理工作;
3、采用夹具固定镂空雕花铝单板,将镂空雕花铝单板切割边沿部分露出,夹具能够对整个镂空雕花铝单板进行夹持固定,防止在镂空雕花铝单板打磨过程中出现形变;
4、在夹具上设置分夹具对镂空雕花铝单板边沿面积小的雕花分布,能够提高镂空雕花铝单板的雕花部分的夹持面积,针对不同位置上的雕花进行加固夹持,防止面积小的雕花部分出现弯曲断裂情况,保证精磨过程中的雕花的稳定性。
附图说明
图1为本发明的精磨加工方法流程图;
图2为本发明的夹具结构图;
图3为本发明的夹具部分结构图;
图4为本发明的分夹具结构图;
图5为本发明的安装有镂空雕花铝单板的夹具结构图。
图中:1、安装板;11、夹持部;111、滑槽;2、锁紧柱;3、分夹具;31、连接柱;311、空心柱;312、限位板;32、夹持头;33、螺纹锁定杆。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-图5,一种镂空雕花铝单板的切割边沿流体精磨加工方法,包括以下步骤:
步骤一:安装夹具,检查切割后的镂空雕花铝单板,将切割后的镂空雕花铝单板压平,并安装夹具;
步骤二:固定夹具,将安装有镂空雕花铝单板的夹具,安装到磨料箱体内,安装后的镂空雕花铝单板竖直设置,且镂空雕花铝单板的切割边沿在镂空雕花铝单板的最下端;
步骤三:粗磨,向磨料箱体内喷入粗磨磨料,粗磨磨料与镂空雕花铝单板的边沿接触,同时控制夹具带动镂空雕花铝单板进行抖动,加速毛刺脱落,粗磨磨料从镂空雕花铝单板的一侧向镂空雕花铝单板的边沿位置喷射,粗磨磨料喷射的角度为45°,喷射的时长为20-30s,粗磨磨料颗粒的粒度为50-80目,粗磨磨料的喷射压力为20-50Mpa;
具体的,粗磨磨料的喷射压力较大,能够以最快的速度将镂空雕花铝单板边沿上粘接的毛刺剔除,倾斜45°角喷射,能够防止喷射的粗磨磨料漫到镂空雕花铝单板边沿以上的部分,减小粗磨磨料的损耗,以及避免污染镂空雕花铝单板雕花部分;
步骤四:中磨,停止向磨料箱内喷入粗磨磨料,通过夹具带动镂空雕花铝单板空抖10s后停止,通过抖动的方式,减少镂空雕花铝单板上粘黏的磨料,向磨料箱内喷入中磨磨料,中磨磨料喷射的角度为75°,喷射时长为30-50s,中磨磨料颗粒的粒度为80-100目,中磨磨料的喷射压力为10-40Mpa;
具体的,在粗磨将大块的毛刺去除后,粒度更细的中磨磨料进行打磨抛光,能够打磨小颗粒的毛刺,同时将中磨磨料设置成75°倾斜喷射,能够防止喷射的粗磨磨料漫到镂空雕花铝单板边沿以上的部分。
步骤五:精磨,停止向磨料箱内喷入中磨磨料,通过夹具带动镂空雕花铝单板空抖10s后停止,加速磨料与镂空雕花铝单板分离,向磨料箱内喷入精磨磨料,精磨磨料喷射的角度为80°,喷射的时长为10-20s,精磨磨料颗粒的料粒度为120-150目,精磨磨料的喷射压力为10-30Mpa;
具体的,在中磨基础上,进一步精磨,扩大打磨的面积,使得整体的光滑度更高。
步骤六:清理,采用压缩空气向镂空雕花铝单板进行一次吹扫,清洗镂空雕花铝单板表面残留的磨料,再通过高压纯水清洗镂空雕花铝单板表面,压缩空气进行二次吹扫,吹干大部分水分后,进行干燥处理。
粗磨磨料、中磨磨料和精磨磨料均包括水和磨料颗粒,磨料颗粒与水的体积混合比在10-30%范围。
夹具包括安装板1、锁紧柱2和分夹具3,安装板1设置有两块,且两块安装板1通过锁紧柱2连接,安装板1的一侧设置有夹持部11,夹持部11的长端不小于镂空雕花铝单板的长度,通过夹持部11固定镂空雕花铝单板的位置,夹持部11上等距离的开设有滑槽111,滑槽111内活动连接有分夹具3。
具体的,安装板1上开设有与锁紧柱2相匹配的活动孔,且安装板1的上设置有安装固定安装孔,通过安装孔将安装板1固定到磨料箱体内,两块安装板1从镂空雕花铝单板的两侧对其进行夹持固定,夹持部11用于夹持镂空雕花铝单板切割边沿以上的部分,锁紧柱2上设置有螺母,通过贯穿安装板1的锁紧柱2,在安装板1将镂空雕花铝单板夹持后,锁紧螺母,使得安装板1与镂空雕花铝单板不能分离。
分夹具3包括连接柱31、夹持头32和螺纹锁定杆33,连接柱31的一端与夹持头32固定连接,连接柱31的另一端设置有空心柱311,空心柱311与螺纹锁定杆33啮合,螺纹锁定杆33的下端与滑槽111相抵,空心柱311的外壁上设置有限位板312,限位板312与滑槽111卡合,限位板312防止空心柱311从滑槽111上方脱离,夹持头32上设置有斜面,斜面用于磨粒下移,为磨料起到导向作用,防止磨料向镂空雕花铝单板边沿以上的部分移动,避免污染镂空雕花铝单板。
夹持部11和夹持头32的下表面均设置有耐磨防滑硅胶层。
具体的,通过耐磨防滑硅胶层对镂空雕花铝单板进行夹持,固定镂空雕花铝单板的位置,同时避免划伤镂空雕花铝单板。
步骤一安装夹具中安装夹具的要求如下:
将镂空雕花铝单板边沿带有毛刺部分露出,并将夹具边沿到毛刺的距离保持3-5mm的距离;
对于镂空雕花铝单板边沿面积较小的雕花部分,使用分夹具3做加固夹持,缩短夹具边沿到毛刺的距离,缩短的距离以分夹具3覆盖到雕花部分的根部与镂空雕花铝单板的连接位置为基础,适当向雕花部份的末端延伸,不能覆盖到毛刺位置,分夹具3的末端可以与毛刺的根部相抵,毛刺的根部是指毛刺与镂空雕花铝单板边沿连接的端部位置。
分夹具3夹持镂空雕花铝单板边沿雕花部分的具体方法如下:
采用夹持部11将镂空雕花铝单板边沿以上的部分夹持固定后,镂空雕花铝单板与夹具位置固定;
手动拧松螺纹锁定杆33,推动空心柱311向夹持头32方向移动,夹持头32沿镂空雕花铝单板的雕花部分表面移动;
夹持头32远离空心柱311的一端将毛刺顶起,也能将部分毛刺带起,加速后续对毛刺的清理工作,避免顽固毛刺造成雕花部分弯曲,推向镂空雕花铝单板边沿末端方向,直至夹持头32的端部与毛刺的根部位置相抵;
拧紧松螺纹锁定杆33,固定连接柱31的位置;
调整另一夹持部11上与上述镂空雕花铝单板的雕花部分对应的分夹具3,直至镂空雕花铝单板的雕花部分两侧的夹持头32对其共同夹持。
具体的,通过增加分夹具3,能够提高镂空雕花铝单板的雕花部分的夹持面积,针对不同位置上的雕花进行加固夹持,防止面积小的雕花部分出现弯曲断裂情况,从而保证镂空雕花铝单板在精磨过程中不变形。
综上所述:本发明提出的一种镂空雕花铝单板的切割边沿流体精磨加工方法,采用粗磨、中磨和精磨三道打磨工序,完成镂空雕花铝单板切割边沿的打磨,不同的工序中采用不同的方法精准去除毛刺,实现打磨抛光的效果,打磨精度高;在粗磨、中磨和精磨中均采用倾斜的喷射角度,防止磨料从镂空雕花铝单板的镂空的部分向上漫延,避免污染镂空雕花铝单板不需要打磨的部分,减少后续的清理工作;采用夹具固定镂空雕花铝单板,将镂空雕花铝单板切割边沿部分露出,夹具能够对整个镂空雕花铝单板进行夹持固定,防止在镂空雕花铝单板打磨过程中出现形变;在夹具上设置分夹具3对镂空雕花铝单板边沿面积小的雕花分布,能够提高镂空雕花铝单板的雕花部分的夹持面积,针对不同位置上的雕花进行加固夹持,防止面积小的雕花部分出现弯曲断裂情况,保证精磨过程中的雕花的稳定性。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明披露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种纺织服装自动切割加工设备及服装自动切割加工方法
- 一种橡胶木刨切单板的加工方法和加工系统
- 一种镂空雕花铝单板加工打磨装置
- 一种铝单板加工精磨加工用水洗装置