一种采样拭子用包装机
文献发布时间:2023-06-19 09:57:26
技术领域
本发明属于包装机械技术领域,具体涉及一种采样拭子用包装机。
背景技术
一次性采样拭子适用于微生物的采集,可协助医院或者实验室检测病毒或者研究病毒采样使用,供人体或者是动物自然腔道,如咽喉、鼻腔、口腔、阴道等部位沾取生物样本检验用。也可用于人体口腔或鼻腔的疾病检测,需要采用采样拭子进行口腔表皮细胞或鼻腔病毒样本的采集,并将细胞或样本保存于采集管,再转移至化验室进行检测。
通常的,采样拭子通过四边封包装设备进行包装,如专利号为CN105151360B中公开的四边封包装机,包括前后依次设置的物料输送平台、前传送带组、后传送带组、四边封机构、纵切切断机构和横切切断机构,物料输送平台的出料端设有上导辊引入上包装膜,设有下导辊引入下包装膜,前传送带组包括并排设置的若干前传送带单元,前传送带单元之间相互离开一定距离让物料从中间通过,每组前传送带单元的侧边设有上下热封铜条对经过的上下包装膜进行预热封,后传送带组包括并排设置的若干后传送带单元,后传送带单元由传送面相互贴紧的后上下传送带组成,后上下传送带为海绵材料,后传送带单元之间相互靠近。
但是,四边封包装设备在进行热封过程中,输送带需要暂停输送过程,等待热封完成再继续输送,导致生产效率低,且由于拭子的特殊结构,常规的四边封包装设备难以对拭子进行高速有效的包装过程。
发明内容
本发明是为了避免现有技术存在的不足之处,提供了一种生产效率高、包装效果好的采样拭子用包装机。
本发明解决技术问题采用如下技术方案:一种采样拭子用包装机,其特征在于,包括主机身、上料机构、放膜机构、牵引机构、热封机构、以及出料机构,所述热封机构设置在主机身上,所述牵引机构设置在热封机构的前后两侧,所述上料机构以及放膜机构均设置在主机身前侧,所述牵引机构与放膜机构相配合,所述放膜机构用以放置塑料卷材,所述牵引机构带动塑料卷材进行前后方向的直线运动,所述出料机构设置在主机身后侧;所述热封机构包括滑台组件、底板组件以及两个并列设置的热封单元,两个所述热封单元同步运动,所述底板组件设置在滑台组件上,所述滑台组件带动底板组件进行前后方向的直线运动,所述热封单元设置在底板组件上,所述热封单元包括驱动气缸、气缸固定板、导向柱组件、导向板、加热板以及热封模具,所述驱动气缸设置在气缸固定板上,两个所述导向柱组件设置在气缸固定板下方两侧,所述驱动气缸的输出端与导向板相连接,所述导向板套设在导向柱组件上且位于气缸固定板下方,所述加热板设置在导向板下方,所述热封模具设置在加热板下方。
在一个实施例中,所述滑台组件包括固定座、丝杆、滑座以及伺服电机,所述固定座设置在主机身上方,所述丝杆设置在固定座内,所述滑座套设在丝杆上且可沿丝杆进行前后方向的直线运动,所述伺服电机设置在主机身上且与丝杆相配合。
在一个实施例中,所述导向柱组件包括导柱以及套设在导柱上的两个导柱底座,一个所述导柱底座设置在导向板上,另一个所述导柱底座设置在底板组件上。
在一个实施例中,所述导向板与加热板之间设置有隔热块。
在一个实施例中,所述上料机构包括上料架、输送轨道以及上料电机,所述输送轨道设置在上料架上,所述上料电机驱动输送轨道运动,所述输送轨道延伸至牵引机构,所述输送轨道用以输送拭子。
在一个实施例中,所述牵引机构包括前牵引单元以及后牵引单元,所述前牵引单元设置在上料机构与热封机构之间,所述前牵引单元包括上引导组件、下引导组件、牵引组件,所述上引导组件与下引导组件分别设置在主机身的上下两侧,所述上引导组件以及下引导组件均包括多个导辊;所述牵引组件包括牵引辊、调节组件以及牵引固定板,所述牵引固定板设置在牵引辊的两端,所述调节组件包括压力调节螺栓、调节手柄、弹簧,所述压力调节螺栓设置在牵引固定板内且与牵引辊相配合,所述压力调节螺栓上套设在有弹簧,所述调节手柄与压力调节螺栓相连接。
在一个实施例中,所述放膜机构设置有两个,一个所述放膜机构设置在主机身上方且与上引导组件相配合,另一个所述放膜机构设置在主机身下方且与下引导组件相配合,所述放膜机构包括放膜固定板、放膜轴承座、放膜气涨轴以及纠偏板,所述放膜固定板与上料架相连接,所述放膜轴承座设置在放膜固定板上,所述放膜气涨轴设置在放膜轴承座上,所述纠偏板套设在放膜气涨轴上。
在一个实施例中,所述后牵引单元包括后牵引辊、后牵引板、纵切刀件、横切刀件、纵切压辊以及两个调节机构,所述后牵引辊两端设置在后牵引板上,所述纵切刀件设置在后牵引辊前侧,所述纵切压辊设置在纵切刀件上方,一个所述调节机构与纵切压辊相配合,所述横切刀件设置在牵引辊后侧,另一个所述调节机构与后牵引辊相配合。
在一个实施例中,所述出料机构包括出料输送带、传动电机以及出料传动轴,所述出料传动轴设置在两个后牵引板之间,所述传动电机与出料传动轴相连接,所述出料传动轴带动出料输送带转动,所述出料输送带设置在横切刀件后方。
所述热封机构前后两侧各设置有一个接近开关,所述接近开关用以控制伺服电机的转动方向。
本发明通过上料机构对拭子进行输送,通过两个放膜机构以及牵引机构将两个塑料膜进行输送,两个塑料膜分别位于拭子的上下两侧,将拭子包住构成包装袋结构,然后通过热封机构进行热封,之后通过后牵引单元切断之后引出至出料机构进行出料,整体自动化程度高,运行稳定,包装质量好。
热封机构由两个热封单元以及滑台构成,由滑台实现热封单元在热封过程中,沿物料的输送方向以相同的速度一起运动,热封完成之后,再退回至原位,再继续进行夹持的运动热封过程,实现不停机的热封工作,极大的提高了生产效率。
上料机构通过输送轨道可以放置六列的拭子,同时进行输送,单次可以进行六个拭子的热封包装成型,效率高。
前牵引单元采用上引导组件、下引导组件、牵引组件,由上引导组件对位于上方的放膜机构上的塑料卷材进行引导输送,由下引导组件对位于下方的放膜机构上的塑料卷材进行引导输送,通过多个导辊保证张力,保证包装质量。放膜机构采用放膜固定板、放膜轴承座、放膜气涨轴以及纠偏板的结构,实现对塑料卷材的放置以及放膜操作,放膜方向稳定。后牵引单元在牵引的同时进行切断,产品成型,顺利进入出料机构进行成品的输送。
附图说明
本文所描述的附图仅用于所选择实施例的阐述目的,而不代表所有可能的实施方式,且不应认为是本发明的范围的限制。
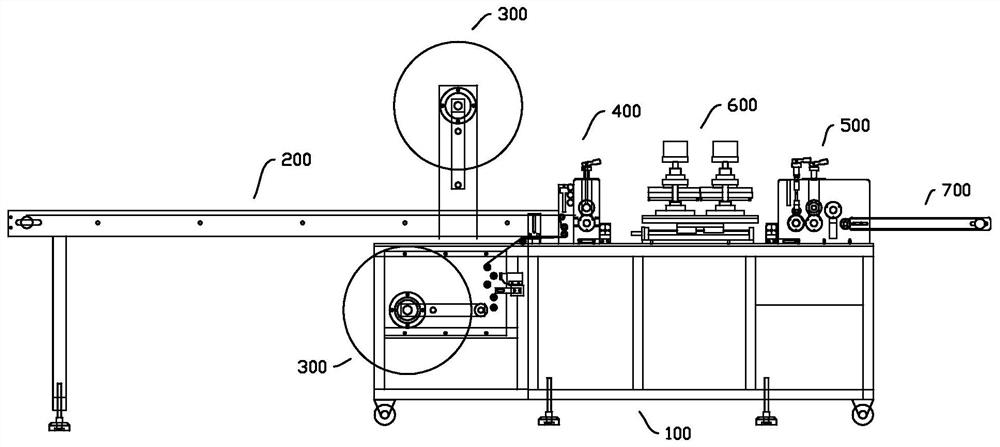
图1示意性地示出了根据本发明实施例的一种采样拭子用包装机的整体侧视结构;
图2示意性地示出了根据本发明实施例的一种采样拭子用包装机的整体俯视结构;
图3示意性地示出了根据本发明实施例的一种采样拭子用包装机的热封机构的整体侧视结构;
图4示意性地示出了根据本发明实施例的一种采样拭子用包装机的热封机构的整体俯视结构;
图5示意性地示出了根据本发明实施例的一种采样拭子用包装机的热封模具的仰视结构;
图6示意性地示出了根据本发明实施例的一种采样拭子用包装机的放膜机构结合前牵引单元的结构;
图7示意性地示出了根据本发明实施例的一种采样拭子用包装机的后牵引单元结合出料机构的结构。
具体实施方式
下面,参照附图详细描述本发明的实施例,为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。
因此,以下对结合附图提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例,基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本文使用的术语旨在解释实施例,并且不旨在限制和/或限定本发明。需要理解的是,术语“前”、“后”、“左”、“右”、“上”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,或者是本领域技术人员惯常理解的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
下面,参照图1至图7,详细描述根据本发明的优选实施方式。
图1为本发明实施例的整体处于侧视方向的平面结构示意图。
图2为本发明实施例的整体处于俯视方向的平面结构示意图。
图3为本发明实施例的热封机构的整体处于侧视方向的平面结构示意图。
图4为本发明实施例的热封机构的整体处于俯视方向的平面结构示意图。
图5为本发明实施例的热封模具处于仰视方向的平面结构示意图。
图6为本发明实施例的放膜机构结合前牵引单元的平面结构示意图。
图7为本发明实施例的后牵引单元结合出料机构的平面结构示意图。
根据本发明的一个实施例的一种采样拭子用包装机,包括主机身100、上料机构200、放膜机构300、牵引机构、热封机构600、以及出料机构700,所述热封机构600设置在主机身100上,所述牵引机构设置在热封机构600的前后两侧,所述上料机构200以及放膜机构300均设置在主机身100前侧,所述牵引机构与放膜机构300相配合,所述放膜机构300用以放置塑料卷材1000,所述牵引机构带动塑料卷材1000进行前后方向的直线运动,所述出料机构700设置在主机身100后侧。由上料机构对拭子进行运送,由放膜机构以及牵引机构对塑料卷材100(塑料膜带)进行放卷以及运送,并将拭子夹持在两个塑料膜之间,通过热封机构进行不停机的热封,由牵引机构出料机构进行切断以及成品的运输过程。
具体的,在一个实施例中,热封机构600包括滑台组件610、底板组件620以及两个并列设置的热封单元630,两个所述热封单元630同步运动,所述底板组件620设置在滑台组件610上,所述滑台组件610带动底板组件620进行前后方向的直线运动,所述热封单元630设置在底板组件620上,所述热封单元630包括驱动气缸631、气缸固定板632、导向柱组件、导向板634、加热板635以及热封模具636,所述驱动气缸631设置在气缸固定板632上,两个所述导向柱组件设置在气缸固定板632下方两侧,所述驱动气缸631的输出端与导向板634相连接,所述导向板634套设在导向柱组件上且位于气缸固定板632下方,所述加热板635设置在导向板634下方,所述热封模具636设置在加热板635下方,滑台组件610包括固定座611、丝杆612、滑座613以及伺服电机614,所述固定座611设置在主机身100上方,所述丝杆612设置在固定座611内,所述滑座613套设在丝杆612上且可沿丝杆612进行前后方向的直线运动,所述伺服电机614设置在主机身100上且与丝杆612相配合。
其中,底板组件包括一个底板以及贴合设置在底板上的硅胶板,由硅胶板配合热封模具进行压合使用。
同时,在热封机构600前后两侧各设置有一个接近开关10,所述接近开关10用以控制伺服电机614的转动方向,接近开关10与底板组件相配合,当滑台组件带动底板组件往前或后方向运动,该侧的接近开关接收到信号之后,滑台组件的电机开始反转,滑台组件带动底板组件往另一个方向运动,如此反复。例如,在滑座613处于最前侧的位置时,控制气缸向下输出,带动热封模具压合在在硅胶板上对包装膜带进行热封,在压合的同时,伺服电机转动带动滑座往后侧运动,即带动热封单元往右侧运动,且运动速度与包装膜带的速度一致,相当于热封单元将包装膜带夹持的同时一起往后方运动,在此过程中完成热封过程,再到达最后侧时(后侧的接近开关),气缸回复原位,热封模具向上运动脱离包装膜带,同时伺服电机反转,热封单元整体往前侧运动,直至达到最前侧(前侧的接近开关),气缸带动热封模具下压,同时伺服电机反转,开始下一次的热封作业。
其中,热封模具636底面开设有相应的6个热封口,呈矩形状,一个热封口刚好对应一个拭子的包装袋,单个热封单元单次可以完成六个并排拭子的热封,两个热封单元同时运动,单次可以完成12个拭子的热封。
其中,导向柱组件包括导柱601以及套设在导柱601上的两个导柱底座602,一个所述导柱底座602设置在导向板634上,另一个所述导柱底座602设置在底板组件620上。导向板在气缸的驱动下在两个导柱上运动,带动下方的热封模具以及相应的部件的运动,实现下压以及上升。
相应的,在导向板634与加热板635之间设置有隔热块603,避免热量传导至导向板。
具体的,上料机构200包括上料架210、输送轨道220以及上料电机,所述输送轨道220设置在上料架210上,所述上料电机驱动输送轨道220运动,所述输送轨道220延伸至牵引机构,所述输送轨道220用以输送拭子。
具体的,牵引机构包括前牵引单元400以及后牵引单元500,前牵引单元400设置在上料机构200与热封机构600之间,所述前牵引单元400包括上引导组件410、下引导组件420、牵引组件430,所述上引导组件410与下引导组件420分别设置在主机身100的上下两侧,所述上引导组件410以及下引导组件420均包括多个导辊401,导辊采用铝导辊即可,前后错落分布,提供张力;牵引组件430包括牵引辊431、调节组件433以及牵引固定板432,所述牵引固定板432设置在牵引辊431的两端,所述调节组件433包括压力调节螺栓402、调节手柄403、弹簧404,所述压力调节螺栓402设置在牵引固定板432内且与牵引辊431相配合,所述压力调节螺栓402上套设在有弹簧404,所述调节手柄403与压力调节螺栓402相连接,通过调节手柄调节压力调节螺栓,继而调节压力。
具体的,放膜机构300设置有两个,一个所述放膜机构300设置在主机身100上方且与上引导组件410相配合,另一个所述放膜机构300设置在主机身100下方且与下引导组件420相配合,所述放膜机构300包括放膜固定板310、放膜轴承座320、放膜气涨轴330以及纠偏板340,由纠偏板保证放卷方向,所述放膜固定板310与上料架210相连接,所述放膜轴承座320设置在放膜固定板310上,所述放膜气涨轴330设置在放膜轴承座320上,所述纠偏板340套设在放膜气涨轴330上。气涨轴是一种特制的放卷轴,经过高压充气后表面部分可以膨胀,放气后表面部分迅速缩回,放膜固定板与上料架固定连接即可,
具体的,后牵引单元500包括后牵引辊510、后牵引板520、纵切刀件530、横切刀件540、纵切压辊550以及两个调节机构560,调节机构560采用与调节组件433一致的结构即可,调节施加的压力,所述后牵引辊510两端设置在后牵引板520上,所述纵切刀件530设置在后牵引辊510前侧,所述纵切压辊550设置在纵切刀件530上方,一个所述调节机构560与纵切压辊550相配合,所述横切刀件540设置在牵引辊431后侧,另一个所述调节机构560与后牵引辊510相配合。首先由纵切刀件对整体的包装袋进行纵切,构成六个包装条,通过牵引辊之间进入横切机构进行横切,进行切断,构成六个完成的包装袋结构。
具体的,出料机构700包括出料输送带710、传动电机以及出料传动轴720,所述出料传动轴720设置在两个后牵引板520之间,所述传动电机与出料传动轴720相连接,所述出料传动轴720带动出料输送带710转动,所述出料输送带710设置在横切刀件540后方。具有拭子的包装袋生产完成之后由出料机构进行输送,完成生产。
需要注意的是,在本发明中,零部件之间未说明的连接方式均采用领域内常用的连接方式即可。
本发明的范围并非由上述描述的实施方式来限定,而是由所附的权利要求书及其等价物来限定。
- 一种采样拭子用包装机
- 一种采样拭子用保存管