一种刀具状态监测方法及装置、设备、存储介质
文献发布时间:2023-06-19 10:05:17
技术领域
本申请实施例涉及但不限于数控机床加工领域,尤其涉及一种刀具状态监测方法及装置、设备、存储介质。
背景技术
在数控机床加工过程中,数控刀具并非一直处于理想状态。由于刀具工作环境是不断变化的,而且影响刀具磨损状态的因素很多,例如装夹的稳定性、切削参数的合理性、加工材料的均匀性和一致性等,导致对刀具磨损状态判断的准确性低,进而导致操作人员无法准确把握换刀时机。过早换刀会造成对刀具使用寿命的浪费,反之会影响加工工件的质量,甚至于出现残次品。因此,需要对运行中的刀具磨损状态进行有效地监测,以便工人可以实时了解加工过程中刀具的状态,适时换刀。相关技术中对刀具磨损状态进行监测的方案,通常对刀具磨损状态的描述不够全面,导致监测的准确性并不高,从而会产生一定的虚警情况。
发明内容
有鉴于此,本申请实施例提供一种刀具状态监测方法及装置、设备、存储介质。
本申请实施例的技术方案是这样实现的:
一方面,本申请实施例提供一种刀具状态监测方法,所述方法包括:
获取待监测刀具在运行时产生的冲振波信号;
对所述冲振波信号进行特征提取,得到所述冲振波信号的波形特征、小波特征和时频特征;
基于所述波形特征、小波特征和时频特征,采用预先训练好的至少两种不同类型的分类模型,分别对所述冲振波信号进行分类,得到每一所述分类模型的分类结果;
根据各分类模型的权重,对各分类结果进行投票,得到所述待监测刀具的状态。
另一方面,本申请实施例提供一种刀具状态监测装置,所述装置包括:
第一获取模块,用于获取待监测刀具在运行时产生的冲振波信号;
提取模块,用于对所述冲振波信号进行特征提取,得到所述冲振波信号的波形特征、小波特征和时频特征;
分类模块,用于基于所述波形特征、小波特征和时频特征,采用预先训练好的至少两种不同类型的分类模型,分别对所述冲振波信号进行分类,得到每一所述分类模型的分类结果;
投票模块,用于根据各分类模型的权重,对各分类结果进行投票,得到所述待监测刀具的状态。
再一方面,本申请实施例提供一种刀具状态监测设备,包括存储器和处理器,所述存储器存储有可在处理器上运行的计算机程序,所述处理器执行所述程序时实现本申请实施例提供的方法。
又一方面,本申请实施例提供一种计算机可读存储介质,其上存储有计算机程序,该计算机程序被处理器执行时实现本申请实施例提供的方法。
本申请实施例中,首先,通过监测刀具运行过程中产生的冲振波信号来监测刀具的状态,由于冲振波可以更好地描述刀具在磨损、破损和磨钝过程中所产生的弹性波,能够直接反应刀具在加工过程中的实际状态,因此可以提高运行过程中对刀具的状态识别和优劣性评估的准确性;其次,采用波形特征、时频特征、小波特征从多个维度描述冲振波信号的特征,可以进一步提高各分类模型的分类准确性;最后,采用多种不同类型的分类模型对冲振波信号进行分类,并通过投票得到最终识别结果,可以从不同角度综合评估刀具的状态,以进一步提高刀具状态识别和优劣性评估的准确性。这样,可以有效保证加工过程中刀具的使用寿命得到充分利用,并能有效避免刀具磨损和崩刃后继续加工,从而可以降低加工过程中的次品率和废品率,以及避免刀具损坏后对设备造成的次生灾害。
附图说明
图1A为相关技术中刀具状态监测方法的实现流程示意图;
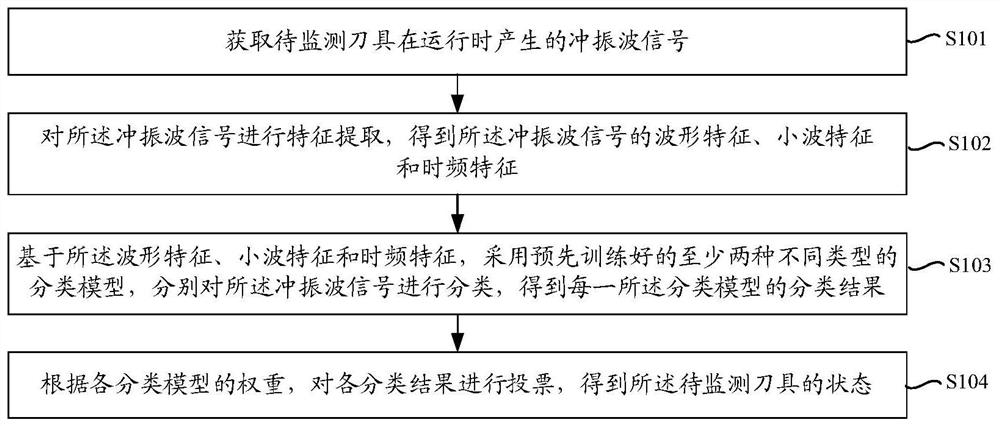
图1B为本申请实施例提供的一种刀具状态监测方法的实现流程示意图;
图2为本申请实施例提供的一种刀具状态监测方法的实现流程示意图;
图3为本申请实施例提供的一种刀具状态监测方法的实现流程示意图;
图4为本申请实施例提供的一种刀具状态监测方法的实现流程示意图;
图5为本申请实施例提供的一种刀具状态监测方法的实现流程示意图;
图6为本申请实施例提供的一种刀具状态监测方法的实现流程示意图;
图7A为本申请实施例提供的一种刀具状态监测方法的流程模块示意图;
图7B为本申请实施例提供的一种刀具状态监测方法的实现流程示意图;
图8为本申请实施例提供的一种刀具状态监测装置的组成结构示意图。
具体实施方式
为了使本申请的目的、技术方案和优点更加清楚,下面结合附图和实施例对本申请的技术方案进一步详细阐述,所描述的实施例不应视为对本申请的限制,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本申请保护的范围。
在以下的描述中,涉及到“一些实施例”,其描述了所有可能实施例的子集,但是可以理解,“一些实施例”可以是所有可能实施例的相同子集或不同子集,并且可以在不冲突的情况下相互结合。
如果申请文件中出现“第一/第二”的类似描述则增加以下的说明,在以下的描述中,所涉及的术语“第一\第二\第三”仅仅是区别类似的对象,不代表针对对象的特定排序,可以理解地,“第一\第二\第三”在允许的情况下可以互换特定的顺序或先后次序,以使这里描述的本申请实施例能够以除了在这里图示或描述的以外的顺序实施。
除非另有定义,本文所使用的所有的技术和科学术语与属于本申请的技术领域的技术人员通常理解的含义相同。本文中所使用的术语只是为了描述本申请实施例的目的,不是旨在限制本申请。
为了更好地理解本申请实施例提供的刀具状态监测方法,首先对相关技术中采用的刀具状态监测方法进行简单说明。
由于机床刀具及部件的状态对加工机床寿命及加工件的精度影响较大,而现阶段刀具缺乏有效的监测,无法为工件质量提供强有力的保障。相关技术中,主要通过对机床本身数据(如机床主轴功率、电流及电压)的监控,基于刀具与工件之间的切削力对机床本身数据的影响进行建模,分析刀具的状态。图1A为相关技术中刀具状态监测方法的实现流程示意图,如图1A所示,该方法包括如下流程模块:机床主轴电流、电压及功率采集模块11、趋势预测模块12、功率分析模块13、机器学习分析模块14和状态判断模块15,机床主轴电流、电压及功率采集模块11可以实现对机床主轴电流、电压及功率的采集,趋势预测模块12、功率分析模块13、机器学习分析模块14可以分别基于机床主轴电流、电压及功率采集模块11采集的机床主轴电流、电压及功率数据进行刀具劣化趋势分析、功率分析及基于机器学习机床数据分析,状态判断模块15可以基于趋势预测模块12、功率分析模块13以及机器学习分析模块14的分析结果对刀具的状态进行判断。
上述相关技术中的刀具状态监测方法中,由于机床主轴电流、电压及功率的变化不能直接反馈刀具自身的问题,且对刀具磨损状态的描述也不够全面,会产生一定的虚警情况。
基于上述相关技术中存在的问题,本申请实施例提供一种基于冲振波技术的刀具状态监测方法,该方法可以由计算机设备的处理器执行。图1B为本申请实施例提供的一种刀具状态监测方法的实现流程示意图,如图1B所示,该方法包括以下步骤:
步骤S101,获取待监测刀具在运行时产生的冲振波信号;
这里,待监测刀具可以是任意合适的用于切削加工的电动刀具,包括但不限于电动切割机中的切割刀片、数控机床加工过程中的数控刀具等。
刀具在运行时会产生大量的冲振波信号,根据冲振波信号能够直接反应刀具在加工过程中的实际状态。冲振波信号的产生机理可以是:材料本身受外力作用时能量快速释放会产生瞬态弹性波,这种弹性波达到材料表面后引起材料振动,该振动属于一种机械波,由于其波形形状类似于冲击和阻尼振荡的形状,故又称冲振波。冲振波产生的源头可以包括:流体介质泄露、氧化层开裂、材料裂纹或摩擦。刀具在加工过程中磨损、破损和磨钝发生时,会释放大量连续型和突发型的冲振波,因此,可以采用冲振波信号作为刀具在线监测的信号。
冲振波信号可以是计算机设备采集的,也可以是其他信号采集终端采集后,计算机设备从该信号采集终端获取的。在实施时,本领域技术人员可以根据实际情况采用合适的方式获取待监测刀具在运行时产生的冲振波信号,这里并不限定。
步骤S102,对所述冲振波信号进行特征提取,得到所述冲振波信号的波形特征、小波特征和时频特征;
这里,波形特征表示根据冲振波的产生机理,在具体应用中反应刀具劣化指标的冲振波信号波形特征参数,包括但不限于持续时间、幅值、上升时间、拐点个数、平均频率、有效值、标准差、峭度、峰值频率等中的一种或多种。在实施时,本领域技术人员可以根据要提取的波形特征,基于数字信号处理技术原理,采用任意合适的算法对冲振波信号进行计算,得到相应的波形特征,这里并不限定。
小波特征可以包括冲振波信号的能量特征和信息熵特征等。提取小波特征可以从频域的角度考虑,刀具在不同状态下,弹性波信号会有不同频率的分布。在实施时,本领域技术人员可以采用任意合适的数字信号处理技术对冲振波信号进行小波特征提取,得到小波特征,这里并不限定。在一些实施例中,可以对冲振波信号进行小波分解和重构,得到重构信号,进一步对重构信号进行能量和信息熵特征提取,得到能量特征和信熵特征。例如,可以对冲振波信号进行3层小波分解和重构,得到8个频段的重构信号,并进一步对重构信号进行能量和信息熵特征提取。
时频特征可以包括但不限于冲振波信号的有效值、标准差、峭度、重心频率、均方频率、频率方差等中的一种或多种。在实施时,本领域技术人员可以根据要提取的时频特征,基于数字信号处理技术原理,采用任意合适的算法对冲振波信号进行计算,得到相应的时频特征,这里并不限定。
步骤S103,基于所述波形特征、小波特征和时频特征,采用预先训练好的至少两种不同类型的分类模型,分别对所述冲振波信号进行分类,得到每一所述分类模型的分类结果;
这里,可以预先训练好至少两种不同类型的分类模型,不同类型的分类模型可以基于提取的波形特征、小波特征和时频特征,从不同角度评估刀具的状态。在实施时,分类模型可以是统计模型,也可以是机器学习模型,本领域技术人员可以根据实际情况选择至少两种不同类型的分类模型,这里并不限定。
分类模型的分类结果可以是特定的磨损状态,也可以是各磨损状态的置信度得分,本申请实施例对此并不限定。
在一些实施例中,所述至少两种不同类型的分类模型可以包括以下至少两种模型类型:梯度下降树(Gradient Boost Decision Tree,GBDT)模型、自适应增强(AdaptiveBoosting,AdaBoost)分类器、支持向量机(Support Vector Machine,SVM)模型、K最近邻(K-Nearest Neighbor,KNN)模型和逻辑回归(logistics regression,LR)模型。
步骤S104,根据各分类模型的权重,对各分类结果进行投票,得到所述待监测刀具的状态。
这里,可以为各分类模型确定一个权重。在对各分类结果进行投票时,权重值越大的分类模型的分类结果所占的权重越重,相应地,该分类结果对最终得到的待检测刀具的状态的影响越大。在实施时,各分类模型的权重可以是相等的,也可以是不同的;各分类模型的权重可以是预先设定的默认值,也可以是根据历史投票结果的准确性动态调整的,本申请实施例对此并不限定。
刀具的状态可以是根据实际需求进行划分的,可以包括但不限于正常状态、磨损状态、崩刃状态等中的一种或多种。在刀具运行过程中,对于不同磨损状态的刀具需要进行不同的维护操作。例如,处于正常状态的刀具,可以进行正常运行,不需要进行置换;处于磨损状态的刀具,已经受到一定程度的磨损,不能继续正常运行,需要进行置换;处于崩刃状态的刀具,也不能正常运行,并可能对加工设备造成次生灾害,需要立即进行置换。
在一些实施例中,可以利用获取的待监测刀具的冲振波信号和基于该冲振波信号得到的待监测刀具的状态,对训练好的各分类模型进行再次训练,以实现对各分类模型的持续学习。
本申请实施例提供的刀具状态监测方法,首先,通过监测刀具运行过程中产生的冲振波信号来监测刀具的状态,由于冲振波可以更好地描述刀具在磨损、破损和磨钝过程中所产生的弹性波,能够直接反应刀具在加工过程中的实际状态,因此可以提高运行过程中对刀具的状态识别和优劣性评估的准确性;其次,采用波形特征、时频特征、小波特征从多个维度描述冲振波信号的特征,可以进一步提高各分类模型的分类准确性;最后,采用多种不同类型的分类模型对冲振波信号进行分类,并通过投票得到最终识别结果,可以从不同角度综合评估刀具的状态,以进一步提高刀具状态识别和优劣性评估的准确性。这样,可以有效保证加工过程中刀具的使用寿命得到充分利用,并能有效避免刀具磨损和崩刃后继续加工,从而可以降低加工过程中的次品率和废品率,以及避免刀具损坏后对设备造成的次生灾害。
本申请实施例提供一种刀具状态监测方法,如图2所示,所述方法可以由计算机设备的处理器执行,包括:
步骤S201,获取待监测刀具在运行时产生的冲振波信号;
这里,上述步骤S201与前述步骤S101的描述是类似的,在实施时,可以参照前述步骤S101的具体实施方式。
步骤S202,基于特定的波形条件,从所述冲振波信号中提取突发型冲振波信号;
这里,刀具磨损后本身材料发生变化,会产生突发型的冲振波信号,通过特定的波形条件,可以从刀具在运行时产生的冲振波信号中提取突发型冲振波信号。这里,特定的波形条件为突发型冲振波波形的判定条件,可以包括但不限于幅度超过幅度阈值、持续时长超过持续时长阈值、拐点个数超过拐点个数阈值、上升时间超过上升时间阈值、平均频率超过平均频率阈值等中的一种或多种。在实施时,特定的波形条件可以是默认的,也可以是用户设定的的,还可以是通过机器学习算法基于历史数据自动学习得到的,本领域技术人员可以根据实际情况确定合适的波形条件,这里并不限定。例如,波形条件可以是波形幅度超过特定的幅度阈值,这样,可以确定冲振波信号中幅度超过特定的幅度阈值的时间区间,将冲振波信号在该时间区间对应的信号提取出来,即为突发型冲振波。
步骤S203,分别对所述突发型冲振波信号进行波形特征提取处理、小波特征提取处理和时频特征提取处理,得到所述波形特征、小波特征、时频特征;
这里,对突发型冲振波信号进行波形特征提取处理、小波特征提取处理和时频特征提取处理的过程与前述步骤S102中对冲振波信号进行波形特征提取处理、小波特征提取处理和时频特征提取处理的过程是类似的,在实施时,可以参照前述步骤S102中的实施过程,这里不作赘述。
步骤S204,基于所述波形特征、小波特征和时频特征,采用预先训练好的至少两种不同类型的分类模型,分别对所述冲振波信号进行分类,得到每一所述分类模型的分类结果;
步骤S205,根据各分类模型的权重,对各分类结果进行投票,得到所述待监测刀具的状态。
这里,上述步骤S204至S205与前述步骤S103至S104的描述是类似的,在实施时,可以参照前述步骤S103至S104的具体实施方式。
本申请实施例提供的刀具状态监测方法,基于特定的波形条件,从冲振波信号中提取突发型冲振波信号,并分别对突发型冲振波信号进行波形特征提取处理、小波特征提取处理和时频特征提取处理,得到波形特征、小波特征、时频特征。这样,由于刀具磨损后通常会产生突发型冲振波信号,因此,在进行特征提取前先检测并提取冲振波信号中的突发型冲振波信号,并对突发型冲振波信号进行特征提取,可以有效缩小异常刀具状态的识别范围,从而可以进一步提高刀具状态识别和优劣性评估的准确性。
本申请实施例提供一种刀具状态监测方法,如图3所示,所述方法可以由计算机设备的处理器执行,包括:
步骤S301,获取待监测刀具在运行时产生的冲振波信号;
步骤S302,基于特定的波形条件,从所述冲振波信号中提取突发型冲振波信号;
步骤S303,分别对所述突发型冲振波信号进行波形特征提取处理、小波特征提取处理和时频特征提取处理,得到所述波形特征、小波特征、时频特征;
这里,上述步骤S301至S303与前述步骤S201至S203的描述是类似的,在实施时,可以参照前述步骤S201至S203的具体实施方式。
步骤S304,对所述波形特征、小波特征和时频特征分别进行归一化处理,得到归一化后的波形特征、小波特征和时频特征;
这里,可以采用任意合适的归一化方法对波形特征、小波特征和时频特征分别进行归一化处理,包括但不限于(0,1)标准化、Z-score标准化或函数转换等。
步骤S305,对所述归一化后的波形特征、小波特征和时频特征分别进行特征降维处理,得到降维后的波形特征、小波特征和时频特征;
这里,可以采用任意合适的特征降维方法对归一化后的波形特征、小波特征和时频特征分别进行特征降维处理,包括但不限于主成成分分析(Principal ComponentAnalysis,PCA)、线性判别分析(Linear Discriminant Analysis,LDA)、局部线性嵌入(Locally Linear Embedding,LLE)或多维缩放(Multidimensional Scaling,MDS)等。例如,可以对波形特征、小波特征、时频特征分别进行PCA降维处理,得到4个波形特征、4个小波能量特征、4个小波熵特征和4个时频特征,共计16个特征。
步骤S306,基于所述波形特征、小波特征和时频特征,采用预先训练好的至少两种不同类型的分类模型,分别对所述冲振波信号进行分类,得到每一所述分类模型的分类结果;
步骤S307,根据各分类模型的权重,对各分类结果进行投票,得到所述待监测刀具的状态。
这里,上述步骤S306至S307与前述步骤S204至S205的描述是类似的,在实施时,可以参照前述步骤S204至S205的具体实施方式。
本申请实施例提供的刀具状态监测方法,在特征提取后对提取的波形特征、小波特征和时频特征分别进行归一化处理和特征降维处理,可以有效地降低特征数据的维度,减少分类模型进行分类时的计算冗余,提高刀具状态识别的效率。此外,采用归一化处理和特征降维处理后的波形特征、小波特征和时频特征进行分类模型训练时,也能减少分类模型进行模型训练时的计算冗余,从而可以加速模型迭代,提高分类模型训练的效率。
本申请实施例提供一种刀具状态监测方法,如图4所示,该方法包括以下步骤:
步骤S401,获取待监测刀具在运行时产生的冲振波信号;
步骤S402,对所述冲振波信号进行特征提取,得到所述冲振波信号的波形特征、小波特征和时频特征;
步骤S403,基于所述波形特征、小波特征和时频特征,采用预先训练好的至少两种不同类型的分类模型,分别对所述冲振波信号进行分类,得到每一所述分类模型的分类结果;其中,所述分类结果包括正常状态、磨损状态和崩刃状态分别对应的得分;
这里,上述步骤S401至S403与前述步骤S101至S103的描述是类似的,在实施时,可以参照前述步骤S101至S103的具体实施方式。
步骤S404,根据各分类模型的权重,对各分类结果中正常状态、磨损状态和崩刃状态分别对应的得分进行加权求和,得到正常状态、磨损状态和崩刃状态分别对应的总得分;
步骤S405,将所述正常状态、磨损状态和崩刃状态中总得分最高的状态确定为所述待监测刀具的状态。
本申请实施例提供的刀具状态监测方法,通过对各分类结果中正常状态、磨损状态和崩刃状态分别对应的得分进行加权求和,得到各状态对应的总得分,并将总得分最高的状态确定为最终识别的待监测刀具的状态。这样,可以简单快速地综合不同角度评估的刀具状态,从而可以进一步提高刀具状态识别的效率。
本申请实施例提供一种刀具状态监测方法,如图5所示,该方法包括以下步骤:
步骤S501,获取待监测刀具在运行时产生的冲振波信号;
步骤S502,对所述冲振波信号进行特征提取,得到所述冲振波信号的波形特征、小波特征和时频特征;
步骤S503,基于所述波形特征、小波特征和时频特征,采用预先训练好的至少两种不同类型的分类模型,分别对所述冲振波信号进行分类,得到每一所述分类模型的分类结果;其中,所述分类结果包括正常状态、磨损状态和崩刃状态分别对应的得分;
步骤S504,根据各分类模型的权重,对各分类结果中正常状态、磨损状态和崩刃状态分别对应的得分进行加权求和,得到正常状态、磨损状态和崩刃状态分别对应的总得分;
步骤S505,将所述正常状态、磨损状态和崩刃状态中总得分最高的状态确定为所述待监测刀具的状态;
这里,上述步骤S501至S505与前述步骤S401至S405的描述是类似的,在实施时,可以参照前述步骤S401至S405的具体实施方式。
步骤S506,对所述磨损状态的总得分和崩刃状态的总得分进行相加,得到报警信号得分;
步骤S507,在所述报警信号得分超过报警阈值的情况下,进行异常报警。
这里,报警阈值可以是默认值也可以是用户配置的值,这里并不限定。例如,报警阈值可以是0.7,则在报警信号得分超过0.7的情况下,进行异常报警。
异常报警可以采用任意合适的能够提醒用户刀具异常的告警方式,可以包括但不限于声音告警、指示灯告警、短信告警、电话告警、消息提醒等任意一种或多种方式。
本申请实施例提供的刀具状态监测方法,对磨损状态的总得分和崩刃状态的总得分进行相加,得到报警信号得分,并在报警信号得分超过报警阈值的情况下,进行异常报警。这样,可以在刀具处于磨损状态或崩刃状态时,及时提醒用户更换刀具,从而可以有效避免因刀具磨损和崩刃后继续加工造成的废品率增加,进而可以降低企业因废品率过高而产生的损失。此外,也能有效避免刀具损坏后对加工设备造成的次生灾害。
本申请实施例提供一种刀具状态监测方法,如图6所示,该方法包括以下步骤:
步骤S601,获取待监测刀具在运行时产生的冲振波信号;
步骤S602,对所述冲振波信号进行特征提取,得到所述冲振波信号的波形特征、小波特征和时频特征;
这里,上述步骤S601至S602与前述步骤S101至S102的描述是类似的,在实施时,可以参照前述步骤S101至S102的具体实施方式。
步骤S603,分别获取特定数量的处于正常状态、磨损状态和崩刃状态的刀具的冲振波信号作为模型训练数据;
这里,模型训练数据可以是采集的历史数据,也可以是从本地磁盘或互联网获取的标准训练数据,本申请实施例对此并不限定。特定数量可以是根据要训练的模型所确定的任意合适的数量。各模型训练数据中处于正常状态、磨损状态和崩刃状态的刀具的冲振波信号的数量可以是相同的,也可以是不同的,本领域技术人员可以根据实际情况确定各模型训练数据中处于各状态的刀具的冲振波信号的数量。
步骤S604,为每一模型训练数据建立对应的磨损状态标签;
这里,磨损状态标签用于标注各模型训练数据中每一冲振波信号对应的刀具的状态。在实施时,各模型训练数据中对应的磨损状态标签可以是人工标注的,也可以是根据历史数据中的分类结果自动生成的。
步骤S605,基于各模型训练数据和每一所述模型训练数据的磨损状态标签,分别对至少两种不同类型的分类模型进行训练,得到所述预先训练好的至少两种不同类型的分类模型;
这里,可以将各模型训练数据和和每一模型训练数据的磨损状态标签分别输入每一分类模型,对各分类模型分别进行训练,得到训练好的各分类模型。在实施时,本领域技术人员可以根据实际情况采用任意合适的方式对各分类模型进行训练。在一些实施例中,可以将各模型训练数据分为训练数据、验证数据和测试数据,利用训练数据对各分类模型进行模型构建,利用验证数据在模型构建过程中进行模型验证,利用测试数据对构建好的模型进行测试。例如,可以将模型训练数据中的70%的作为训练数据、20%作为测试数据、10%作为验证数据。
步骤S606,基于所述波形特征、小波特征和时频特征,采用预先训练好的至少两种不同类型的分类模型,分别对所述冲振波信号进行分类,得到每一所述分类模型的分类结果;
步骤S607,根据各分类模型的权重,对各分类结果进行投票,得到所述待监测刀具的状态;其中,所述待监测刀具的状态包括以下之一:正常状态、磨损状态和崩刃状态。
这里,上述步骤S606至S607与前述步骤S103至S104的描述是类似的,在实施时,可以参照前述步骤S103至S104的具体实施方式。
本申请实施例提供一种刀具状态监测方法,采用多维特征(包括波形特征、时频特征、小波特征)描述刀具在运行时产生的冲振波信号的信号特点,结合多种不同角度的分类器对刀具的状态进行综合评估,并通过投票输出最终识别结果,可以实现对运行中刀具的磨损和崩刃等动态性的状态进行在线监测、预警、报警及诊断分析,从而可以实现对机床加工刀具的状态识别、优劣性评估、提高机床加工过程中刀具的使用寿命,降低加工过程中的次品率,进而可以优化机床加工行业管理运维水平。
基于该刀具状态监测方法,通过对刀具动态劣化参数的历史数据进行统计分析,可以实现对刀具劣化规律的掌握。通过对机床基本参数(包括零件加工数量、工作状态(工作/待机/报警/关机)等)的在线实时监测,可以对加工进行指导建议,实现对机床整体运行效率的评估,并可以对监测数据和结果进行展示和记录。
图7A为本申请实施例提供的一种刀具状态监测方法的流程模块示意图,该方法可由计算机设备的处理器执行。如图7A所示,该方法包括如下流程模块:配置参数模块710、波形提取模块720、特征工程模块730、模型训练及模型验证模块740、数据预测模块750和投票输出模块760,其中,在配置参数模块710中可以完成刀具信息、报警阈值、冲振波灵敏度阈值、数据通讯网络参数等的配置;在波形提取模块720中可以根据配置参数模块710中配置的参数从采集的刀具在运行时产生的冲振波信号中提取出突发型冲振波波形;在特征工程模块730中可以根据波形提取模块720中提取的突发型冲振波波形进行特征工程,得到突发型冲振波信号的波形特征、小波特征和时频特征,并对得到的突发型冲振波信号的波形特征、小波特征和时频特征分别进行归一化处理和特征降维处理,得到降维后的波形特征、小波特征和时频特征;在模型训练及模型验证模块740中可以基于历史数据中的突发型冲振波信号降维后的的波形特征、小波特征和时频特征对多种机器学习模型进行训练和验证,得到训练好的多种机器学习模型;在数据预测模块750中可以利用训练好的多种机器学习模型对当前降维后的波形特征、小波特征和时频特征进行分类,得到各机器学模型的分类结果;在投票输出模块760中可以对各机器学模型的分类结果进行投票,得到并输出最终的识别结果。
此外,若是通过远程采集终端进行冲振波信号采集,则在配置参数模块中可以通过计算机设备的数据通讯模块,采用长期演进第4代移动通信技术(Long Term Evolution-the 4th Generation Communication,LTE-4G)或工业以太网等方式将配置的参数传输至采集终端;数据通信模块与采集终端通过4G网络进行连接时,可以采用TCP协议进行数据通讯,数据通信模块作为TCP服务端,采集终端作为TCP客户端;为了确保数据在网络上传输的时效性、安全性和完整性,可以采用自定义数据协议对数据进行编解码;用户可以通过计算机设备上运行的采集终端参数配置可视化界面,对采集终端进行参数配置,数据通信模块可以将下发参数转变为参数下发指令,然后通过TCP协议发送给采集装置终端。
图7B是本申请实施例提供的一种刀具状态监测方法的实现流程示意图,该方法可由计算机设备的处理器执行。如图7B所示,该方法包括以下步骤:
步骤S701,正常、磨损、崩刃三种刀具冲振波数据采集:分别采集正常的刀具冲振波数据、磨损的刀具冲振波数据和崩刃的刀具冲振波数据,并为每一冲振波数据建立标签;
步骤S702,突发型冲振波信号提取:针对每一刀具冲振波数据,进行突发型冲振波信号的波形提取处理;
步骤S703,特征提取:对提取的每一突发型冲振波信号进行特征提取,得到该突发型冲振波信号的波形特征、小波特征、时频特征;
这里,可以通过以下步骤,实现对提取的每一突发型冲振波信号进行特征提取:
步骤S703a,小波特征提取:对提取的每一突发型冲振波信号进行3层小波分解和重构,得到8个频段的重构信号,并进一步对重构信号进行能量和信息熵特征提取;
步骤S703b,波形特征提取:对提取的每一突发型冲振波信号进行波形特征提取,波形特征主要包括幅度、计数、持续时间、上升时间、能量、平均频率等;
步骤S703c,时频特征提取:对提取的每一突发型冲振波信号进行时频特征提取,时频特征主要包括有效值、标准差、峭度、重心频率、均方频率、频率方差等。
步骤S704,特征归一化:对波形特征、小波特征、时频特征分别进行归一化处理;
步骤S705,特征降维:对归一化后的波形特征、小波特征、时频特征分别进行主成分分析降维处理,得到4个波形特征、4个小波能量特征、4个小波熵特征和4个时频特征,共计16个特征。
步骤S706,训练模型:利用70%的样本数据作为训练数据对5种机器学习模型进行训练,20%的样本数据作为测试数据对各机器学习模型进行测试,10%的样本数据作为验证数据对各机器学习模型进行验证,其中,5种机器学习模型可以是GBDT模型、AdaBoost分类器、SVM模型、KNN模型和逻辑回归模型;
步骤S707,模型预测:利用训练好的5种机器学习模型对需要预测的数据进行分类预测,得到各机器学习模型的分类结果;
步骤S708,投票输出结果:从5种机器学习模型的分类结果中投票选取并输出最终结果,输出的最终结果可以是正常状态、磨损状态或崩刃状态。
本申请实施例提供的刀具状态监测方法,利用刀具在运行时产生的冲振波信号,更好地描述了刀具因磨损、破损和磨钝所产生的弹性波,并通过一系列的波形提取、特征提取,将此描述状态的特征数据量减少、描述维度增大,可以更细致地描述刀具的状态,方便进行后续的模型训练和刀具状态识别。
该刀具状态监测方法在特征提取时,首先,根据刀具磨损后本身材料发生的变化,会产生突发型冲振波信号,通过高于幅度门槛或频率门槛的信号对应的时间去提取突发型冲振波信号的波形,并进一步从突发型冲振波信号的波形提取出6种波形参数作为波形特征,进而结合波形特征、小波特征和时频特征,可以更全面地描述冲振波信号的状态,从而更详尽地将刀具磨损产生材料本身变化的特征加入机器学习过程中,这样可以进一步提高机器学习模型精度、信号的可解释性和预测数据的准确性;其次,增加了特征降维处理过程,选择贡献度高的特征,可以同时减少数据存储、传输及计算的压力;最后,采用多模型投票机制得到最终的分类结果,可以提高刀具状态识别的准确性。
本申请实施例提供的刀具状态监测方法,具有以下有益效果:
1)实现刀具的状态监测,掌握刀具状态;
2)实时评估刀具状态,避免刀具磨损和崩刃后继续加工,造成废品率增加,从而降低了企业因废品率过高而产生的损失;
3)避免刀具损坏后对设备造成的次生灾害。
基于前述的实施例,本申请实施例提供一种刀具状态监测装置,该刀具状态监测包括所包括的各单元、以及各单元所包括的各模块,可以通过计算机设备(可以是个人计算机、服务器、数控设备或者网络设备等)中的处理器来实现;当然也可通过具体的逻辑电路实现;在实施的过程中,处理器可以为中央处理器(CPU)、微处理器(MPU)、数字信号处理器(DSP)或现场可编程门阵列(FPGA)等。
图8为本申请实施例提供的一种刀具状态监测装置的组成结构示意图,如图8所示,所述刀具状态监测装置800包括:第一获取模块810、提取模块820、分类模块830、投票模块840,其中:
第一获取模块810,用于获取待监测刀具在运行时产生的冲振波信号;
提取模块820,用于对所述冲振波信号进行特征提取,得到所述冲振波信号的波形特征、小波特征和时频特征;
分类模块830,用于基于所述波形特征、小波特征和时频特征,采用预先训练好的至少两种不同类型的分类模型,分别对所述冲振波信号进行分类,得到每一所述分类模型的分类结果;
投票模块840,用于根据各分类模型的权重,对各分类结果进行投票,得到所述待监测刀具的状态。
在一些实施例中,所述提取模块还用于:基于特定的波形条件,从所述冲振波信号中提取突发型冲振波信号;分别对所述突发型冲振波信号进行波形特征提取处理、小波特征提取处理和时频特征提取处理,得到所述波形特征、小波特征、时频特征。
在一些实施例中,所述提取模块还用于:对所述波形特征、小波特征和时频特征分别进行归一化处理,得到归一化后的波形特征、小波特征和时频特征;对所述归一化后的波形特征、小波特征和时频特征分别进行特征降维处理,得到降维后的波形特征、小波特征和时频特征。
在一些实施例中,所述至少两种不同类型的分类模型包括以下至少两种模型类型:梯度下降树模型、自适应增强分类器、支持向量机模型、K最近邻模型、逻辑回归模型。
在一些实施例中,所述待监测刀具的状态包括以下之一:正常状态、磨损状态和崩刃状态;所述分类结果包括正常状态、磨损状态和崩刃状态分别对应的得分;所述投票模块还用于:根据各分类模型的权重,对各分类结果中正常状态、磨损状态和崩刃状态分别对应的得分进行加权求和,得到正常状态、磨损状态和崩刃状态分别对应的总得分;将所述正常状态、磨损状态和崩刃状态中总得分最高的状态确定为所述待监测刀具的状态。
在一些实施例中,所述装置还包括:相加模块,对所述磨损状态的总得分和崩刃状态的总得分进行相加,得到报警信号得分;报警模块,用于在所述报警信号得分超过报警阈值的情况下,进行异常报警。
在一些实施例中,所述待监测刀具的状态包括以下之一:正常状态、磨损状态和崩刃状态;所述装置还包括:第二获取模块,用于分别获取特定数量的处于正常状态、磨损状态和崩刃状态的刀具的冲振波信号作为模型训练数据;建立模块,用于为每一模型训练数据建立对应的磨损状态标签;训练模块,用于基于各模型训练数据和每一所述模型训练数据的磨损状态标签,分别对至少两种不同类型的分类模型进行训练,得到所述预先训练好的至少两种不同类型的分类模型。
以上装置实施例的描述,与上述方法实施例的描述是类似的,具有同方法实施例相似的有益效果。对于本申请装置实施例中未披露的技术细节,请参照本申请方法实施例的描述而理解。
需要说明的是,本申请实施例中,如果以软件功能模块的形式实现上述的网络拓扑发现方法,并作为独立的产品销售或使用时,也可以存储在一个计算机可读取存储介质中。基于这样的理解,本申请实施例的技术方案本质上或者说对相关技术做出贡献的部分可以以软件产品的形式体现出来,该计算机软件产品存储在一个存储介质中,包括若干指令用以使得一台刀具状态监测设备(可以是个人计算机、服务器或者数控设备等)执行本申请各个实施例所述方法的全部或部分。而前述的存储介质包括:U盘、移动硬盘、只读存储器(Read Only Memory,ROM)、磁碟或者光盘等各种可以存储程序代码的介质。这样,本申请实施例不限制于任何特定的硬件和软件结合。
对应地,本申请实施例提供一种刀具状态监测设备,包括存储器和处理器,所述存储器存储有可在处理器上运行的计算机程序,所述处理器执行所述程序时实现上述方法中的步骤。
对应地,本申请实施例提供一种计算机可读存储介质,其上存储有计算机程序,该计算机程序被处理器执行时实现上述方法中的步骤。
这里需要指出的是:以上存储介质和设备实施例的描述,与上述方法实施例的描述是类似的,具有同方法实施例相似的有益效果。对于本申请存储介质和设备实施例中未披露的技术细节,请参照本申请方法实施例的描述而理解。
应理解,说明书通篇中提到的“一个实施例”或“一实施例”意味着与实施例有关的特定特征、结构或特性包括在本申请的至少一个实施例中。因此,在整个说明书各处出现的“在一个实施例中”或“在一实施例中”未必一定指相同的实施例。此外,这些特定的特征、结构或特性可以任意适合的方式结合在一个或多个实施例中。应理解,在本申请的各种实施例中,上述各过程的序号的大小并不意味着执行顺序的先后,各过程的执行顺序应以其功能和内在逻辑确定,而不应对本申请实施例的实施过程构成任何限定。上述本申请实施例序号仅仅为了描述,不代表实施例的优劣。
需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者装置不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者装置所固有的要素。在没有更多限制的情况下,由语句“包括一个……”限定的要素,并不排除在包括该要素的过程、方法、物品或者装置中还存在另外的相同要素。
在本申请所提供的几个实施例中,应该理解到,所揭露的设备和方法,可以通过其它的方式实现。以上所描述的设备实施例仅仅是示意性的,例如,所述单元的划分,仅仅为一种逻辑功能划分,实际实现时可以有另外的划分方式,如:多个单元或组件可以结合,或可以集成到另一个系统,或一些特征可以忽略,或不执行。另外,所显示或讨论的各组成部分相互之间的耦合、或直接耦合、或通信连接可以是通过一些接口,设备或单元的间接耦合或通信连接,可以是电性的、机械的或其它形式的。
上述作为分离部件说明的单元可以是、或也可以不是物理上分开的,作为单元显示的部件可以是、或也可以不是物理单元;既可以位于一个地方,也可以分布到多个网络单元上;可以根据实际的需要选择其中的部分或全部单元来实现本实施例方案的目的。
另外,在本申请各实施例中的各功能单元可以全部集成在一个处理单元中,也可以是各单元分别单独作为一个单元,也可以两个或两个以上单元集成在一个单元中;上述集成的单元既可以采用硬件的形式实现,也可以采用硬件加软件功能单元的形式实现。
本领域普通技术人员可以理解:实现上述方法实施例的全部或部分步骤可以通过程序指令相关的硬件来完成,前述的程序可以存储于计算机可读取存储介质中,该程序在执行时,执行包括上述方法实施例的步骤;而前述的存储介质包括:移动存储设备、只读存储器(Read Only Memory,ROM)、磁碟或者光盘等各种可以存储程序代码的介质。
或者,本申请上述集成的单元如果以软件功能模块的形式实现并作为独立的产品销售或使用时,也可以存储在一个计算机可读取存储介质中。基于这样的理解,本申请实施例的技术方案本质上或者说对相关技术做出贡献的部分可以以软件产品的形式体现出来,该计算机软件产品存储在一个存储介质中,包括若干指令用以使得一台计算机设备(可以是个人计算机、服务器或者数控设备等)执行本申请各个实施例所述方法的全部或部分。而前述的存储介质包括:移动存储设备、ROM、磁碟或者光盘等各种可以存储程序代码的介质。
以上所述,仅为本申请的实施方式,但本申请的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本申请揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本申请的保护范围之内。因此,本申请的保护范围应以所述权利要求的保护范围为准。
- 一种刀具状态监测方法及装置、设备、存储介质
- 设备状态监测方法、设备状态监测装置以及可读存储介质