一种紧定衬套开槽加工工装夹具
文献发布时间:2023-06-19 10:30:40
技术领域
本发明涉及车床加工工装夹具技术和设备领域,具体是一种紧定衬套开槽加工工装夹具。
背景技术
紧定衬套作为轴承与转动轴装配在一起的中间连接紧定件,在圆周处沿着轴线方向设置开槽,即宽槽和窄槽,开槽的作用是:1、拧紧锁定螺母,使紧定衬套与转动轴、轴承内圈之间保持过盈配合,从而达到衬套与转动轴、轴承内圈固定不动的装配效果;2、拧松锁定螺母,方便轴承与转动轴之间的装拆。
常用的开槽工艺有:刨削、插削、线切割、铣削等;刨削、插削应用于该紧定衬套的开槽加工显然不合适,刨削、插削加工过程中,冲击力大,会破坏外螺纹牙型和造成工件内外轮廓较大变形;线切割加工生产效率低、生产成本高。
比较而言,采用铣削加工为好;但是,常规铣削加工存在工件径向变形、生产效率低、人力操作易疲劳等等问题,急需一种合适的开槽加工工装夹具,解决常规铣削加工存在的问题。
发明内容
为了解决上述现有技术存在的问题,本发明提供一种紧定衬套开槽加工工装夹具。
本发明使用的技术方案如下:
一种紧定衬套开槽加工工装夹具,其包括夹具体,连接于夹具体上方的定位装置,以及设置于定位装置轴线处的自动夹紧装置;
夹具体由底板、顶柱、安装板连接而成,底板底面与定向键固定连接,定向键与机床工作台T形槽间隙配合对定;
定位装置由可调圆柱销和可换圆柱销同轴组合而成;可换圆柱销内孔与可调圆柱销外圆配合,可换圆柱销的外圆开有退刀槽;在退刀槽的下端,位于可调圆柱销的底板中部和边部,分别设有圆柱销和摆动活页;可换圆柱销的外径与紧定衬套的内孔相匹配;
自动夹紧装置,包括压缩弹簧、活动心轴、开口压板、顶柱、端盖、联轴器、气缸;端盖与可调圆柱销连接为一体,把压缩弹簧压在可调圆柱销内孔;气缸利用顶柱与可调圆柱销连为一体,其缸杆用联轴器与活动心轴连接;气缸缸杆带动活动心轴上、下移动,对紧定衬套进行松开或夹紧。
进一步,两套上述的一种紧定衬套开槽加工工装夹具,沿着水平方向连接为一体;在两套工装夹具之间的顶端,沿着水平方向连接线的中部,并与连接线垂直方向,设有锯片铣刀,锯片铣刀装在轮毂上,轮毂内孔与主轴间隙配合,用长平键和紧定螺钉,锁死轮毂内孔与主轴;
锯片铣刀的直径,小于两套工装夹具的退刀槽的槽底之间的距离,大于两个紧定衬套内径之间的距离;锯片铣刀可以作上下、前后移动。
本发明待加工工件为紧定衬套,需要在紧定衬套加工开口槽,开口槽上部为宽槽,下部为窄槽,宽槽和窄槽相通;加工时分宽槽和窄槽两道工序完成,先加工宽槽,后工件倒立加工窄槽。为使窄槽对正宽槽,在可调圆柱销边部安装一个摆动活页,在加工窄槽时卡住宽槽定位即可。
本发明针对开槽铣削存在的问题,对于开槽加工工装夹具的研发过程介绍,常规的开槽铣削工艺有以下立式铣床和卧式铣床两种。
一.在立式铣床上用立铣刀或键槽铣刀进行加工:
1)工件以外圆作为定位基准,利用V形块作为定位元件对其定位、上压式夹紧进行加工。但该工件,即紧定衬套形状特别:①外轮廓为锥体+螺纹,不好定位;②属薄壁件,上压式夹紧引起工件径向变形;采用该工装方案试加工,造成产品全部报废,不可行;
2)工件以内孔作为定位基准,利用圆柱销作为定位元件对其定位,轴向压紧,虽然该工装方案方便定位和解决了工件夹紧变形,但由于工件开槽宽度为3mm,只能采用≤Φ3mm的立铣刀或键槽铣刀进行加工,刀具刚性差,径向进给切削时,进给速度需十分缓慢,以防刀具振动、折断。该开槽工艺方案虽然能保证产品质量,但生产效率十分低,不具经济效益,也不可取。
二.在卧式铣床上用锯片铣刀进行加工:
为解决以上问题,提高生产效率,决定改用卧式铣床,继续以工件内孔进行定位,改用锯片铣刀代替立铣刀或键槽铣刀在卧式铣床上对工件开槽。装夹方案为:工件水平放置,以内孔作为定位基准,利用悬挂在夹具体上的圆柱销作为定位元件对其定位,轴向压紧。采用该工装方案进行加工,加工效果尚好:产品质量合格、生产效率相对有所提高,但还存在以下问题:
①进给速度必须控制在25mm/min以内,否则夹具(包括工件)会产生振动,进给速度越大,振动越厉害,究其原因是水平方向的切削力对夹具体底部产生扭矩所引起。生产效率还是较低;
②人力操作夹紧、松开工件,对于大批量生产而言,既影响生产效率,又造成生产工人工作疲劳。
为消除切削振动,尽可能提高生产效率,对开槽加工工装夹具方案再做改进:工件由水平悬挂放置改为垂直放置,人力夹紧装置改为自动夹紧装置,从而研制、设计出本发明的一种紧定衬套开槽加工工装夹具。
本发明的有益效果是:
1)本发明两套工装夹具水平设置及使用锯片铣刀后,解决了切削振动问题,提高了切削加工的稳定性,保证了产品质量;
2)使用锯片铣刀,节省了刀具成本60%,锯片铣刀比立铣刀和键槽铣刀价钱便宜、使用寿命长、磨损后修复简单快速;
3)采用了自动夹紧、松开工件装置,节省了辅助时间,提高生产效率,减轻了生产工人的劳动强度;
4)切削进给速度由25mm/min,可大幅度提升到100mm/min,而且同时切削2个工件,单件加工时间缩短为常规工艺加工时间的十分之一左右,大幅度提高了生产效率和经济效益,生产效率提高100%,经济效益提高三成;
5)本发明结构简单稳定,现场操作容易,制造成本低廉,极具推广应用价值。
附图说明
图1为一种已经开槽的紧定衬套示意图。
图2为图1中A-A剖视示意图。
图3为图2中B-B剖视示意图。
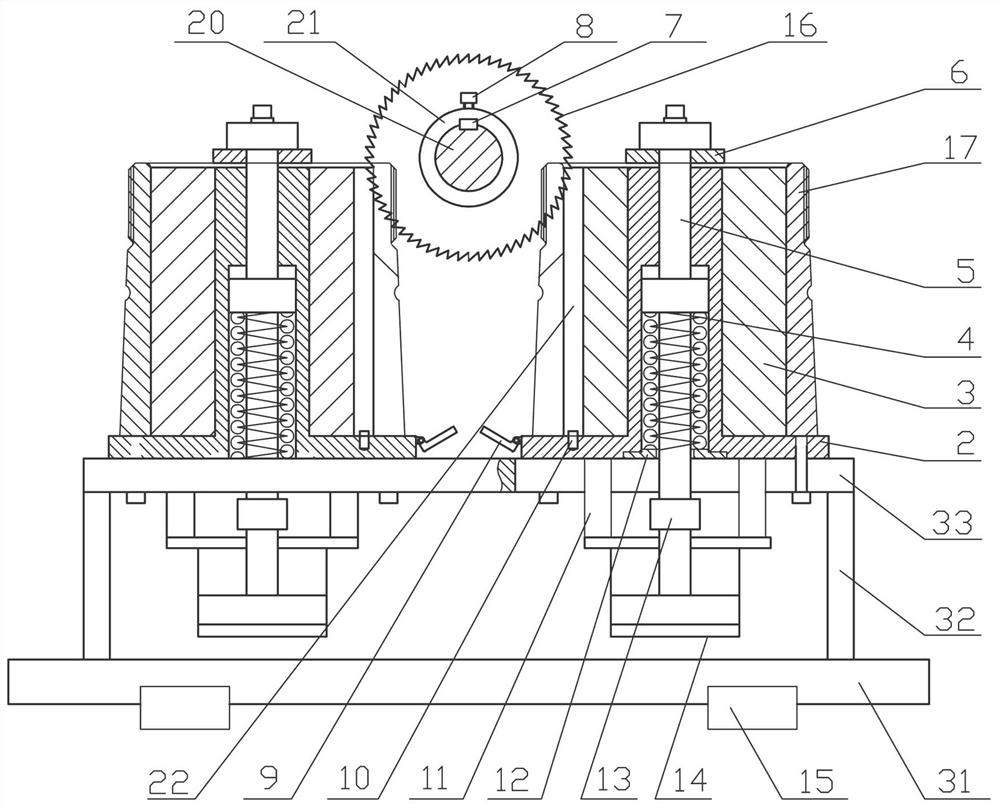
图4为两套一种紧定衬套开槽加工工装夹具水平连接为一体示意图。
图中,2-可调圆柱销,3-可换圆柱销,4-压缩弹簧,5-活动心轴,6-开口压板,7-长平键,8-紧定螺钉,9-摆动活页,10-圆柱销,11-顶柱,12-端盖,13-联轴器,14-气缸,15-定向键,16-锯片铣刀,17-紧定衬套,18-宽槽,19-窄槽,20-主轴,21-轮毂,22-退刀槽,31-底板,32-顶柱,33-安装板。
具体实施方式
图4为两套一种紧定衬套开槽加工工装夹具水平连接为一体示意图,图1、图2、图3为已经开槽的紧定衬套示意图。待加工工件紧定衬套,其内壁为内径相同的管形结构,外壁中下部为圆锥结构,外壁上部为管形,并设有螺纹。
一种紧定衬套开槽加工工装夹具,其包括夹具体,连接于夹具体上方的定位装置,以及设置于定位装置轴线处的自动夹紧装置;夹具体由底板31、顶柱32、安装板33连接而成,底板31底面与定向键15固定连接,定向键15与机床工作台T形槽间隙配合对定。
定位装置由可调圆柱销2和可换圆柱销3同轴组合而成;可换圆柱销3内孔与可调圆柱销2外圆配合,可换圆柱销3的外圆开有退刀槽22;在退刀槽的下端,位于可调圆柱销2的底板中部和边部,分别设有圆柱销10和摆动活页9;可换圆柱销3的外径与紧定衬套的内孔相匹配。
自动夹紧装置,包括压缩弹簧4、活动心轴5、开口压板6、顶柱11端盖12、联轴器13、气缸14;端盖12与可调圆柱销2连接为一体,把压缩弹簧压在可调圆柱销2内孔;气缸14利用顶柱11与可调圆柱销2连为一体,其缸杆用联轴器13与活动心轴5连接;气缸缸杆带动活动心轴上、下移动,带动开口压板6,对紧定衬套进行松开或夹紧。开口压板为马蹄形结构,对紧定衬套的前后进行压紧。
两套一种紧定衬套开槽加工工装夹具,沿着水平方向连接为一体;在两套工装夹具之间的顶端,沿着水平方向连接线的中部,并与连接线垂直方向,设有锯片铣刀16,锯片铣刀装在轮毂上,轮毂内孔与主轴20间隙配合,用长平键7和紧定螺钉8,锁死轮毂内孔与主轴;主轴20由车床提供动力。
锯片铣刀的直径,小于两套工装夹具的退刀槽22的槽底之间的距离,大于两个紧定衬套内径之间的距离;锯片铣刀可以作上下、前后移动。
根据锯片铣刀直径大、主轴左右都有同等空间的特点,把工装夹具设计成左右对称的2个装夹位,同时装夹2个工件进行加工,这样既能平衡X轴向切削力,提高工装夹具整体的稳定性,又能倍增生产效率。
本发明工装夹具使用操作说明:
一.工装夹具对定、调整:
1)工装夹具在车床工作台上对定,把装配好的整套夹具轻放在工作台上,夹具体底面的二个定向键对正工作台的T形槽并放进槽内,用T型螺栓、螺母连接固定完成夹具对定;
2)根据所加工紧定衬套的直径大小,合理调整二个工装夹具工位中心距,锯片铣刀外缘进入可换圆柱销3退刀槽约2-3mm处,然后锁死可调圆柱销2;
3)选用相匹配的可换圆柱销3套进可调圆柱销2,退刀槽对准圆柱销10。
二.生产加工中操作流程之一,两道工序双刀加工:
第一道工序,加工18mm宽槽:
1)主轴安装18mm宽锯片铣刀;
2)把二个工件套进可换圆柱销3,再把二个开口压板放好;
3)按动“夹紧”按钮,活动心轴下移,带动开口压板6,夹紧工件,即可加工;
4)加工完毕,工作台下移远离刀具;
5)按动“松开”按钮,活动心轴上移,松开工件;
6)更换工件,继续下一个工件加工;
第二道工序,加工3mm窄槽:
1)主轴换装3mm宽锯片铣刀,或将工件转移至安装有3mm宽锯片铣刀的车床;
2)把摆动活页9摆放在定位位置;
3)工件宽槽端朝下放进可换圆柱销3,宽槽对正摆动活页9落到底,把2个开口压板放好;
4)按动“夹紧”按钮,活动心轴下移,夹紧工件,即可加工;
5)加工完毕,工作台下移远离刀具;
6)按动“松开”按钮,活动心轴上移,松开工件;
7)更换工件,继续下一个工件加工。
三.生产加工中操作流程之二,一道工序双刀加工:
1)主轴分别安装18mm宽锯片铣刀和3mm宽锯片铣刀,两锯片铣刀轴向间隔与工件的最大外径相当;
2)把二个工件套进可换圆柱销3,再把二个开口压板放好;
3)按动“夹紧”按钮,活动心轴下移,带动开口压板6,夹紧工件,即可加工;
4)先加工18mm宽槽,再移动锯片铣刀,加工3mm窄槽;
5)加工完毕,工作台下移远离刀具;
6)按动“松开”按钮,活动心轴上移,松开工件;
7)更换工件,继续下一个工件加工。
四.生产加工中操作流程之三,一道工序单刀加工:
1)主轴安装3mm宽锯片铣刀;
2)把二个工件套进可换圆柱销3,再把二个开口压板放好;
3)按动“夹紧”按钮,活动心轴下移,带动开口压板6,夹紧工件,即可加工;
4)先加工18mm宽槽,加工方法:操控车床主轴,使3mm宽锯片铣刀作上下、前后移动即可;
5)操控车床主轴,使3mm宽锯片铣刀只作上下移动,不作前后移动,即可加工3mm窄槽;
5)加工完毕,工作台下移远离刀具;
6)按动“松开”按钮,活动心轴上移,松开工件;
7)更换工件,继续下一个工件加工。
以上可见,一道工序单刀加工效率最高,其次一道工序双刀加工,最后两道工序双刀加工。但是,大批量加工时,综合效率以两道工序双刀加工,为首选。
- 一种紧定衬套开槽加工工装夹具
- 紧定衬套开槽加工工装夹具