基于伺服控制系统的炊具磁化装置及方法
文献发布时间:2023-06-19 11:08:20
技术领域
本发明涉及伺服控制领域,特别涉及一种应用于铝炊具磁化流水线中,基于伺服控制系统的炊具磁化装置及方法。
背景技术
随着人民生活水平的不断提高,消费者对于炊具的要求也不断提高,炊具的分类更加细化,不同工艺炊具的需求量快速增加。目前炊具成型的材料以铝为主,而单纯的铝质炊具因为不导磁无法在电磁炉上使用,限制了使用范围,铝质炊具要在电磁炉上使用就必须增加导磁率,磁通的大小又决定了能量转换的效率,因此衍生出了复合金属材料熔射喷涂技术,用来增加铝质炊具的导磁率,通过控制复合金属材料配比和喷涂厚度控制炊具导磁率。
铝质炊具熔射磁化过程需要先将炊具倒扣在定位支架上并盖好炊具外壁保护圈,然后利用熔射喷枪对底部进行喷涂。熔射喷涂过程中的关键在于喷涂时间和涂层均匀度的控制。
现阶段,铝质炊具熔射磁化过程采用半自动甚至人工完成。对于完全人工喷涂的方式,操作工首先需要将炊具进行固定并盖好保护圈,然后手持熔射喷枪进行喷涂,并且每一层喷涂之后必须将产品进行冷却,防止高温融化炊具本体,完全手工喷涂无法保证喷涂的一致性,同时喷涂的噪音、粉尘等对操作工的身心健康影响很大,而且喷涂效率低下。半自动方式是将喷枪固定到气缸滑台上,以代替人手的作用,但是气缸动作会因为气压的不稳定导致滑台移动的速度不均匀,同时气缸在换向时会存在短暂的停留,影响喷涂的效果。
因此,用机器代替操作工实现铝质炊具熔射磁化过程,对于进一步解放劳动力,提高炊具生产效率,保证产品一致性有着重大的意义。
发明内容
本发明的目的是提供一种基于伺服控制系统的炊具磁化装置及方法,用机器代替操作工实现铝质炊具熔射磁化过程,提高炊具生产效率。
本发明的上述第一个技术目的是通过以下技术方案得以实现的:
一种基于伺服控制系统的炊具磁化装置,包括炊具固定机构、料架式输送链系统、喷枪伺服运动控制系统、炊具固定料架旋转机构和参数设置以及手动控制系统。
作为本发明的一种改进,所述炊具固定机构为一可绕垂直线旋转的十字平台;
所述料架式输送链系统包括十字型料架、料架连接板、输送链、料架轨道槽、设置于四角上的大链轮、减速电机、输送链张紧配重机构;所述炊具固定机构固定连接于十字型料架上端,所述十字型料架下端通过料架连接板与输送链连接,所述输送链置于料架轨道槽中,所述输送链与大链轮配合连接,所述减速电机安装于其中一个大链轮上并固定,剩余三个大链轮中的两个直接固定,最后一个连接输送链张紧配重机构;
所述喷枪伺服运动控制系统包括底板,所述底板上滑动连接有直线滑台,所述直线滑台通过伺服电机驱动,所述直线滑台上设有喷枪,所述底板侧方相对于直线滑台设有多个传感器。
通过采用上述方案,利用输送链的形式进行炊具的搬运,可以节省喷涂时间,和人工操作相比,速度更快,效率更高,并通过设备间的信号交互达到全过程内的自动化无人操作,大大减少了废气、金属粉末和噪音对人体健康造成的潜在危害;利用伺服控制系统代替人手进行炊具底部的复合金属材料的熔射喷涂,喷涂范围和速度全部由伺服控制系统进行控制和保证,伺服重复定位精度可以达到0.05mm,可靠稳定,不会产生疲劳。
作为本发明的一种改进,所述炊具固定机构上设有定位针,所述定位针沿径向设有多个定位点。
通过采用上述方案,通过调整定位针的定位点,可以用于不同大小炊具的固定。
作为本发明的一种改进,所述直线滑台的运动方向上设有模组金属保护壳,所述模组金属保护壳的两端分别固定在直线滑台和底板上。
通过采用上述方案,可以对直线滑台进行保护,避免杂质进入影响直线滑台的运动,导致喷涂质量下降。
作为本发明的一种改进,所述输送链上转动连接有轴承,所述轴承的外圈滚动连接于料架轨道槽的侧面。
通过采用上述方案,输送链在料架轨道槽内移动时,能将输送链与料架轨道槽之间的滑动摩擦改为滚动摩擦,达到减小摩擦的作用。
作为本发明的一种改进,所述输送链张紧配重机构内滑动连接有滑板,所述滑板上转动连接有大链轮,所述滑板通过拉绳连接有配重块,所述配重块使得滑板上的大链轮朝输送链方向运动。
作为本发明的一种改进,所述炊具固定料架旋转机构包括皮带轮安装底板,所述皮带轮安装底板上转动连接有多个皮带轮,所述皮带轮外张紧传动有皮带,当十字型料架移动至相对应的炊具固定料架旋转机构时,所述皮带抵接于十字架料架外圈,所述皮带轮通过旋转电机驱动。
作为本发明的一种改进,所述参数设置以及手动控制系统采用寸触摸屏,通过Ethernet协议与PLC实现实时通讯。
本发明的上述第二个技术目的是通过以下技术方案得以实现的:
一种基于伺服控制系统的炊具磁化方法,包括以下步骤:
1)首先由人工对需要磁化炊具进行外观检查,将合格的炊具置于运行中的炊具固定机构(1)上并盖保护圈;
2)然后伺服控制系统在固定位置自动判断料架上是否有产品,并将判断结果存入伺服控制系统中;
3)最后当有炊具的料架运行到喷涂位置时,伺服控制系统控制喷枪进行自动喷涂。
综上所述,本发明具有以下有益效果:
相比较炊具熔射磁化的人工操作,本发明基于伺服控制的方式,利用伺服控制系统代替人手进行炊具底部的复合金属材料的熔射喷涂,喷涂范围和速度全部由伺服控制系统进行控制和保证,伺服重复定位精度可以达到0.05mm,可靠稳定,不会产生疲劳;利用输送链的形式进行炊具的搬运,可以节省喷涂时间,和人工操作相比,速度更快,效率更高,并通过设备间的信号交互达到全过程内的自动化无人操作,大大减少了废气、金属粉末和噪音对人体健康造成的潜在危害。
附图说明
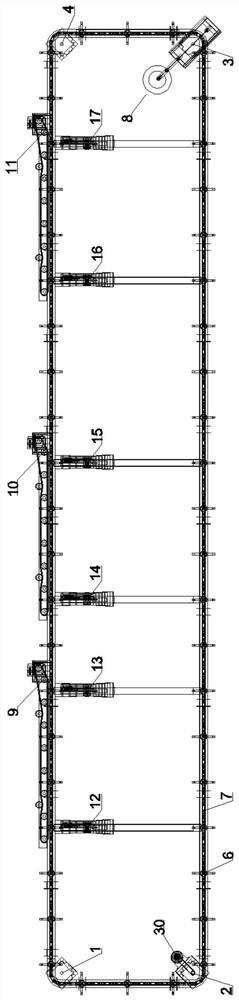
图1为基于伺服控制系统的炊具磁化装置的整体布局图;
图2为炊具固定机构的结构示意图;
图3为料架式输送链系统的结构示意图;
图4为输送链与减速电机之间连接关系示意图;
图5为输送链张紧配重机构的结构示意图;
图6为伺服喷涂机构的结构示意图;
图7为伺服喷涂机构的结构示意图(隐藏模组金属防护壳);
图8为炊具固定料架旋转机构的结构示意图。
图中,1、大链轮a;2、大链轮b;3、大链轮c;4、大链轮d;5、十字型料架;6、炊具固定机构;7、输送链;8、输送链张紧配重机构;9、炊具固定料架旋转机构a;10、炊具固定料架旋转机构b;11、炊具固定料架旋转机构c;12、伺服喷涂机构a;13、伺服喷涂机构b;14、伺服喷涂机构c;15、伺服喷涂机构d;16、伺服喷涂机构e;17、伺服喷涂机构f;18、定位针;19、料架连接板;20、轴承;21、轨道;22、配重块;23、拉绳;24、滑轮a;25、滑轮b;26、滑板;27、滑轮c;28、滑轮支撑杆;29、张紧配重机构支架;30、减速电机;31、传动减速机;32、链条;33、大链轮支架;34、电机支架;35、模组金属防护壳;36、支架连接板;37、喷枪支架;38、喷枪;39、底板;40、伺服电机;41、联轴器;42、红外感应片;43、传感器;44、直线滑台;45、丝杆螺旋钢带保护套;46、滑轨;47、外挂式传感器安装支架;48、电机安装支架;49、旋转电机;50、罩壳;51、旋转减速机;52、皮带;53、皮带轮;54、皮带轮安装底板。
具体实施方式
以下结合附图对本发明作进一步详细说明。
实施例:
参见图1,一种基于伺服控制系统的炊具磁化装置,该装置硬件部分包括炊具固定机构6、料架式输送链系统、喷枪伺服运动控制系统、炊具固定料架旋转机构;软件部分包含参数设置以及手动控制系统。
参见图2,炊具固定机构6为十字平台,平台的四个角上分别插装有定位针18,可以根据炊具直径的大小,沿径向调整炊具固定机构6上定位针18的位置,达到固定炊具的目的。
参见图1和图3,料架式输送链系统包括十字型料架5、料架连接板19、输送链7、料架轨道槽21、分别设置于输送链7四角上的大链轮a1、大链轮b2、大链轮c3、大链轮d4、减速电机30和输送链张紧配重机构8;炊具固定机构6焊接于十字型料架5上端,十字型料架5下端通过料架连接板19与输送链7连接,输送链7置于料架轨道槽21中,在输送链7的套筒上转动连接有轴承20,轴承20的外圈滚动连接于料架轨道槽21的侧面达到减小静摩擦的作用,减速电机30安装于大链轮b2上并固定,大链轮a1和大链轮d4直接固定,大链轮c3连接输送链张紧配重机构8。
参见图4,减速电机30竖直侧装于电机支架34上,电机支架34安装于大链轮支架33上,减速机31竖直连接在减速电机30上,通过链条32连接大链轮b2,输送链7与大链轮b2配合连接。
参见图5,输送链张紧配重机构8包括张紧配重机构支架29,张紧配重机构支架29内滑动连接有滑板26,大链轮c3转动连接于滑板26上,所述滑板26通过拉绳23连接有配重块22,拉绳23依次绕过滑轮a24、滑轮b25和滑轮c27,滑轮a24和滑轮b25安装于滑轮支撑杆28上,滑轮c27安装于张紧配重机构支架29内,输送链7与大链轮c3配合连接,配重块22使得滑板26上的大链轮c3朝输送链7方向运动。
参见图1、图6和图7,喷枪伺服运动控制系统包含六个伺服喷涂机构分别是伺服喷涂机构a12、伺服喷涂机构b、伺服喷涂机构c、伺服喷涂机构d、伺服喷涂机构e和伺服喷涂机构f;伺服喷涂机构包括底板39,底板39上沿长度方向设有一对平行设置的滑轨46,底板39上滑动连接有直线滑台44,直线滑台44横跨安装于滑轨46上,直线滑台44的运动方向与输送链7的运动方向互相垂直,直线滑台44通过伺服电机40驱动,伺服电机40安装于底板39上,伺服电机40通过联轴器41连接有直线丝杆(未在图中示处),直线丝杆与直线滑台44下端面螺纹连接,直线丝杆外套装有丝杆螺旋钢带保护套45,在直线滑台44的两侧运动方向上分别设有模组金属保护壳35,模组金属保护壳35的两端分别固定在直线滑台44和底板39上;在底板39侧方相对于直线滑台44固定有外挂式传感器安装支架47,外挂式传感器安装支架47上安装有三个传感器43,在支架连接板36上安装有红外感应片42;直线滑台44上安装有支架连接板36,支架连接板36上安装有喷枪支架37,喷枪支架37上安装有喷枪38;
参见图1和图8,每两个伺服喷涂机构分别配有一个炊具固定料架旋转机构,本实施例中共有三个炊具固定料架旋转机构,分别是炊具固定料架旋转机构a9、炊具固定料架旋转机构b10和炊具固定料架旋转机构c11。炊具固定料架旋转机构包括皮带轮安装底板54,皮带轮安装底板54上转动连接有多个皮带轮53,皮带轮53外张紧传动有皮带52,当十字型料架5移动至相对应的炊具固定料架旋转机构时,皮带52刚好抵接于十字架料架5外圈,皮带轮53通过旋转电机49驱动,旋转电机49安装于电机安装支架48上,旋转电机49通过传动带(未在图中示处)连接有旋转减速机51,传动带用罩壳50保护,旋转减速机51的输出轴与其中一个皮带轮53连接。
参数设置以及手动控制系统采用10寸触摸屏,通过Ethernet协议与PLC实现实时通讯。
一种基于上述装置的炊具磁化方法,包括以下步骤:
1)首先由人工对需要磁化炊具进行外观检查,将合格的炊具置于运行中的炊具固定机构(1)上并盖保护圈;
2)然后伺服控制系统在固定位置自动判断料架上是否有产品,并将判断结果存入伺服控制系统中;
3)最后当有炊具的料架运行到喷涂位置时,伺服控制系统控制喷枪进行自动喷涂。
如图1所示,经过前道工序后,炊具被放置到炊具固定机构6上,并盖好炊具外壁保护盖圈,输送链7每走一段料架间距的距离,在炊具固定机构6上放置一个炊具并盖好保护盖圈,整条输送链总计有48个炊具固定机构6,同时在固定位置伺服控制系统自动判断料架上是否有炊具,并将信息存储在伺服控制系统中,输送链7将炊具运送至喷枪伺服运动控制系统所在位置,伺服控制系统控制喷枪进行选定模式的自动喷涂。
相比较炊具熔射磁化的人工操作,本发明基于伺服控制的方式,利用伺服控制系统代替人手进行炊具底部的复合金属材料的熔射喷涂,喷涂范围和速度全部由伺服控制系统进行控制和保证,伺服重复定位精度可以达到0.05mm,可靠稳定,不会产生疲劳;利用输送链的形式进行炊具的搬运,可以节省喷涂时间,和人工操作相比,速度更快,效率更高,并通过设备间的信号交互达到全过程内的自动化无人操作,大大减少了废气、金属粉末和噪音对人体健康造成的潜在危害。
本具体实施例仅仅是对本发明的解释,其并不是对本发明的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本发明的权利要求范围内都受到专利法的保护。
- 基于伺服控制系统的炊具磁化装置及方法
- 基于总线伺服控制系统实现速度前馈补偿处理的方法、系统、装置、处理器及存储介质