圆盘式肉制品成型模具
文献发布时间:2023-06-19 11:32:36
技术领域
本发明涉及肉制品成型加工设备技术领域,尤其涉及一种用于肉饼或鸡块等肉制品成型的模具。
背景技术
随着生活节奏的逐渐加快,人们对快餐的需求量也越来越大。快餐包括大量的汉堡、肉夹馍等,这些食品的制作过程中都需要用到肉饼,为了提高快餐的制作效率,肉饼通常需要提前进行预制。
现有技术中,在制作肉饼的过程中所使用的模具是板式模具,即在一块平板上设置有多个模腔,在将肉饼脱离模具时,需要使用大量的水进行脱模,肉饼不易脱离模具,脱模效率低,并且肉饼的纤维组织被破坏严重,肉饼成型效果较差。
授权公告号为“CN1949981A”、名称为“成型”中公开了一种成型鼓,成型鼓在其外周面具有鼓形表面,成型鼓的外周面设置有多个成型腔,在成型鼓的周围布空间有限,不能同时将块状物料进料部分以及清洗装置同时布置在成型鼓的附近,对成型鼓的成型腔进行填料并进行清洗。
上述文件中还公开一种清洗装置,是专门为清洗成型鼓(模具)而设计的,成型鼓(模具)在使用一段时间后需要进行清洗,专利文件中的成型鼓(模具)在清洗时,需要先从设备上拆卸下来,之后,安装到专用的清洗设备上进行清洗,清洗过程较为复杂,生产成本较高。
发明内容
为了克服上述缺陷,本发明提供一种圆盘式肉制品成型模具,使用本发明的模具滚筒能够使得成型产品较易脱离模具,提高脱模效率,并且不易造成成型产品的破坏,成型效果好;并且使用时不需要将模具拆下就能够对其进行清洗,生产过程简单,生产成本低。
为了解决上述技术问题,本发明的圆盘式肉制品成型模具,包括:圆盘形不透气材质的模具本体,所述模具本体具有第一面和第二面,所述模具本体的第一面辐射状设置有多个凹槽,所述凹槽内镶嵌有模块,所述模块的四周被所述模具本体包围,所述模块上设置有模腔,所述模块由具有海绵状微孔结构的合金材料制成;所述模块与所述凹槽的槽底之间具有间隙,所述间隙形成通道,所述模具本体的外周面上设置有与外界相通的通孔,所述通孔与所述通道相通。
进一步的,所述模块不高于所述模具本体的第一面。
进一步的,所述凹槽设置有止口结构,所述模块设置有连接凸台,所述连接凸台固定连接于所述止口结构的台阶上。
进一步的,所述模具本体为分体结构,包括安装在一起的安装板和密封板,所述安装板上设置有镶嵌所述模块的安装孔,所述止口结构设置在所述安装板上,所述止口结构具有围绕所述模块外周面的不透气的隔墙,所述隔墙抵靠于所述密封板,在所述隔墙围绕的区域内,所述模块与所述密封板之间具有所述通道。
进一步的,所述安装板设置有齿轮连接凸台,所述密封板上开设有减重孔,所述齿轮安装凸台穿出所述减重孔。
进一步的,所述齿轮连接凸台设置有多个,围绕所述安装板的回转中心所述齿轮连接凸台与所述模块交替布置。
进一步的,所述密封板设置有密封板凹槽,所述密封板凹槽形成所述通道,与所述通道连通的所述通孔设置于所述密封板上。
进一步的,所述模具本体为整体结构。
进一步的,所述模块为矩形,所述模块上设置有一列或多列模腔。
进一步的,所述模具本体设置有模具本体中心孔。
采用了上述技术方案后,本发明的有益效果是,模具包括圆盘形不透气材质的模具本体,模具本体具有第一面和第二面,模具本体的第一面辐射状设置有多个凹槽,凹槽内镶嵌有模块,模块的四周被所述模具本体包围,模块上设置有模腔,模块由具有海绵状微孔结构的合金材料制成;模块与凹槽的槽底之间具有间隙,间隙形成通道,模具本体的外周面上设置有与外界相通的通孔,通孔与通道相通;压缩空气通过通孔进入到通道内,将与通道相对应的模孔内的成型产品吹出,相较于使用高压水来进行脱模,避免了水污染,节能环保,并且使用压力较高的压缩空气将成型产品吹出,使得成型产品较易脱离模具,提高脱模效率,并且不易造成成型产品的破坏,成型效果好。
附图说明
图1是使用本发明的模具的肉制品成型机的结构示意图;
图2是图1(去掉动力机构)的俯视图;
图3是图1的左视图;
图4是图3中充填机构的放大的结构示意图;
图5是图4的右视图;
图6是图4中刀片的放大的结构示意图;
图7是图3中动力机构的放大的结构示意图;
图8是图3中供液/供气机构、充填机构的放大的结构示意图;
图9是图8的俯视图的局部结构示意图;
图10是图8中A区域的放大的局部剖视图;
图11是图9中B区域的局部放大图;
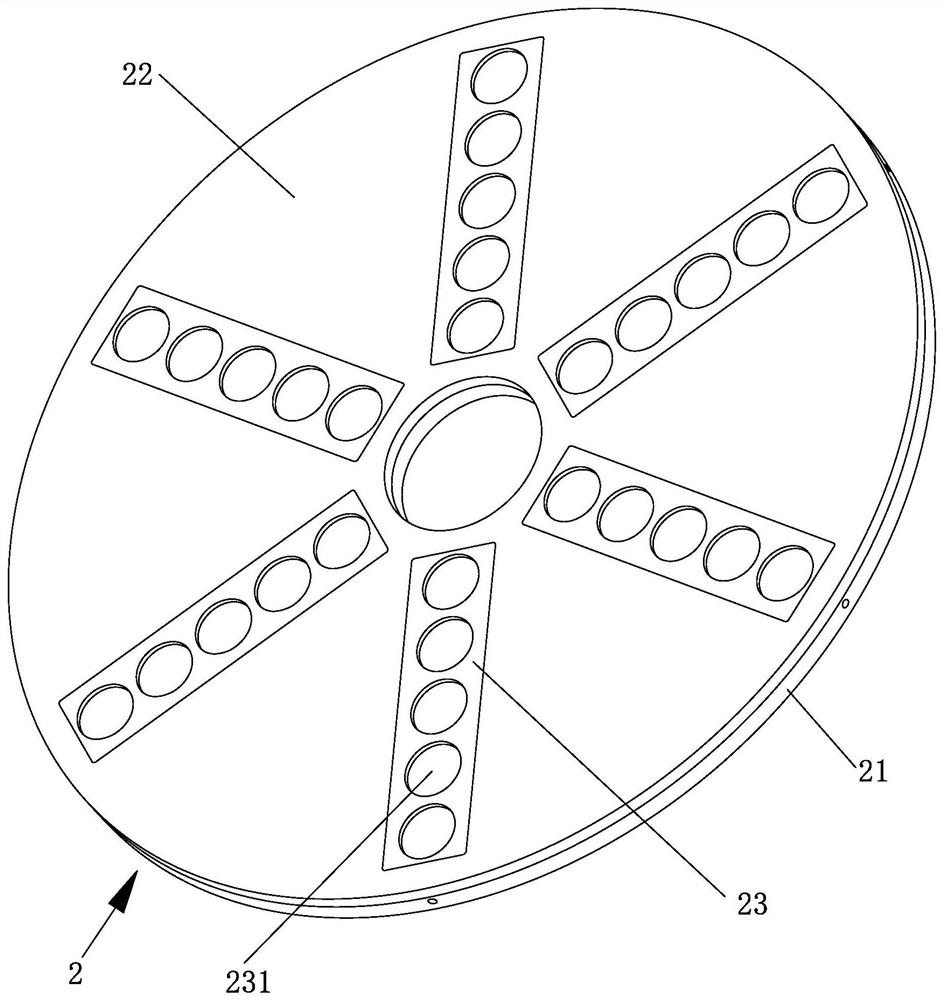
图12是本发明的模具的立体图;
图13是图12中模具的另一方向的立体图;
图14是图1中模具的结构示意图;
图15是图14中C-C处的旋转剖视图;
图16是图15中D区域的放大的结构示意图;
图17是图15中E区域的放大的结构示意图;
图18是图12中安装板的立体图;
图中:1-机架,2-模具,21-密封板,211-通道,212-密封板通孔,213-减重孔,22-安装板,221-隔墙,222-齿轮安装凸台,23-模块,231-模腔,232-连接凸台,24-模具中心孔,3-动力机构,31-电机,32-小齿轮,33-转盘轴承,34-大齿轮,4-充填机构,41-料斗,42-充填通槽,421-通槽凸台,43-气囊一,44-刀片,45-气囊二,46-滑轨,47-滑座,48-锁紧组件,481-安装座,482-压板,483-插销,49-固定板,410-调节螺栓,5-供液/供气机构,51-供液/供气嘴,511-供液/供气孔,512-导向部,513-供液/供气嘴凹槽,514-压缩弹簧一,515-压缩弹簧二,52-供液/供气管,6-输送机构,61-输送带。
具体实施方式
下面结合附图与实施例对本发明作进一步说明。
结合图1、图2、以及图3共同所示,一种肉制品成型机,它包括机架1和模具2、驱动模具2转动的动力机构3、以及用于对模具2进行充填原料的充填机构4。
模具2包括圆盘形不透气材质的模具本体,模具本体具有第一面和第二面,动力机构3连接在模具本体的第二面、驱动模具本体绕自身中心转动。
沿模具2的旋转方向,肉制品成型机依次设置有充填工位、卸料工位、清洗工位以及吹干工位,充填机构4设置在充填工位,卸料工位、清洗工位以及吹干工位分别设置有向相应的通道211供气或供清洗液的供气/供液机构。
肉制品成型机还包括输送机构6,输送机构6包括输送带61以及驱动输送带61的驱动机构,驱动机构常采用驱动电机等,输送带61位于卸料工位处、且位于相应的模具2的模块23的下方。
结合图12、图13、以及图14共同所示,模具本体的第一面辐射状设置有多个凹槽,凹槽内镶嵌有模块23,模块23的四周被模具本体包围,模块23上设置有模腔231,模块23优选为矩形结构,在模块23上设置有一列或多列模腔231。为了能够满足消费者的不同需求,模腔231优选为方形、圆形、或者各种异形。
在模具本体设置有模具本体中心孔24。
模块23由具有海绵状微孔结构的合金材料制成。具有海绵状微孔结构的合金材料在授权公告号为“CN101444323B”、名称为“模制三维产品的模具、系统和制造模具的方法”有详细记载,属于公知技术,在此不再赘述。
模块23的高度不高于模具本体的第一面;在模块23与模具本体凹槽的槽底之间具有间隙,间隙形成通道211,模具本体的外周面上设置有通道211与外界连通的通孔。模块23的四周被模具本体包围,模块23的外周面不透气,避免具有海绵状微孔结构的合金材料造成模腔231中的成型产品在脱模时漏气或者串气,而影响成型产品的完整性。以防止压缩气体将不需要脱离模块22的模腔231中的成型产品吹出。
模具本体凹槽设置有止口结构,模块23设置有连接凸台232,连接凸台232固定连接在止口结构的台阶上。连接凸台232通过螺栓固定连接在止口结构的台阶上。
结合图12、图14、图15、图16、图17、以及图18共同所示,模具本体为分体结构,包括安装在一起的安装板22和密封板21,安装板22为金属材质的安装板,密封板21为塑料材质的密封板。
在安装板22上设置有镶嵌模块23的安装孔,止口结构设置在安装板22上,止口结构具有围绕模块23外周面的不透气的隔墙221,隔墙221抵靠在密封板21上,在隔墙221围绕的区域内,模块23与密封板21之间具有通道211。
在安装板22上设置有齿轮连接凸台222,在密封板21上开设有减重孔213,齿轮安装凸台222穿出减重孔213。
齿轮连接凸台222设置有多个,围绕安装板22的回转中心齿轮连接凸台222与模块23交替布置。
密封板21设置有密封板凹槽,密封板凹槽形成通道211,与通道211连通的通孔设置在密封板21上,即为密封板通孔212。
模具本体也可以采用为整体结构,模具本体可以为金属材质,也可以为非金属材质。
结合图1以及图7共同所示,动力机构3包括安装在机架1上的电机31和转盘轴承33,电机31的输出轴上固定连接有小齿轮32,转盘轴承33上连接有大齿轮34,小齿轮42与大齿轮34啮合以传递电机31输出的动力,大齿轮34与模具本体的第二面固定连接,即大齿轮34与模具2的安装板22上设置的齿轮连接凸台222固定连接。模具2在电机31的带动下旋转运动。
结合图1、图4、图5、以及图6共同所示,充填机构4包括安装在机架1上料斗41,在料斗41与机架1之间设置有高度调节装置。高度调节装置包括竖向设置在机架1的调节螺栓410,料斗41通过调节螺栓410连接在机架1上。调节螺栓410设置在料斗41的两侧,在料斗41上固定连接有固定板49,调节螺栓410与固定板49连接。
在料斗41的上部活动连接有充填通槽42,充填通槽42设置有向外延伸的充填通槽凸台421,充填通槽凸台421的下方与机架1之间设置有弹性装置,弹性装置能够使得充填通槽凸台421始终贴靠在模具2的安装板22上。充填通槽42内部形成充填腔,充填腔的开口为矩形。使用时,充填腔与转至充填通槽42上方的模具2的模腔231相通。
弹性装置为气囊一43或膜片式夹紧气缸一(图中未示出)。
充填通槽42的上部还设置有刀片组件,刀片组件包括设置在充填通槽42上的充填通槽凹槽内的刀片44,朝向原料肉的一侧,刀片44为锯齿状。刀片44为长条形结构,刀片44在长度方向上覆盖旋转至其上方的模块23,刀片44的下方设置有用于将刀片44压向并贴靠在模具2的安装板55的弹性组件。弹性组件为气囊二45或者膜片式夹紧气缸二(图中未示出)。
充填机构4还包括滑座47,料斗41通过调节螺栓410安装在滑座47上,在机架1上固定设置有滑轨46,滑座47滑动约束于滑轨46。在机架1上设置有用于将滑座47锁紧于滑轨46的锁紧组件48,锁紧组件48至少设置有两组,分别设置在滑轨46的两侧。锁紧组件48包括固定安装在机架4上的安装座481,安装座481上铰接有压板482,锁紧时,压板482压紧在滑座47上,并使用插销483进行锁定。
结合图1、图8、与9、图10、以及图11共同所示,供气/供液机构5包括用于与密封板21的密封板通孔212连通的供气/供液嘴51,供气/供液嘴51安装在机架1上,供气/供液嘴51包括设置有供气/供液孔511的供气/供液部,供气/供液机构5还包括将供气/供液部压向并贴靠在模具本体外周面的压缩弹簧一514。供气/供液机构5还包括与供气/供液孔511相连通的供气/供液管52。
供气/供液部贴靠模具本体的一端设置有供气/供液嘴凹槽513,供气/供液嘴凹槽513与供气/供液孔511连通。供气/供液嘴凹槽513的设置能够使得供气/供液机构5对通道211进行供气/供液的时间增长,供气/供液的量增大。
供气/供液嘴51还包括两个导向部512,两个导向部512分别位于供气/供液部的两侧;供气/供液机构5还包括将导向部512压向并贴靠在模具本体外周面的压缩弹簧二515。
下面以使用本发明的肉制品成型机将原料肉加工成肉饼的工作过程详细描述如下:
肉制品成型机按照预定的控制程序开始工作。模具本体在动力机构3的电机31的带动下旋转,同时,外接的真空灌装机(图中未示出)将原料肉输送到充填机构4的料斗41里,然后,原料肉经过充填腔进入到旋转至充填工位的模块23的模腔231内,较小块的原料肉被充填到模块23的模腔231中,较大块的原料肉在充填到模块23的模腔231中时,部分外露在模腔231外的部分被刀片切割断,以保证充填的完整性。
在充填工位完成对模腔231充填之后,模具2继续旋转,旋转至卸料工位。供气/供液机构5的供气/供液嘴51的两侧是导向部512,位于中间的供气/供液部的供气/供液孔511内有高压气体通过。在压缩弹簧一514和压缩弹簧二515的作用下,供气/供液嘴51紧密贴合在模具本体的外周面上,当模具本体外周面上的密封板通孔212经过供气/供液嘴51时,高压气体迅速进入相应的通道211中,在高压气体的作用下,成型后的成型产品脱离模具本体,落到位于下方的输送带61上,并输送至下一工序。
当旋转至清洗工位的模块23需要清洗时,供气/供液嘴51里充满高压清洗液,当模具外周面上的密封板通孔212经过供气/供液嘴51时,高压清洗液迅速进入相应的通道211中,将相应模块23中的残留物排出,清洗干净。
清洗完毕后,模具2继续旋转,清洗完毕的模块23旋转至吹干工位,供气/供液嘴51里充满高压空气,当模具本体外周面上的密封板通孔212经过供气/供液嘴51时,高压空气迅速进入相应的通道211中,将清洗后的模块23吹干。
上述工作过程循环往复进行。
本说明书中涉及到的带有序号命名的技术特征(如第一面、第二面、气囊一、气囊二、压缩弹簧一、压缩弹簧二等),仅仅是为了区别各技术特征,并不代表各技术特征之间的位置关系、安装顺序及工作顺序等。
在本说明书的描述中,需要理解的是,“外周面”、“上方”、“下方”、“上部”、“向外”等描述的方位或者位置关系是基于附图所示的方位或者位置关系,仅仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
本发明不局限于上述具体的实施方式,本领域的普通技术人员从上述构思出发,不经过创造性的劳动,所作出的种种变换,均落在本发明的保护范围之内。
- 圆盘式肉制品成型模具
- 肉制品成型模具