孔类直径检测装置
文献发布时间:2023-06-19 11:32:36
技术领域
本发明涉及机械检测技术领域,具体涉及一种孔类直径检测装置。
背景技术
目前,针对批量化精密孔类直径的检测多采用电子塞规测量,其测量时只能针对同一规格型号的产品进行测量,当产品尺寸更换时,需要更换不同尺寸的电子塞规。此种测量方式存在使用功能单一,无法适应不同型号产品的测量。产品换型后对应的测量装置报废,需要加工新的测量装置时存在成本高的问题。
发明内容
本发明为解决现有孔类直径测量装置只能针对单一型号的产品进行测量,在产品换型后存在测量装置报废,进而导致成本增加的问题,提供一种孔类直径检测装置。
孔类直径检测装置,该装置采用三点法测量直径;包括本体,固定测头、活动测头、活动测头支架、杠杆销、千分表以及手柄;
所述本体具有三个相互成120°分布的本体槽;并且所述本体的端面开设有与所述本体槽相通的螺钉孔;所述本体槽包括第一本体槽、第二本体槽和第三本体槽;
所述固定测头通过固定测头调整尺寸螺钉调整固定测头到本体中心的尺寸,然后通过测头紧固螺钉将固定测头紧固于第二本体槽和第三本体槽中;
所述活动测头支架通过活动测头调整尺寸螺钉调整活动测头支架在第一本体槽中前后位置,实现控制活动测头到本体中心的尺寸,并通过支架紧固螺钉将活动测头支架固定在第一本体槽中;
所述活动测头支架的一端固定手柄,千分表固定在活动测头支架上,所述活动测头读取被测孔直径尺寸通过千分表显示。
本发明的有益效果:本发明所述的检测装置,适用于不同尺寸的孔类产品的检测,在被测产品换型后,本检测装置不会报废,通过调整可以用于单一尺寸大批量生产或任何其它尺寸量产产品的测量。重复性好,利用率高,三点法测量是符合加工工艺学的,可以避免在测量三棱孔时采用两点法带来结构误差导致的不准确。
本发明的检测装置经过调整测头位置测量直径尺寸范围可以在
附图说明
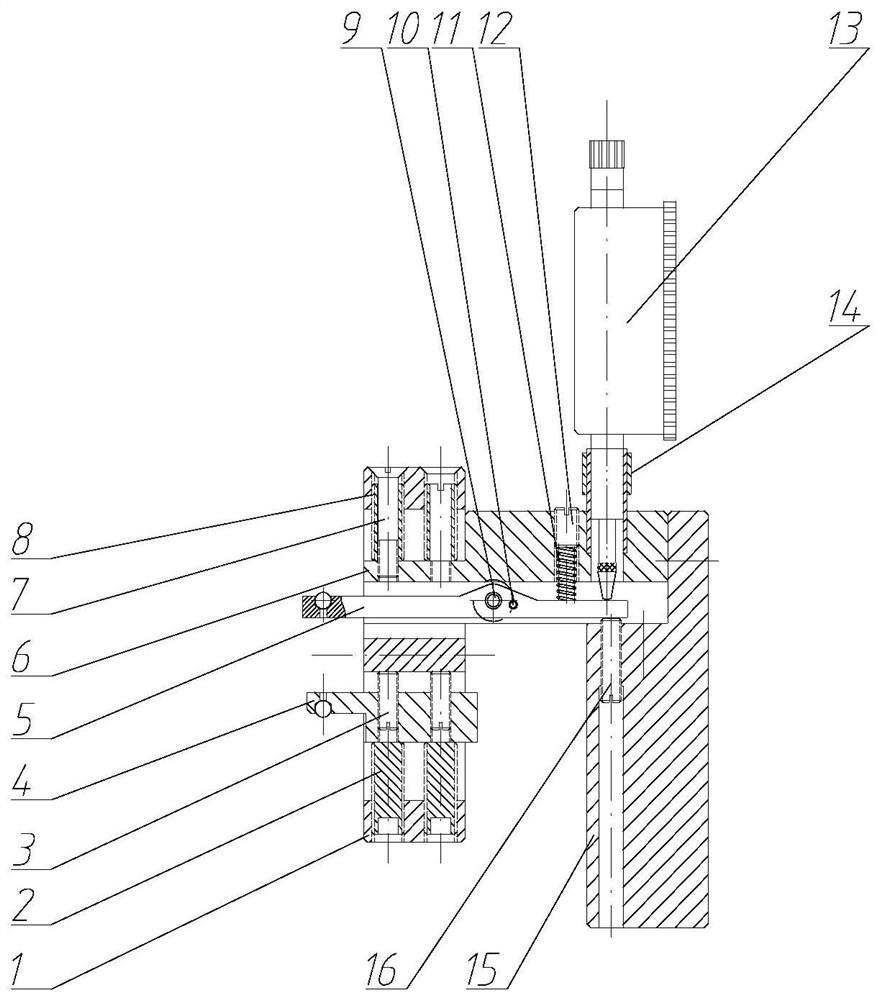
图1为本发明所述的孔类直径检测装置的整体结构示意图;
图2为本发明所述的孔类直径检测装置的本体的结构图;
图3为采用本发明所述的孔类直径检测装置进行检测的原理图。
图中,1、本体2、测头紧固螺钉3、固定测头调整尺寸螺钉4、固定测头,5、活动测头,6、活动测头支架,7、支架紧固螺钉,8、活动测头调整尺寸螺钉,9、杠杆销,10、杠杆限位销,11、测力调整弹簧,12、螺钉,13、千分表,14、表架,15、手柄,16、杠杆微调螺钉。
具体实施方式
结合图1至图3说明本实施方式,孔类直径检测装置,该检测装置采用三点法测量直径,包括本体1、测头紧固螺钉2、固定测头调整尺寸螺钉3、两个固定测头4、一个活动测头5、活动测头支架6、支架紧固螺钉7、活动测头调整尺寸螺钉8、杠杆销9、测力调整弹簧11、螺钉12、千分表13以及手柄15;两个固定测头4,一个活动测头5为读取被测孔直径尺寸的测头,活动测头5采用杠杆结构1:1还原孔径真值尺寸,尺寸传递给后端千分表13或传感器将尺寸显示出来。
所述本体1具有三个相互成120°分布的本体槽;并且所述本体1的端面开设有与所述本体槽相通的螺钉孔;所述本体槽包括第一本体槽、第二本体槽和第三本体槽;所述第二本体槽和第三本体槽的宽度相同且均小于第一本体槽的宽度。
所述固定测头4通过固定测头调整尺寸螺钉3调整固定测头4到被测孔中心的尺寸,然后通过测头紧固螺钉2将固定测头4紧固于第二本体槽和第三本体槽中;所述活动测头支架6通过活动测头调整尺寸螺钉8调整活动测头支架6在第一本体槽中前后位置,实现控制活动测头5到被测孔中心的尺寸,并通过支架紧固螺钉7将活动测头支架6固定在第一本体槽中;所述活动测头支架6的一端固定手柄15,千分表13固定在活动测头支架6上,所述活动测头5读取被测孔直径尺寸通过千分表13显示。
所述活动测头支架6的一端固定手柄15,在所述活动测头支架6上设置有螺钉孔和表架安装孔,所述螺钉孔内放置测力调整弹簧11,所述测力调整弹簧11的一端与活动测头5的表面接触,另一端通过螺钉12固定。所述表架安装孔用于安装表架14,所述千分表13固定安装在表架14上。
本实施方式中,所述固定测头4和活动测头5的测点均采用硬质合金钢球,安装方式为阶梯孔台阶面120度锥面,硬质合金钢球过盈压于大孔,并落于120硬锥面上,在所述测点的背部,设置有小孔,小孔是便于压出硬质合金钢球,防止测量点磨损更换或转动硬质合金钢球方向后再压入大孔。
本实施方式中,还包括杠杆微调螺钉16,所述手柄15上设置杠杆微调孔,杠杆微调螺钉16穿过杠杆微调孔实现对活动测头5的调整。
本实施方式中,还包括杠杆限位销10,杠杆限位销10直径尺寸与活动测头支架6连接孔直径尺寸相同且过盈配合,活动测头5上的与杠杆限位销10连接的孔尺寸大于杠杆限位销10的直径尺寸,它们间隙就是活动测头5的摆动量,杠杆限位销10用于限定活动测头5的测量范围,保证测量准确性。
本实施方式中,所述固定测头4是采用测头紧固螺钉2顶接在第二本体槽和第三本体槽中,活动测头5是采用支架紧固螺钉7拉接第一本体槽中。
本实施方式中,在固定测头调整尺寸螺钉3、活动测头调整尺寸螺钉8可以调整,以适应不同尺寸的测量,在测头紧固螺钉2和支架紧固螺钉7的连接下构成一个塞规,在测量时活动测头5是随着孔径尺寸变化而绕着杠杆销9摆动,测量端与显示端杠杆比是3:2。
本实施方式所述的检测装置,在测量某一孔类直径的尺寸时,通过调整每个固定测头4上的两个测头调整尺寸螺钉3伸出长短来控制固定测头4到本体1的中心尺寸,该尺寸是孔的半径尺寸的中值,然后用两个测头紧固螺钉2将两个固定测头4紧固于第二本体槽和第三本体槽中。活动测头5安装在活动测头支架6槽中,由杠杆销9将其铰接,调整两个活动测头调整尺寸螺钉8伸出长短,控制活动测头支架6在第一本体槽中前后位置,也就是控制活动测头5到本体1的中心尺寸,该尺寸是孔的半径尺寸的中值,然后用两个支架紧固螺钉7将活动测头支架6紧固于第一本体槽中。最后通过所述活动测头5读取被测孔直径尺寸通过千分表13显示。
本实施方式所述的检测装置在测量产品孔径时,采用本体1下端面与两个固定测头4定位测量的基准,所以重复性好。在被测产品换型后,本检测装置不会报废,通过调整可以用于单一尺寸大批量生产或任何其它尺寸量产产品的测量,即:本实施方式的检测装置经过调整测头位置测量直径尺寸范围可以在
结合图3,以孔径尺寸
表1
根据表1可以看出,采用本实施方式所述的检测装置在测量范围0.2mm时测量误差小于0.0002mm,千分表是显示不出来的,可以忽略不计。本实施方式所述的检测装置检测精度高。
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
- 孔类直径检测装置
- 旋喷扩头锚杆成孔直径检测装置及孔口返浆密度检测装置