一种除磁组件、除磁装置以及锂离子电池生产系统
文献发布时间:2023-06-19 11:50:46
技术领域
本发明涉及除磁相关技术领域,具体涉及一种除磁组件、除磁装置以及锂离子电池生产系统。
背景技术
动力锂离子电池正负极极片除表面磁性物质多采用圆柱形磁棒对极片表面存在的磁性金属物质进行吸附处理,极片涂层在烘干后、对辊、分切、冲片时,易受环境内粉尘和设备磨损产生的金属碎屑、粉尘污染,使磁性金属物质残留。在极片制成电芯后,电芯在充放电过程中,混入电池中的金属粉尘/碎屑,会在反应过程中溶剂化,溶剂化的金属离子在电池负极片表面析出并顺着隔膜孔隙生长,最终会在负极片表面形成金属枝晶刺穿隔膜形成局部短路,造成模组内各电芯电压不一致,严重情况下还可能造成车辆安全风险。现有对极片的除磁主要通过圆柱形磁棒的磁场对带磁性的金属物质产生的吸附力将极片表面的金属物质去除。
现有的锂离子电池极片的除磁装置存在如下问题:
1、圆柱形磁棒的磁场强度和磁场分布会影响磁棒对极片表面的磁性金属物质的吸附效果。
2、现有用于锂离子电池制程除磁的磁棒磁场都是沿磁棒表面一圈一圈的环绕型磁场,磁场在磁棒轴向呈一节一节的阶梯式分布,磁场间隔与组成磁棒的磁铁高度一致,整体磁棒磁场强度为强-弱-强-弱-强-弱-强式分布(类似正弦曲线的波动),磁场强度低谷处几乎无极片除磁效果。
3、现有磁棒内由三块轴向充磁磁铁为一组,相邻两组磁铁安装时磁极性相反并使用导磁垫片聚磁,其磁场强度在导磁垫片的边缘处极强(最高值),其每组磁铁中间处(即每三块磁铁的中间位置)磁性强度极低,导致从磁棒表面经过的极片表面的磁性金属物质去除不均匀,磁棒磁性强度较低处磁性金属物质未除去。
4、现有磁棒安装方式为在极片表面上/下方向各仅安装一根磁棒,未使用在在水平方向上错位安装的方式,且磁棒上存在磁性强度较低处,导致未除去的磁性金属物质直接流转后制成电芯,最终造成成品电芯存在自燃的安全风险。
5、现有磁棒为圆柱形磁棒,其磁场为围绕磁棒的圆柱形磁场,实际只使用了极片通过方向的极少一部分,磁棒磁性利用率低。
6、圆柱形磁棒磁场呈辐射状散发,磁场的磁性强度随距离的变化急速衰减,极片距离磁棒10mm处磁性强度下降为其表面的11%-15%,极片距离磁棒20mm处磁性强度下降为其表面的2%-3%,极片距离磁棒30mm处磁性强度下降为其表面的0.4%-0.6%。
发明内容
本发明为了解决上述技术问题中的一种或几种,提供一种除磁组件、除磁装置以及锂离子电池生产系统。
本发明解决上述技术问题的技术方案如下:一种除磁组件,包括叠加设置的第一磁块、第二磁块和第三磁块,位于外侧的第一磁块和第三磁块分别采用径向充磁且安装方向相反,所述第一磁块的N极和S极分别与所述第三磁块的S极和N极对应布置;位于中间的第二磁块采用轴向充磁,且其N极和S极分别与第一磁块和第三磁块相接触。
本发明的有益效果是:本发明除磁组件的第一磁块的N极与第二磁块的N极相接,在第一磁块和第二磁块的N极相接边上叠加形成此区域磁性强度最高的除磁线,除磁组件的第三磁块的S极与第二磁铁的S极相接,在第三磁块和第二磁块的S极相接边上叠加形成此区域磁性强度最高的除磁线,除磁组件的背面磁路形成最短磁回路,除磁组件的第一磁块的S极与第二磁块的N极相接,除磁组件的第三磁块的N极与第二磁块的S极相接,形成最短的磁回路减少磁性外泄,提高磁铁利用率。本发明整个除磁组件形成的小模块仅在指定表面上(例如:极片通过区域)有极强的磁场分布,在除磁模块其他面上,磁场均有极短的回路,磁性利用率极高。本发明通过采用三个磁块按特定充磁和组合方式,装配为一个在指定表面上拥有两道平行直线状、磁场强度极高的除磁模块,除磁模块指定表面上(长度或宽度方向)拥有两道贯穿整个表面的磁场,磁场强度极高且磁场强度波动极小,无磁场较低点,无强-弱-强-弱-强式的波动,可有效防止因磁棒磁场强度分布波动造成的极片表面局部区域磁性金属物质未去除导致的锂离子电池安全风险。
在上述技术方案的基础上,本发明还可以做如下改进。
进一步,所述第一磁块N极所在面、第二磁块的一侧面和第三磁块的S极所在面位于同一平面上。
采用上述进一步方案的有益效果是:使形成的除磁线磁性均匀稳定。
进一步,所述第一磁块、第二磁块和第三磁块分别采用立方体结构。
采用上述进一步方案的有益效果是:第一磁块、第二磁块和第三磁块均为方形磁块,除磁线在水平方向上磁性强度变化较小,对比圆柱形磁棒,无强-弱-强-弱-强式的波动。
进一步,所述第一磁块和第三磁块大小及结构相同。
采用上述进一步方案的有益效果是:使形成的两条除磁线磁性强度均匀稳定。
进一步,所述第一磁块、第二磁块和第三磁块之间的接触面大小相同。
采用上述进一步方案的有益效果是:使形成的两条除磁线磁性强度均匀稳定。
进一步,所述第一磁块、第二磁块和第三磁块上分别设有贯穿布置的安装孔,所述第一磁块、第二磁块和第三磁块的安装孔相互对应。
采用上述进一步方案的有益效果是:安装孔的设置便于各个磁块的固定和安装。
一种除磁装置,包括至少两个所述的除磁组件,每个所述除磁组件上形成有两条除磁线,相邻两个所述除磁组件在预设方向上错位设置,使相邻两个除磁组件上的除磁线在预设方向上连续布置。
本发明的有益效果是:本发明的除磁装置由多个除磁组件错位安装的方式组成整个除磁面,每个除磁组件在预设方向上存在两条磁性强度最高的除磁线,各个除磁组件之间首尾相接使得每个除磁组件的除磁线在预设方向上组合成一条延续的、无缺漏的除磁线,以保证待除磁件表面上任意位置的磁性粉末均经过了两道除磁线的吸附除磁。本发明利用不同除磁组件错位安装的方式,使整个除磁面的装配体在指定表面上拥有两道横跨整个表面的磁场,且该磁场在此表面上的磁场强度高度一致,磁场强度分布波动极小、磁铁利用率高。在待除磁件(极片等)通过除磁面时,横穿整个磁板的磁场方向与待除磁件运动方向垂直,待除磁件每个区域均通过等量的磁场除磁,可有效防止因磁棒磁场强度分布波动造成的极片表面局部区域磁性金属物质未去除导致的锂离子电池安全风险。
进一步,相邻两个所述除磁组件中,一个除磁组件上的第一磁块与另一个除磁组件上的第三磁块或第一磁块沿垂直于预设方向间隔或接触布置。
采用上述进一步方案的有益效果是:使相邻除磁组件首尾相接,便于形成连续、无缺漏的除磁线。
进一步,多个所述除磁组件沿预设方向排布成两排,其中一排所述除磁组件与另一排除磁组件的间隔对应布置。
采用上述进一步方案的有益效果是:节省安装空间,方便布置安装。
进一步,还包括安装板,多个所述除磁组件安装在所述安装板上。
采用上述进一步方案的有益效果是:将多个除磁组件采用错位安装的方式安装在安装板上,形成一个具有连续除磁线的除磁板,方便安装布置。每个除磁组件在与待除磁件(极片)移动方向垂直的方向上存在两条磁性强度最高的除磁线,除磁组件之间首尾相接使得每个除磁组件的除磁线在与待除磁件(例如极片)移动方向垂直的方向上组合成一条延续的、无缺漏的除磁线,以保证待除磁件(例如极片)表面上任意位置的磁性粉末均经过了两道除磁线的吸附除磁,极片表面无漏除磁区域。
一种锂离子电池生产系统,包括生产设备以及所述的除磁装置,所述除磁装置安装在所述生产设备上,所述生产设备上待除磁件的移动方向垂直于所述预设方向。
本发明的有益效果是:所述生产设备包括锂离子电池制程的任意设备,包括输送设备、对辊设备、分切设备、冲片设备以及涂布机烘箱等,可将除磁装置安装在这些设备上,对进行输送工序、对辊工序、分切工序、冲片工序以及烘干等工序的电池极片进行有效除磁。例如,可以直接将除磁装置装配在输送设备的间隙中,当对极片运送时就能够有效除磁。除磁组件的背面磁路形成最短磁回路,仅使用面(正面)叠加形成两条磁性强度极高的除磁线,除磁线位置磁场的磁性强度随距离的变化衰减较小,待除磁件(例如:极片)距离除磁面10mm处磁性强度仍有其表面的37%-46%,待除磁件(例如:极片)距离除磁面20mm处磁性强度仍有其表面的18%-24%,可保证良好的除磁效果。
附图说明
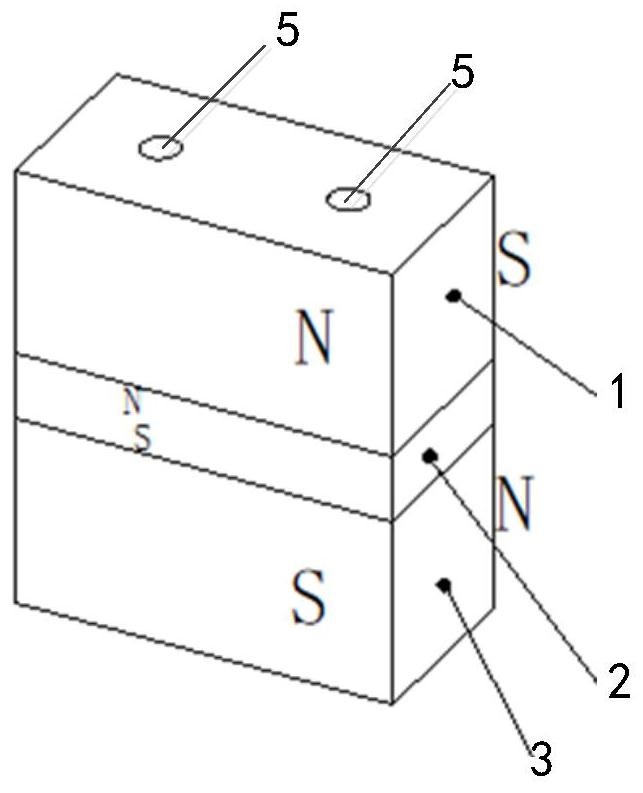
图1为本发明除磁组件的立体结构示意图;
图2为本发明除磁组件主视以及侧视的内部结构示意图;
图3为本发明除磁装置的立体结构示意图;
图4为本发明除磁装置的主视结构示意图;
图5为本发明除磁组件的磁感线分布示意图;
图6为本发明除磁组件爆炸状态的磁感线分布示意图。
附图中,各标号所代表的部件列表如下:
1、第一磁块;2、第二磁块;3、第三磁块;4、除磁线;5、安装孔;A、待除磁件移动方向;B、预设方向。
具体实施方式
以下结合附图对本发明的原理和特征进行描述,所举实例只用于解释本发明,并非用于限定本发明的范围。
实施例1
如图1和图2所示,本实施例的一种除磁组件,包括叠加设置的第一磁块1、第二磁块2和第三磁块3,位于外侧的第一磁块1和第三磁块3分别采用径向充磁且安装方向相反(磁块极性相反),所述第一磁块1的N极和S极分别与所述第三磁块3的S极和N极对应布置;位于中间的第二磁块2采用轴向充磁,且其N极和S极分别与第一磁块1和第三磁块3相接触。如图1和图2所示,轴向充磁和径向充磁方向垂直,径向充磁方向平行于第一磁块1和第二磁块2装配面,轴向充磁方向垂直于所述第一磁块1和第二磁块2的装配面。
其中,第一磁块1、第二磁块2和第三磁块3的磁场分布如图5和图6所示,磁铁外部磁场由N极指向S极,磁感线断开处磁场绕磁铁本身回到S极。(磁场分布图上仅画出一条磁感线用于示意)。
如图1和图2所示,所述第一磁块1、第二磁块2和第三磁块3可采用任意形状结构,使第一磁块1N极所在面、第二磁块2的一侧面以及第三磁块3S极所在面位于同一平面上。可在该平面上形成两条除磁线,除磁线在水平方向上磁性强度变化较小,对比圆柱形磁棒,无强-弱-强-弱-强式的波动。
本实施例的除磁组件的第一磁块1、第二磁块2和第三磁块3的大小可以调整变化,如可将中间的第二磁块2设计尺寸大于第一磁块1和第三磁块3的尺寸。
本实施例的除磁组件的第一磁块的N极与第二磁块的N极相接,在第一磁块和第二磁块的N极相接边上叠加形成此区域磁性强度最高的除磁线,除磁组件的第三磁块的S极与第二磁铁的S极相接,在第三磁块和第二磁块的S极相接边上叠加形成此区域磁性强度最高的除磁线,除磁组件的背面磁路形成最短磁回路,除磁组件的第一磁块的S极与第二磁块的N极相接,除磁组件的第三磁块的N极与第二磁块的S极相接,形成最短的磁回路减少磁性外泄,提高磁铁利用率。本实施例整个除磁组件形成的小模块仅在指定表面上(例如:极片通过区域)有极强的磁场分布,在除磁模块其他面上,磁场均有极短的回路,磁性利用率极高。本实施例通过采用三个磁块按特定充磁和组合方式,装配为一个在指定表面上拥有两道平行直线状、磁场强度极高的除磁模块,除磁模块指定表面上(长度或宽度方向)拥有两道贯穿整个表面的磁场,磁场强度极高且磁场强度波动极小,无磁场较低点,无强-弱-强-弱-强式的波动,可有效防止因磁棒磁场强度分布波动造成的极片表面局部区域磁性金属物质未去除导致的锂离子电池安全风险。
当然本发明的除磁组件除了能够在极片表面除磁,还可以运用到其他领域,例如液体、粉体、固体表面除磁都可以应用。
实施例2
如图1和图2所示,本实施例的一种除磁组件,包括叠加设置的第一磁块1、第二磁块2和第三磁块3,位于外侧的第一磁块1和第三磁块3分别采用径向充磁且安装方向相反(磁块极性相反),所述第一磁块1的N极和S极分别与所述第三磁块3的S极和N极对应布置;位于中间的第二磁块2采用轴向充磁,且其N极和S极分别与第一磁块1和第三磁块3相接触。如图1和图2所示,轴向充磁和径向充磁方向垂直,径向充磁方向平行于第一磁块1和第二磁块2装配面,轴向充磁方向垂直于所述第一磁块1和第二磁块2的装配面。
其中,第一磁块1、第二磁块2和第三磁块3的磁场分布如图5和图6所示,磁铁外部磁场由N极指向S极,磁感线断开处磁场绕磁铁本身回到S极。(磁场分布图上仅画出一条磁感线用于示意)。
如图1和图2所示,所述第一磁块1、第二磁块2和第三磁块3分别采用立方体结构。第一磁块、第二磁块和第三磁块均为方形磁块,除磁线在水平方向上磁性强度变化较小,对比圆柱形磁棒,无强-弱-强-弱-强式的波动。
如图1和图2所示,本实施例的一个可选方案为,所述第一磁块1和第三磁块3大小及结构相同。使形成的两条除磁线磁性强度均匀稳定。
如图1和图2所示,所述第一磁块1、第二磁块2和第三磁块3之间的接触面大小相同。使形成的两条除磁线磁性强度均匀稳定。
如图1和图2所示,所述第一磁块1、第二磁块2和第三磁块3上分别设有贯穿布置的安装孔5,所述第一磁块1、第二磁块2和第三磁块4的安装孔5相互对应。安装孔的设置便于各个磁块的固定和安装。
本实施例的除磁组件的第一磁块的N极与第二磁块的N极相接,在第一磁块和第二磁块的N极相接边上叠加形成此区域磁性强度最高的除磁线,除磁组件的第三磁块的S极与第二磁铁的S极相接,在第三磁块和第二磁块的S极相接边上叠加形成此区域磁性强度最高的除磁线,除磁组件的背面磁路形成最短磁回路,除磁组件的第一磁块的S极与第二磁块的N极相接,除磁组件的第三磁块的N极与第二磁块的S极相接,形成最短的磁回路减少磁性外泄,提高磁铁利用率。本实施例整个除磁组件形成的小模块仅在指定表面上(例如:极片通过区域)有极强的磁场分布,在除磁模块其他面上,磁场均有极短的回路,磁性利用率极高。本发明通过采用三个磁块按特定充磁和组合方式,装配为一个在指定表面上拥有两道平行直线状、磁场强度极高的除磁模块,除磁模块指定表面上(长度或宽度方向)拥有两道贯穿整个表面的磁场,磁场强度极高且磁场强度波动极小,无磁场较低点,无强-弱-强-弱-强式的波动,可有效防止因磁棒磁场强度分布波动造成的极片表面局部区域磁性金属物质未去除导致的锂离子电池安全风险。
当然本发明的除磁组件除了能够在极片表面除磁,还可以运用到其他领域,例如液体、粉体、固体表面除磁都可以应用。
实施例3
如图3和图4所示,本实施例的一种除磁装置,包括至少两个所述的除磁组件,每个所述除磁组件上形成有两条除磁线4,相邻两个所述除磁组件在预设方向B上错位设置,使相邻两个除磁组件上的除磁线4在预设方向B上连续布置。
如图3和图4所示,相邻两个所述除磁组件中,一个除磁组件上的第一磁块1与另一个除磁组件上的第三磁块3或第一磁块1沿垂直于预设方向B间隔或接触布置。使相邻除磁组件首尾相接,便于形成连续、无缺漏的除磁线。
如图3和图4所示,多个所述除磁组件沿预设方向B排布成两排,其中一排所述除磁组件与另一排除磁组件的间隔对应布置。节省安装空间,方便布置安装。
本实施例的除磁装置还包括安装板,多个所述除磁组件安装在所述安装板上。除磁组件在安装板上的安装固定方式可以采用粘接或卡接等方式。将多个除磁组件采用错位安装的方式安装在安装板上,形成一个具有连续除磁线的除磁板,方便安装布置。每个除磁组件在与待除磁件移动方向A(除磁件可以为极片)垂直的方向上存在两条磁性强度最高的除磁线,除磁组件之间首尾相接使得每个除磁组件的除磁线在与待除磁件移动方向A(除磁件可以为极片)垂直的方向上组合成一条延续的、无缺漏的除磁线,以保证待除磁件(例如极片)表面上任意位置的磁性粉末均经过了两道除磁线的吸附除磁,极片表面无漏除磁区域。
本实施例除磁装置上的各个除磁组件的大小可以不同,只要能够形成连续无缺漏的除磁线均可。
本实施例的除磁装置由多个除磁组件错位安装的方式组成整个除磁面,每个除磁组件在预设方向上存在两条磁性强度最高的除磁线,各个除磁组件之间首尾相接使得每个除磁组件的除磁线在预设方向上组合成一条延续的、无缺漏的除磁线,以保证待除磁件表面上任意位置的磁性粉末均经过了两道除磁线的吸附除磁。本实施例利用不同除磁组件错位安装的方式,使整个除磁面的装配体在指定表面上拥有两道横跨整个表面的磁场,且该磁场在此表面上的磁场强度高度一致,磁场强度分布波动极小、磁铁利用率高。在待除磁件(极片等)通过除磁面时,横穿整个磁板的磁场方向与待除磁件运动方向垂直,待除磁件每个区域均通过等量的磁场除磁,可有效防止因磁棒磁场强度分布波动造成的极片表面局部区域磁性金属物质未去除导致的锂离子电池安全风险。
当然本发明的除磁装置除了能够在极片表面除磁,还可以运用到其他领域,例如液体、粉体、固体表面除磁都可以应用。
实施例4
本实施例的一种锂离子电池生产系统,包括生产设备以及所述的除磁装置,所述除磁装置安装在所述生产设备上,所述生产设备上待除磁件的移动方向垂直于所述预设方向。
所述生产设备包括锂离子电池制程的任意设备,包括输送设备、对辊设备、分切设备、冲片设备以及涂布机烘箱等,可将除磁装置安装在这些设备上,对进行输送工序、对辊工序、分切工序、冲片工序以及烘干等工序的电池极片进行有效除磁。例如,可以直接将除磁装置装配在输送设备的间隙中,当对极片运送时就能够有效除磁。除磁组件的背面磁路形成最短磁回路,仅使用面(正面)叠加形成两条磁性强度极高的除磁线,除磁线位置磁场的磁性强度随距离的变化衰减较小,待除磁件(例如:极片)距离除磁面10mm处磁性强度仍有其表面的37%-46%,待除磁件(例如:极片)距离除磁面20mm处磁性强度仍有其表面的18%-24%,可保证良好的除磁效果。
实施例5
本实施例的一种锂离子电池生产系统,包括生产设备以及所述的除磁装置,所述除磁装置安装在所述生产设备上,所述生产设备上待除磁件的移动方向垂直于所述预设方向。所述生产设备包括涂布机烘箱,所述除磁装置安装在所述涂布机烘箱内,所述涂布机烘箱内待除磁件移动方向A垂直于所述预设方向B。
若待除磁件上下两面均需要除磁,可在涂布机烘箱内的除磁通道的上下内壁上分别设置一个所述除磁装置。若待除磁件三面需要除磁,可在涂布机烘箱的除磁通道的上下以及一侧内壁上分别设置一个所述除磁装置。若待除磁件三面需要除磁,可在涂布机烘箱的除磁通道的上下以及两侧内壁上分别设置一个所述除磁装置。
除磁组件的背面磁路形成最短磁回路,仅使用面(正面)叠加形成两条磁性强度极高的除磁线对待除磁件进行除磁,除磁线位置磁场的磁性强度随距离的变化衰减较小,待除磁件(例如:极片)距离除磁面10mm处磁性强度仍有其表面的37%-46%,待除磁件(例如:极片)距离除磁面20mm处磁性强度仍有其表面的18%-24%,使除磁组件受距离影响较小,可保证良好的除磁效果。
当然本发明的除磁组件除了能够在极片表面除磁,还可以运用到其他领域,例如液体、粉体、固体表面除磁都可以应用。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
- 一种除磁组件、除磁装置以及锂离子电池生产系统
- 一种锂离子电池负极材料除磁装置