一种无心磨床及其磨削组件
文献发布时间:2023-06-23 06:30:03
技术领域
本发明涉及无心磨床设备技术领域,尤其涉及一种无心磨床及其磨削组件。
背景技术
无心磨床是不需要采用工件的轴心定位而进行磨削的一类磨床。现有技术中,无心磨床主要由磨削砂轮、调整轮和工件支架三个机构构成,其中砂轮实际担任磨削工作。
为保持砂轮有效工作,需要对砂轮进行修整。传统的砂轮修整是依靠经验丰富的技工手持金刚石修整笔对砂轮进行修整,费时费力,而且不同规格的砂轮的修整对技工的操作水平有着更高的要求;有些机床会设置砂轮修整组件对砂轮进行在线修整,保证砂轮对工件的磨削精度。
现有技术中,对于金属基结合剂金刚石砂轮可采用电火花整修,电火花整修包括接触式方法和非接触方式。在进行接触式电火花整修时,电极与砂轮产生接触,使得砂轮与电极接触面之间的产生积屑无法及时排出,导致其结合剂排出效果不及非接触式电火花整修,而非接触式电火花整修由于不接触而工作不稳定,且容易产生电弧,导致磨削面烧伤。
发明内容
本发明的目的是为了保持现有技术中无心磨床砂轮处于高效磨削状态,而提出的一种无心磨床及其磨削组件,结合砂轮电火花接触式修整方法和电火花非接触式修整方法的特点,通过接触式修整方法进行整形,非接触式修整方法进行中修锐,实现砂轮的有效整修,保证砂轮高效磨削能力。
为了实现上述目的,本发明采用了如下技术方案:
一种无心磨削组件,包括工件支架、磨削砂轮和调整轮,所述工件支架位于磨削砂轮和调整轮之间,工件从工件支架进入磨削砂轮和调整轮之间并与磨削砂轮和调整轮分别接触,调整轮带动工件进给,磨削砂轮对工件的表面进行磨削加工。
为提高磨削砂轮的磨削效果,本磨削组件还设置了磨削砂轮的砂轮修整结构,用于保持磨削砂轮高效的磨削效果。
磨削砂轮和调整轮通过对应的活动支撑架与机架活动连接。磨削砂轮的活动支撑架通过砂轮伸缩缸与砂轮位移块连接,砂轮位移块与机架滑动连接,磨削砂轮与对应的活动支撑架旋转连接。调整轮的活动支撑架通过调整轮伸缩缸与调整轮位移块连接,调整轮位移块与机架滑动连接,调整轮与对应的活动支撑架旋转连接。
上述砂轮修整结构位于磨削砂轮的活动支撑架,砂轮修整结构包括第一接触轮和第二接触轮,所述第一接触轮和第二接触轮的轴线分别与砂轮的轴线平行设置。
进一步的,第一接触轮和所述第二接触轮与磨削砂轮的活动支撑架活动连接。优选的,所述磨削砂轮的活动支撑架上设置与磨削砂轮同轴的位移环,所述位移环上活动套接第一滑块和第二滑块,所述第一滑块通过第一伸缩缸与第一接触轮的连接座连接,所述第二滑块通过第二伸缩缸与第二接触轮的轴套连接。所述第一伸缩缸和第二伸缩缸的轴线相交于砂轮的中心轴,第一伸缩缸用于调节第一接触轮与砂轮之间的距离,第二伸缩缸用于调节第二接触轮与砂轮之间的距离。第一滑块和第二滑块用于形成第一接触轮和第二接触轮位置的改变。
进一步的,第一接触轮的圆柱侧面套接具有导电功能的第一接触套,第二接触轮的圆柱侧面套接具有导电功能的第二接触套,比如钢片或者铜片。
本处的第一接触轮连接电极的正极,第二接触轮连接电极的负极。当砂轮整修结构对砂轮进行在线整形时,此时所述第一接触轮的侧面和第二接触轮的侧面分别与砂轮的工作面接触,即第一接触套和第二接触套同时接触砂轮的金属结合剂,电流由正电极经砂轮到负电极构成回路,产生瞬间放电,放电处的结合剂被蚀除,从而对砂轮进行整形。
当砂轮被整形一段时间后,为保持砂轮高效的磨削能力,需要对砂轮工作表面的修锐处理,有效去除磨粒间的结合剂,保持磨粒间有效的容屑空间。
进一步的,所述第一接触轮由两个结合块组合而成,两个所述结合块螺纹套接于位移杆。所述位移杆包括正旋轴段和反旋轴段,所述正旋轴段和反旋轴段分别螺旋连接一个结合块。
进一步的,所述连接座旋转连接位移杆和结合轴,结合轴与位移杆同轴设置且保持间隙。所述结合轴靠近位移杆的一端设置结合板,所述结合板与结合轴之间设置结合缸,结合轴的另一端连接分离电机的输出轴。当结合板与位移杆的端面结合,分离电机可带动位移杆旋转。
所述第一滑块上设置止旋座,止旋座通过止旋缸与第一滑块连接,止旋座位于位移杆的一侧。所述止旋座上设置用于与结合块结合限位结合板,限位结合板包括第一限位结合板和第二限位结合板,其中第一限位结合板与正旋轴段上结合块的位置对应,第二限位结合板与反旋轴段上结合块的位置对应,第一限位结合板和第二限位结合板通过阻尼杆与止旋座滑动连接,阻尼杆与位移杆平行设置。
当第一限位结合板和第二限位结合板与对应的结合块施压接触,位移杆旋转,可带动两个结合块往不同的方向移动,产生远离或者靠近的运动状态。当第一限位结合板和第二限位结合板与对应的结合块分离,结合板不与位移杆的端面结合,结合块可自由旋转。
进一步的,两个结合块的相对面设置用于与砂轮径面接触的接触环,所述所述接触环位于结合块的安装环槽内部,安装环槽内部设置环状的活动套,所述接触环旋转连接于环状的活动套内部,所述活动套与接触环的上端面之间设置弹性压板,所述接触环的下端面用于与砂轮径面接触。所述活动套通过施压杆与安装槽的底部连接。
当两个结合块为结合状态,结合块的相对面相贴,使得接触环和活动套位于结合块的安装环槽的内部,施压杆为被压缩状态。当两个结合块为分离状态,施压杆为伸展状态,施压杆将接触环推出安装槽,接触环的的下端面可与砂轮的非工作径面接触。
进一步的,所述接触环、活动套和弹性压板为导体。活动套连接电源正极,弹性压板用于接触环与活动套之间的导电。
当砂轮整修结构对砂轮进行在线修锐时,两个结合块为分离状态,结合块上的接触环与砂轮的非工作径面接触,所述第二接触轮的侧面与砂轮的工作面不接触,此时砂轮连接正极,第二接触轮连接负极,此时砂轮和第二接触轮之间形成放电间隙,砂轮和工具电极之间产生脉冲火花放电,对金属结合剂进行电蚀,磨粒露出结合剂表面并形成一定的突出高度,从而达到修锐的目的。
本发明还提出一种无心磨床,将上述的无心磨削组件用于其中,在无心磨床上形成高效磨削效果。
本发明的有益效果是:
1、本无心磨床的磨削组件设置砂轮整修结构,该砂轮整修结构可用于完成无心磨床砂轮在线整形和修锐,本砂轮整修结构的第一接触轮和第二接触轮具有不同的接电状态,其中第一接触轮通过结合块组合而成,在两种不同的整修方式中呈现不同的状态,可根据砂轮不同的修整内容进行电火花接触式修整方法和电火花非接触式修整方法的切换,保证砂轮高效的工作。
2、本无心磨床的磨削组件的第一接触轮由两个结合块组合而成,两个结合块与位移轴结合,可产生产生旋转,也可以产生分离和靠近的位移动作,可配合无心磨削组件砂轮整修结构整形和修锐时的工况,保证砂轮整修的顺利进行。
附图说明
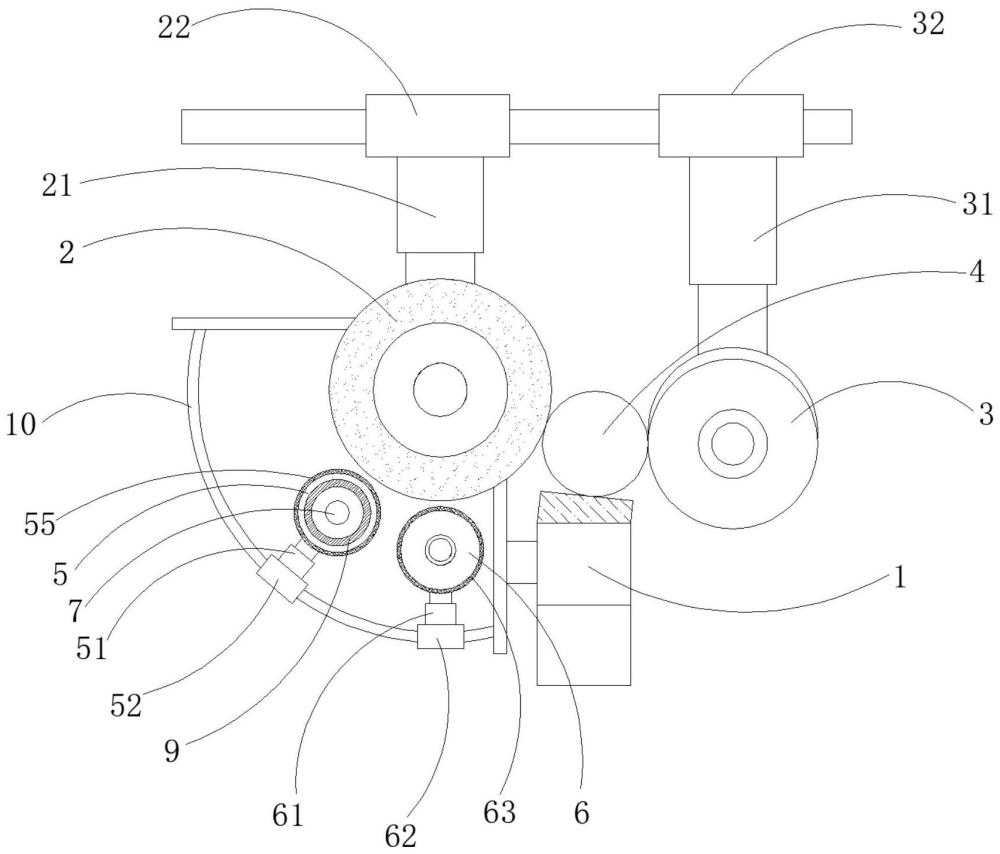
图1为本无心磨削组件的结构示意图;
图2为本无心磨削组件俯视的结构示意图;
图3为本无心磨削组件俯视A处的结构示意图;
图4为本无心磨削组件砂轮整修结构整形时第一接触轮的结构示意图;
图5为本无心磨削组件砂轮整修结构修锐时第一接触轮的结构示意图;
图6为本无心磨削组件砂轮整修结构修锐时第一接触轮A处的结构示意图;
图7为本无心磨削组件修锐时第一接触轮与砂轮2接触结构示意图;
图8为本无心磨削组件砂轮整修结构整形时两个接触轮接电的示意图;
图9为本无心磨削组件砂轮整修结构修锐时两个接触轮接电的示意图。
图中:1、工件支架;2、砂轮;3、调整轮;4、工件;5、第一接触轮;6、第二接触轮;7、位移杆;8、结合轴;9、接触环;10、位移环;11、止旋座;21、砂轮伸缩杆;22、砂轮位移块;31、调整轮伸缩杆;32、调整轮位移块;51、第一伸缩缸;52、第一滑块;53、结合块;54、连接座;55、第一接触套;56、安装环槽;61、第二伸缩缸;62、第二滑块;63、第二接触套;71、正旋轴段;72、反旋轴段;81、分离电机;82、结合板;83、结合缸;91、活动套;92、弹性接触板;93、施压杆;111、第一限位结合板;112、第二限位结合板;113、阻尼杆;521、止旋缸。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
参照图1-2,一种无心磨削组件,包括工件支架1、磨削砂轮2和调整轮3,所述工件支架1位于磨削砂轮2和调整轮3之间,工件从工件支架1进入磨削砂轮2和调整轮3之间并与磨削砂轮2和调整轮3分别接触,调整轮3带动工件进给,磨削砂轮2对工件的表面进行磨削加工。
为提高磨削砂轮2的磨削效果,本磨削组件还设置了磨削砂轮2的砂轮修整结构,用于保持磨削砂轮2高效的磨削效果。
磨削砂轮2和调整轮3通过对应的活动支撑架与机架活动连接。磨削砂轮2的活动支撑架通过砂轮伸缩缸21与砂轮位移块22连接,砂轮位移块22与机架滑动连接,磨削砂轮2与对应的活动支撑架旋转连接。调整轮3的活动支撑架通过调整轮伸缩缸31与调整轮位移块32连接,调整轮位移块32与机架滑动连接,调整轮3与对应的活动支撑架旋转连接。
上述砂轮修整结构位于磨削砂轮2的活动支撑架,砂轮修整结构包括第一接触轮5和第二接触轮6,所述第一接触轮5和第二接触轮6的轴线分别与砂轮2的轴线平行设置。
进一步的,第一接触轮5和所述第二接触轮6与磨削砂轮2的活动支撑架活动连接。本实施例中,所述磨削砂轮2的活动支撑架上设置与磨削砂轮2同轴的位移环10,所述位移环10上活动套接第一滑块52和第二滑块62,所述第一滑块52通过第一伸缩缸51与第一接触轮5的连接座54连接,所述第二滑块62通过第二伸缩缸61与第二接触轮6的轴套连接。所述第一伸缩缸51和第二伸缩缸61的轴线相交于砂轮2的中心轴,第一伸缩缸51用于调节第一接触轮5与砂轮2之间的距离,第二伸缩缸61用于调节第二接触轮6与砂轮2之间的距离。第一滑块52和第二滑块62用于形成第一接触轮5和第二接触轮6位置的改变。
进一步的,第一接触轮5的圆柱侧面套接具有导电功能的第一接触套55,第二接触轮6的圆柱侧面套接具有导电功能的第二接触套63,比如钢片或者铜片。
本处的第一接触轮5连接电极的正极,第二接触轮6连接电极的负极。当砂轮整修结构对砂轮进行在线整形时,此时所述第一接触轮5的侧面和第二接触轮6的侧面分别与砂轮2的工作面接触,即第一接触套55和第二接触套63同时接触砂轮的金属结合剂,电流由正电极经砂轮到负电极构成回路,产生瞬间放电,放电处的结合剂被蚀除,从而对砂轮进行整形。
当砂轮被整形一段时间后,为保持砂轮高效的磨削能力,需要对砂轮工作表面的修锐处理,有效去除磨粒间的结合剂,保持磨粒间有效的容屑空间。
参考图4和图5,所述第一接触轮5由两个结合块53组合而成,两个所述结合块53螺纹套接于位移杆7。所述位移杆7包括正旋轴段71和反旋轴段72,所述正旋轴段71和反旋轴段72分别螺旋连接一个结合块53。
进一步的,所述连接座54旋转连接位移杆7和结合轴8,结合轴8与位移杆7同轴设置且保持间隙。参考图3,所述结合轴8靠近位移杆7的一端设置结合板82,所述结合板82与结合轴8之间设置结合缸83,结合轴8的另一端连接分离电机81的输出轴。当结合板82与位移杆7的端面结合,分离电机81可带动位移杆7旋转。
参考图2,所述第一滑块52上设置止旋座11,止旋座11通过止旋缸521与第一滑块52连接,止旋座11位于位移杆7的一侧。所述止旋座11上设置用于与结合块53结合限位结合板,限位结合板包括第一限位结合板111和第二限位结合板112,其中第一限位结合板111与正旋轴段71上结合块53的位置对应,第二限位结合板112与反旋轴段72上结合块53的位置对应,第一限位结合板111和第二限位结合板112通过阻尼杆113与止旋座11滑动连接,阻尼杆113与位移杆7平行设置。
当第一限位结合板111和第二限位结合板112与对应的结合块53施压接触,位移杆7旋转,可带动两个结合块53往不同的方向移动,产生远离或者靠近的运动状态。当第一限位结合板111和第二限位结合板112与对应的结合块53分离,结合板82不与位移杆7的端面结合,结合块53可自由旋转。
进一步的,两个结合块53的相对面设置用于与砂轮2径面接触的接触环9,参考图6,所述所述接触环9位于结合块53的安装环槽56内部,安装环槽56内部设置环状的活动套92,所述接触环9旋转连接于环状的活动套92内部,所述活动套92与接触环9的上端面之间设置弹性压板94,所述接触环9的下端面用于与砂轮2径面接触。所述活动套92通过施压杆93与安装槽56的底部连接。
参考图4,当两个结合块53为结合状态,结合块53的相对面相贴,使得接触环9和活动套92位于结合块53的安装环槽56的内部,施压杆93为被压缩状态。参考图5,当两个结合块53为分离状态,施压杆93为伸展状态,施压杆93将接触环9推出安装槽56,接触环9的的下端面可与砂轮2的非工作径面接触,参考图7,由于砂轮2为旋转状态,砂轮2可带动接触环9在活动套92内旋转,减少接触摩擦力。由于施压杆93的存在,结合块53可在位移杆7上发生自锁,不发生轴向移动。
进一步的,所述接触环9、活动套92和弹性压板93为导体。活动套92连接电源正极,弹性压板93用于接触环9与活动套92之间的导电。
当砂轮整修结构对砂轮进行在线修锐时,两个结合块53为分离状态,结合块53上的接触环9与砂轮2的非工作径面接触,所述第二接触轮6的侧面与砂轮2的工作面不接触,此时砂轮2连接正极,第二接触轮6连接负极,此时砂轮2和第二接触轮6之间形成放电间隙,砂轮和工具电极之间产生脉冲火花放电,对金属结合剂进行电蚀,磨粒露出结合剂表面并形成一定的突出高度,从而达到修锐的目的。
本实施例中的砂轮整修结构对砂轮整修的过程包括整形和修锐两个过程。参考图8和图9,本实施例中砂轮整修结构在进行对砂轮进行整形和修锐时,第一接触轮5和第二接触轮6需要接入不同的电路,因此,第一接触轮5和第二接触轮6均通过单刀双掷开关级接入电路,第一接触轮5的开关对应开关K1,第二接触轮6的开关对应开关K2。其中,电路M1为接触式电火花切割对应的脉冲电路,电源为电路M2为非接触式电火花切割对应的脉冲电路。
(一)接触式电火花整形过程:
参考图3和图8,结合板82与位移杆7的端面结合,分离电机81带动位移杆7旋转,使得两个结合块53相贴,结合块53为结合状态,得到完整的第一接触套55;随后,解除结合板82与位移杆7端面的结合,保持位移杆7自由旋转状态;
通过调节第一伸缩缸51和第二伸缩缸61,使得第一接触轮5的侧面和第二接触轮6的侧面分别与砂轮2的工作面圆柱侧面接触;
开关K1和开关K2连接电路M1,砂轮整修结构处于整形状态,第一接触套55和第二接触套63同时接触砂轮的金属结合剂,电流由正电极经砂轮到负电极构成回路,产生瞬间放电,放电处的结合剂被蚀除,从而对砂轮进行整形。
(二)非接触式电火花整形过程
参考图4、图7和图9,结合板82与位移杆7的端面结合,分离电机81带动位移杆7旋转,使得两个结合块53为分离状态,施压杆93为伸展状态,施压杆93将接触环9推出安装槽56;
通过调节第一伸缩缸51和第二伸缩缸61,使得砂轮2位于两个结合块53的接触环9之间,所述第二接触轮6的侧面与砂轮2的工作面不接触,保持砂轮2和第二接触轮6之间存在放电间隙;
然后,分离电机81继续带动位移杆7旋转,使得两个结合块53为相互靠近,保持接触环9的下端面与砂轮2的非工作径面接触;
开关K1和开关K2连接电路M2,砂轮整修结构处于修锐状态,砂轮2和第二接触轮6之间产生脉冲火花放电,对砂轮2上的金属结合剂进行电蚀,磨粒露出结合剂表面并形成一定的突出高度,从而达到修锐的目的。
本实施例中,砂轮整修结构通过第一接触轮5和第二接触轮6不同的接电状态和第一接触轮5的变形,可完成整形和修锐状态的在线切换,满足砂轮不同的修整需要,用于保持砂轮磨削的较佳状态。
在非接触式电火花整形过程中,由于砂轮2为旋转状态,砂轮2可带动接触环9在活动套92内旋转,减少接触摩擦力。上述过程中,可保持结合板82与位移杆7的端面分离,接触环9相对活动套92的旋转和位移杆7相对连接座54的旋转配合,可保证接触环9充分自由旋转状态,由于施压杆93的存在,结合块53可在位移杆7上发生自锁,不发生轴向移动。
实施例2
本实施例中提出一种无心磨床,包括实施例1中所述的无心磨削组件,无心磨床上的其他组件与现有技术中的相同。其中,保持工件支架1、工件支架1的进出料段和调整轮3为绝缘状态。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 无心磨床用托板磨削工装及平面磨床
- 一种适用于加工阶梯轴零件的无心磨床的磨削组件
- 一种适用于加工阶梯轴零件的无心磨床的磨削组件