锂离子电池、锂离子电池制备方法、电池包及用电设备
文献发布时间:2024-04-18 19:48:15
技术领域
本发明涉及锂电池技术领域,尤其是涉及一种锂离子电池、锂离子电池制备方法、电池包及用电设备。
背景技术
随着锂电池技术的发展,新能源汽车的续航将进一步提升以逐步减少电动车用户的续航焦虑。目前,高端石墨克容量已接近理论克容量,因此,从负极材料角度看,电芯能力密度的提升需要开发出具有更高克容量的负极材料。硅基负极材料由于丰富的储量和超高的理论比容量正逐渐成为电池企业和锂电材料商改善负极的最优先选择,是具有潜力的下一代锂离子电池负极材料之一。
然而,硅基负极材料在完全嵌锂后,硅体积膨胀约为300%。目前通常将硅基负极材料与石墨按一定比例混合用来增加负极克容量的同时使负极膨胀控制在一定范围内。然而混合不同比例的硅基负极材料负极片膨胀率也存在差异,当负极片膨胀率超过预期值时电芯宽度方向的群裕度偏高,电芯会出现鼓胀;当负极片膨胀率低于预期值时电芯宽度方向的群裕度偏低,电芯界面会产生大量黑斑,以上两种现象对电芯的性能都会造成负面影响。
发明内容
本发明的目的在于提供一种锂离子电池、锂离子电池制备方法、电池包及用电设备,以缓解现有技术中存在的负极片膨胀率无法确定的技术问题。
为了解决上述技术问题,本发明提供的技术方案在于:
第一方面,本发明提供的锂离子电池包括负极片和正极片;
所述负极片包括负极集流体和双面涂覆于所述负极集流体上的负极活性材料,所述负极活性材料包括一氧化硅和石墨;
所述正极片包括正极集流体和双面涂覆于所述正极集流体上的正极活性材料;所述正极活性材料包括镍钴锰三元材料、镍钴铝三元材料或者磷酸铁锂材料;
所述正极活性材料包括镍钴锰三元材料、镍钴铝三元材料,Y=(-0.5571x+0.9536)*Z;或者,
所述正极活性材料包括磷酸铁锂材料,Y=(-0.5375x+0.9464)*Z;
其中,Y为所述锂离子电池的群裕度,x为所述一氧化硅和所述石墨的混合物中一氧化硅的比例,Z为折算系数,Z为常数且设置在0.98-1.02之间。
更进一步地,所述镍钴锰三元材料为层状锂镍钴锰过渡金属氧化物,化学式为:Li
或者,所述镍钴铝三元材料为锂镍钴铝过渡金属氧化物,化学式为:Li
更进一步地,所述磷酸铁锂材料的化学式为:LiFe
更进一步地,x设置在8%-20%之间。
更进一步地,所述负极集流体的单面涂覆面密度设置为CW;
当50≤CW<100mg/1540.25mm
当100≤CW<200mg/1540.25mm
当200≤CW<300mg/1540.25mm
更进一步地,还包括:
壳体,具有容置腔,所述容置腔的宽度设置为L;
电芯,包括所述负极片,所述电芯容置于所述容置腔中,所述电芯的厚度设置为T;
其中,所述宽度L、所述厚度T和所述群裕度Y满足关系式:T=L*Y。
第二方面,本发明提供的锂离子电池的制备方法,用于制备如上述所述的锂离子电池包括:
获得所述一氧化硅和所述石墨的混合物中一氧化硅的比例x,和所述负极集流体的单面涂覆面密度CW;
获得折算系数Z,其中,Z为常数且范围设置在0.98-1.02之间;
获得群裕度Y,其中,所述比例x、所述折算系数Z和所述群裕度Y满足关系式:
当所述锂离子电池的正极活性材料包括镍钴锰三元材料、镍钴铝三元材料时,所述比例x、所述折算系数Z和所述群裕度Y满足关系式:Y=(-0.5571x+0.9536)*Z,
当所述锂离子电池的正极活性材料包括磷酸铁锂材料时,所述混合比例x、所述折算系数Z和所述群裕度Y满足关系式:Y=(-0.5375x+0.9464)*Z;
根据所述Y,制得所述负极片和所述正极片。
更进一步地,所述单面涂覆面密度CW和所述折算系数Z满足关系式:
当50≤CW<100mg/1540.25mm
当100≤CW<200mg/1540.25mm
当200≤CW<300mg/1540.25mm
更进一步地,包括:
获得壳体,所述壳体具有容置腔,所述容置腔的宽度为L;
获得电芯,所述电芯包括所述负极片和所述正极片,所述电芯的厚度为T,其中:所述群裕度Y、所述宽度L和所述厚度T满足关系式:T/L=Y;
将所述电芯容置于所述容置腔中。
第三方面,本发明提供的电池包包括如上述任一项所述的锂离子电池;或者,包括如上述所述的制备方法所制得的锂离子电池。
第四方面,本发明提供的用电设备包括如上述任一项所述的锂离子电池;或者,包括如上述所述的制备方法所制得的锂离子电池;或者,包括如上述所述的电池包。
综合上述技术方案,本发明所能实现的技术效果分析如下:
本发明提供的锂离子电池,设计人员可根据一氧化硅和石墨的混合物中一氧化硅的比例通过本发明提供的关系式快速确定合适的群裕度。根据负极活性材料添加比例与电芯群裕度关系能够有效地解决电芯群裕度设计难题,减少对群裕度的摸索,加快电芯开发进度。
附图说明
为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
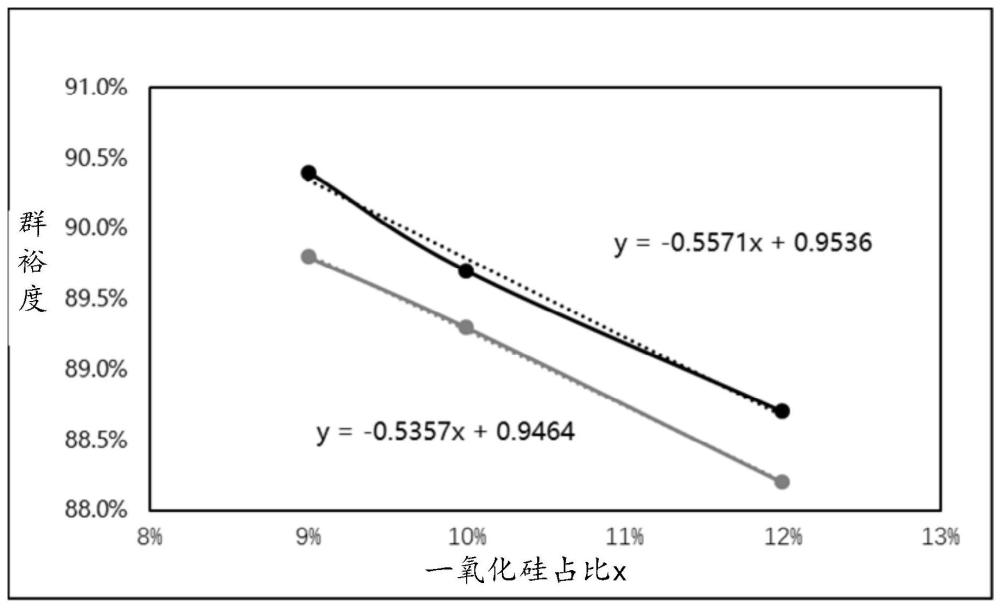
图1为本发明实施例提供的锂离子电池的群裕度与一氧化硅和石墨的混合比例之间的关系图;
图2为本发明实施例提供的锂离子电池的结构示意图。
图标:
100-壳体;200-电芯。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。
因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
下面结合附图,对本发明的一些实施方式作详细说明。在不冲突的情况下,下述的实施例及实施例中的特征可以相互组合。
通常,电芯200在充放电过程中会发生膨胀,在电芯200的厚度方向上,或者说电池壳体100的宽度方向上,电芯200的膨胀最为严重,并且,硅基负极材料的负极片的膨胀程度远高于非硅基负极材料的负极片。为了在增加负极克容量的基础上,控制基负极材料的负极片膨胀程度在一定范围,现有技术通常将硅基负极材料与石墨按一定比例混合,然而,实践中难以确定合适的混合比例以控制负极片的膨胀程度,一旦负极片膨胀率超过预期值时,电芯200宽度方向的群裕度偏高,电芯200会出现鼓胀;当负极片膨胀率低于预期值时,电芯200宽度方向的群裕度偏低,电芯200界面会产生大量黑斑,以上两种现象对电芯200的性能都会造成负面影响;存在电芯群裕度无法确定的技术问题。
实施例一
本发明实施例提供的锂离子电池包括负极片和正极片;负极片包括负极集流体和双面涂覆于负极集流体上的负极活性材料,负极活性材料包括一氧化硅和石墨;正极片包括正极集流体和双面涂覆于正极集流体上的正极活性材料;正极活性材料包括镍钴锰三元材料、镍钴铝三元材料或者磷酸铁锂材料;正极活性材料包括镍钴锰三元材料、镍钴铝三元材料,Y=(-0.5571x+0.9536)*Z;或者,正极活性物质层包括磷酸铁锂材料,Y=(-0.5375x+0.9464)*Z;其中,Y为锂离子电池的群裕度x为一氧化硅和石墨的混合物中一氧化硅的比例,Z为折算系数,Z为常数且设置在0.98-1.02之间。设计人员可根据一氧化硅和石墨的混合比例通过本发明实施例提供的关系式快速确定合适的群裕度。根据负极活性材料添加比例与电芯200群裕度关系能够有效地解决电芯200群裕度设计难题,减少对群裕度的摸索,加快电芯200开发进度。
以下对锂离子电池进行详细说明:
本发明实施例的可选方案中,x设置在8%-20%之间。
具体地,x设置为8%、10%、12%、15%或20%等。
一氧化硅的含量过高时,锂离子电池膨胀过大,循环性能差;含量过少时,锂离子电池能力密度偏低,故x设置在8%-20%之间。
本发明实施例的可选方案中,负极集流体的单面涂覆面密度设置为CW,单位mg/1540.25mm
当50≤CW<100mg/1540.25mm
当100≤CW<200mg/1540.25mm
当200≤CW<300mg/1540.25mm
需要说明的是,Z的取值范围可以在0.98-1.02之间,上述根据不同单面涂覆面密度范围所确定的具体的Z是优选值,当涂覆面密度偏高时,可以选择数值更大的Z,但涂覆面密度偏低时,可以选择数值更小的Z,可根据实际需要选择Z的具体数值。
本发明实施例的可选方案中,请参见图1,图1中横坐标为一氧化硅和石墨的混合物中一氧化硅的比例,纵坐标为电芯200的群裕度;正极活性材料包括镍钴锰三元材料、镍钴铝三元材料,Y=(-0.5571x+0.9536)*Z。
具体地,镍钴锰三元材料为层状锂镍钴锰过渡金属氧化物,化学式为:Li
当正极活性材料包括镍钴锰三元材料时,一氧化硅与石墨材料的混合比例与群裕度满足关系式:Y=(-0.5571x+0.9536)*Z;并且,优选的,当负极集流体的单面涂覆面密度设置为50≤CW<100mg/1540.25mm
当正极活性材料包括镍钴锰三元材料、镍钴铝三元材料时,设计人可根据上述关系式对群裕度进行计算。
本发明实施例的可选方案中,请参见图1,图1中横坐标为一氧化硅和石墨的混合物中一氧化硅的比例,纵坐标为电芯200的群裕度;正极活性物质层包括磷酸铁锂材料,Y=(-0.5375x+0.9464)*Z。
具体地,磷酸铁锂材料的化学式为:LiFe
当正极活性材料包括磷酸铁锂材料时,一氧化硅与石墨材料的混合比例与群裕度满足关系式:Y=(-0.5375x+0.9464)*Z,并且当负极集流体的单面涂覆面密度设置为50≤CW<100mg/1540.25mm
当正极活性物质层包括磷酸铁锂材料时,设计人可根据上述关系式对群裕度进行计算。
本发明实施例的可选方案中,请参见图2,锂离子电池还包括壳体100和电芯200,壳体100具有容置腔,容置腔的宽度设置为L;电芯200包括负极片,电芯200容置于容置腔中,电芯200的厚度设置为T;其中,宽度L、厚度T和群裕度Y满足关系式:T=L*Y。
本发明的实施原理:具体地,在设计阶段,壳体100的尺寸是固定的,设计人员可根据实际情况确定一氧化硅和所述石墨的混合物中一氧化硅的比例x的具体值和负极集流体的单面涂覆面密度的具体值,将具体的x和折算系数Z代入关系式,计算出群裕度Y值,此时的群裕度Y值是该混合比例和单面涂覆面密度下的最优异的群裕度值。然后根据T/L=Y,T是电芯200的厚度,L是壳体100的宽度减去壳体100的两个壁厚,Y是群裕度。其中,L是定值,将上述计算出的Y值带入,得到电芯200厚度T。在实际设计中,Y的设计误差可以在±0.5%内。
根据群裕度和壳体100的尺寸可得到合适的电芯200厚度。
以下对对比试验的试验情况和试验结构进行详细说明:
试验1:
该试验的二次电池正极活性材料为层状锂镍钴锰过渡金属氧化物,化学式为Li
试验2:
与试验1的区别是,电芯入壳实际群裕度为88.2%,满足以上关系式。
试验3:
与试验1的区别是,电芯入壳实际群裕度为85.2%,不满足以上关系式。
试验4:
与试验1的区别是,负极集流体的单面涂覆面密度为130mg/1540.25mm
试验5:
与试验4的区别是,电芯入壳实际群裕度为90.6%,满足以上关系式。
试验6:
与试验4的区别是,电芯入壳实际群裕度为86.5%,不满足以上关系式。
试验7:
与试验4的区别是,一氧化硅的比例为8%,电芯入壳实际群裕度为90.9%,满足以上关系式。
试验8:
与试验4的区别是,一氧化硅的比例为12%,电芯入壳实际群裕度为91.3%,不满足以上关系式。
试验9:
与试验4的区别是,一氧化硅的比例为15%,电芯入壳实际群裕度为89.6%,不满足以上关系式。
试验10:
与试验1的区别是,负极集流体的单面涂覆面密度为220mg/1540.25mm
试验11:
与试验10的区别是,电芯入壳实际群裕度为85.3%,不满足以上关系式。
试验12:
与试验10的区别是,电芯入壳实际群裕度为84.4%,不满足以上关系式。
试验13:
该试验的二次电池正极活性材料为磷酸铁锂,化学式为LiFe
试验14:
与试验13的区别是,电芯入壳实际群裕度为86.6%,不满足以上关系式。
试验15:
与试验13的区别是,电芯入壳实际群裕度为91.9%,不满足以上关系式。
对试验1至试验15做成的电池以1C满充,以1C放电,循环圈数100圈,循环结束后,将电池进行拆解,记录电芯情况。
下表为多次试验记录情况:
由上表可知,当群裕度满足关系式时,电芯200界面光亮整洁;当群裕度高于上述公式时,电芯200均发生鼓胀;当群裕度低于上述公式时,电芯200界面均出现黑斑。
实施例二
本发明实施例提供的锂离子电池的制备方法包括获得一氧化硅和石墨的混合物中一氧化硅的比例x,和负极集流体的单面涂覆面密度CW;获得折算系数Z,其中,Z的范围为0.98-1.02;获得群裕度Y,其中,比例x、折算系数Z和群裕度Y满足关系式:当锂离子电池的正极活性材料包括镍钴锰三元材料、镍钴铝三元材料时,比例x、折算系数Z和群裕度Y满足关系式:Y=(-0.5571x+0.9536)*Z,当锂离子电池的正极活性材料包括磷酸铁锂材料时,比例x、折算系数Z和群裕度Y满足关系式:Y=(-0.5375x+0.9464)*Z;根据Y,制得负极片和正极片。
在一些可选的实施方式中,单面涂覆面密度CW和折算系数Z满足关系式:当50≤CW<100mg/1540.25mm
具体地,负极片的制备方法:将负极活性材料与粘接剂和导电剂搅拌混合均匀后涂布在铜箔制成的负极集流体上,经过涂布、辊压、分切和模切后形成负极片,各实施例的制程均保持一致。粘接剂可以选择PVDF或其他市面上常用的粘接剂,导电剂可选科琴黑、SuperP,VGCF和CNT等市面上常见的导电剂。
正极片的制备方法:取正极浆料通过涂布机涂在铝箔制成的正极集流体上,经过烘烤、辊压、分切和模切后形成正极片。电池的制备:将负极片分别与正极片和隔离膜通过卷绕形成电芯200,经过热压、装配、注液、化成、老化、分容形成电池。
经过上述步骤得到的锂离子电池,不易出现黑斑或鼓胀的异常情况。
本发明实施例的可选方案中,锂离子电池的制备方法还包括获得壳体100,壳体100具有容置腔,容置腔的宽度为L;获得电芯200,电芯200包括负极片和正极片,电芯200的厚度为T,其中:群裕度Y、宽度L和厚度T满足关系式:T/L=Y;将电芯200容置于容置腔中。
实施例三
本发明实施例提供的电池包,包括如实施例一中述及的锂离子电池或如实施例二中述及的制备方法所制得的锂离子电池;因此,该电池包包括实施例一和实施例二中的一切有益效果,在此不再赘述。
实施例四
本发明实施例提供的用电设备,包括如实施例一中述及的锂离子电池,或如实施例二中述及的制备方法所制得的锂离子电池,或如实施例三中述及的电池包,因此,该电池包包括实施例一、实施例二和实施例三中的一切有益效果,在此不再赘述。
用电装置可以是汽车、手机、便携式设备、笔记本电脑、轮船、航天器、电动玩具和电动工具等等。汽车可以是燃油汽车、燃气汽车或新能源汽车,新能源汽车可以是纯电动汽车、混合动力汽车或增程式汽车等;航天器包括飞机、火箭、航天飞机和宇宙飞船等等;电动玩具包括固定式或移动式的电动玩具,例如,游戏机、电动汽车玩具、电动轮船玩具和电动飞机玩具等等;电动工具包括金属切削电动工具、研磨电动工具、装配电动工具和铁道用电动工具,例如,电钻、电动砂轮机、电动扳手、电动螺丝刀、电锤、冲击电钻、混凝土振动器和电刨等等。本申请实施例对上述用电装置不做特殊限制。
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。