一种30kV动车组用软电力电缆
文献发布时间:2023-06-19 09:38:30
技术领域
本发明涉及电缆技术领域,具体为一种30kV动车组用软电力电缆。
背景技术
电缆有电力电缆、控制电缆、补偿电缆、屏蔽电缆、高温电缆、计算机电缆、信号电缆、同轴电缆、耐火电缆、船用电缆、矿用电缆、铝合金电缆等等。它们都是由单股或多股导线和绝缘层组成,用来连接电路、电器等,电缆按照光伏电站的系统可分为直流电缆及交流电缆,根据用途及使用环境的不同分类如下:组件与组件之间的串联电缆,组串之间及其组串至直流配电箱(汇流箱)之间的并联电缆,直流配电箱至逆变器之间电缆。以上电缆均为直流电缆,户外敷设较多,需防潮、防暴晒、耐寒、耐热、抗紫外线,某些特殊的环境下还需防酸碱等化学物质,逆变器至升压变压器的连接电缆,升压变压器至配电装置的连接电缆,配电装置至电网或用户的连接电缆。此部分电缆为交流负荷电缆,户内环境敷设较多,可按照一般电力电缆选型要求选择。
根据专利号为CN107877766A所述的一种压延机,支座被基座和组合块夹持固定在定位槽内,压辊内部设有空腔,压辊一端伸出连通空腔的导气管,导气管向压辊内通热烟,但是在使用时存在以下缺点:
(1)在压延完毕后卷材温度比较高,工人需要一直在压延机旁进行操作,高温卷材容易对工人造成烫伤存在安全隐患。
(2)压延辊之间的距离无法调节,无法根据实际生产需求对不同厚度的卷材进行压延。
发明内容
针对现有技术的不足,本发明提供了一种30kV动车组用软电力电缆,解决了在压延完毕后卷材温度比较高,工人需要一直在压延机旁进行操作,高温卷材容易对工人造成烫伤存在安全隐患的问题。
为实现以上目的,本发明通过以下技术方案予以实现:一种30kV动车组用软电力电缆,包括电缆本体,所述电缆本体包括从内到外逐层包覆的镀锡铜导体、半导电尼龙带、半导体内屏蔽层、乙丙橡胶绝缘层、半导体外屏蔽层、高阻燃半导电带、铜丝屏蔽层、半导电无卤高阻燃带和护套;
该电缆本体的压延工艺包括以下步骤:
步骤一、启动压延机构的驱动电机通过变速机构带动第一压延辊转动,第一压延辊带动主动齿轮转动,主动齿轮转动带动传动齿轮转动,传动齿轮通过从动齿轮带动第二压延辊转动,此时主动齿轮和从动齿轮同向转动分别带动第一压延辊和第二压延辊转动,将材料输送到第二压延辊和活动辊之间,进行压延;
步骤二、在进行压延时,当需要增加卷的厚度时,同时转动两边的转盘带动螺纹杆正向转动,螺纹杆在机架内正向转动向上升起,此时螺纹杆带动滑动件顺着滑轨向上滑动,带动活动辊向上运动,增加活动辊与第二压延辊之间的间距,当需要降低卷的厚度时,同时转动两边的转盘带动螺纹杆反向转动,螺纹杆在机架内反向转动下降,此时螺纹杆带动滑动件顺着滑轨向下滑动,带动活动辊向下运动,缩短活动辊与第二压延辊之间的间距;
步骤三、压延完成后的卷材通过进料口输送到冷却机构的冷却箱内,此时转动电机启动通过联轴器带动驱动轴转动,驱动轴在固定架内转动,带动导向轮转动,对卷材进行导向输送,此时卷材经过滤网架表面的滑轮进行导向,此时启动风机,风机通过出风管道进行出风经过出风斗吹出,对卷材进行吹风冷却,吹出的热气经过滤网架输送到送气管道,经过送气管道输送到水箱内的吸收液内,经过吸收液将热气中的废气吸收以后通过排气口吹出,然后经过冷却的卷材从出料口输出。
优选的,所述压延机构包括机架、驱动电机以及固定在机架表面的固定架;
所述冷却机构包括水箱以及固定在机架表面的冷却箱,所述水箱的顶部与冷却箱的底部固定连接,所述冷却箱的左侧开设有进料口,所述冷却箱的右侧开设有出料口,所述冷却箱的顶部固定连接有风机箱,所述风机箱的内腔固定连接有风机,所述风机的出风口连通有出风管道,所述出风管道的底端从上到下依次贯穿风机箱和冷却箱并延伸至冷却箱的内腔,所述冷却箱的内腔固定连接有出风斗,所述出风管道的底端与出风斗的顶部连通,所述冷却箱的内腔固定连接有连接架,所述冷却箱的表面固定连接有转动电机,所述转动电机输出轴的一端通过联轴器固定连接有驱动轴,所述驱动轴的一端依次贯穿冷却箱和连接架并延伸至冷却箱的内腔,所述驱动轴的表面分别与连接架和冷却箱的内腔转动连接。
优选的,所述驱动轴位于冷却箱内腔的表面固定连接有导向轮,所述导向轮设置有多个,且在驱动轴的表面均匀分布,所述冷却箱的内腔固定连接有滤网架,所述滤网架的内腔转动连接有滑轮,所述滑轮设置有多个,且在滤网架的表面均匀分布。
优选的,所述冷却箱的底部连通有送气管道,所述送气管道的底端贯穿并延伸至水箱的内腔,所述水箱的内腔填充有吸收液,所述水箱的右侧开设有排气口。
优选的,所述机架的内腔分别转动连接有第一压延辊和第二压延辊,所述第一压延辊的一端依次贯穿机架和固定架并延伸至固定架的内腔,所述驱动电机输出轴的表面通过变速机构与第一压延辊的一端传动连接,所述第一压延辊的表面固定连接有主动齿轮,所述固定架的内腔转动连接有与主动齿轮的表面啮合的传动齿轮。
优选的,所述第二压延辊的一端贯穿机架的一侧并延伸至机架的另一侧,所述第二压延辊的一端固定连接有与传动齿轮的表面啮合的从动齿轮。
优选的,所述机架的内腔活动连接有滑动件,所述滑动件的一侧转动连接有活动辊,所述机架的内腔固定连接有滑轨,所述滑轨的一侧贯穿机架的滑动件的表面并延伸至滑动件的内腔,所述滑轨的表面与滑动件的内腔滑动连接,所述机架的顶部螺纹连接有螺纹杆,所述螺纹杆的底端贯穿机架的顶部并延伸至机架的内腔,所述螺纹杆的底端贯穿滑动件的顶部并延伸至滑动件的内腔,所述螺纹杆的底端固定连接有与滑动件的内腔转动连接的转动件,所述螺纹杆的顶端固定连接有转盘,当需要增加卷的厚度时,同时转动两边的转盘带动螺纹杆正向转动,螺纹杆在机架内正向转动向上升起,此时螺纹杆带动滑动件顺着滑轨向上滑动,带动活动辊向上运动,可以快速的对活动辊与第二压延辊之间的间距进行调节,可以适配多种不同厚度卷材的生产需求。
本发明提供了一种30kV动车组用软电力电缆。与现有的技术相比具备以下有益效果:
(1)该30kV动车组用软电力电缆,通过在冷却机构包括水箱以及固定在机架表面的冷却箱,水箱的顶部与冷却箱的底部固定连接,冷却箱的左侧开设有进料口,冷却箱的右侧开设有出料口,冷却箱的顶部固定连接有风机箱,风机箱的内腔固定连接有风机,风机的出风口连通有出风管道,出风管道的底端从上到下依次贯穿风机箱和冷却箱并延伸至冷却箱的内腔,冷却箱的内腔固定连接有出风斗,出风管道的底端与出风斗的顶部连通,冷却箱的内腔固定连接有连接架,冷却箱的表面固定连接有转动电机,转动电机输出轴的一端通过联轴器固定连接有驱动轴,驱动轴的一端依次贯穿冷却箱和连接架并延伸至冷却箱的内腔,驱动轴的表面分别与连接架和冷却箱的内腔转动连接,驱动轴位于冷却箱内腔的表面固定连接有导向轮,导向轮设置有多个,且在驱动轴的表面均匀分布,冷却箱的内腔固定连接有滤网架,滤网架的内腔转动连接有滑轮,滑轮设置有多个,且在滤网架的表面均匀分布,导向轮转动,对卷材进行导向输送,风机通过出风管道进行出风经过出风斗吹出,对卷材进行吹风冷却,吹出的热气经过滤网架输送到送气管道,经过送气管道输送到水箱内的吸收液内,经过吸收液将热气中的废气吸收以后通过排气口吹出,在卷材出料压延完成之后可以快速的对卷材进行冷却处理,出料方便无需人工进行辅助操作,可以快速的进行出料定型。
(2)该kV动车组用软电力电缆,通过在机架的内腔活动连接有滑动件,滑动件的一侧转动连接有活动辊,机架的内腔固定连接有滑轨,滑轨的一侧贯穿机架的滑动件的表面并延伸至滑动件的内腔,滑轨的表面与滑动件的内腔滑动连接,机架的顶部螺纹连接有螺纹杆,螺纹杆的底端贯穿机架的顶部并延伸至机架的内腔,螺纹杆的底端贯穿滑动件的顶部并延伸至滑动件的内腔,螺纹杆的底端固定连接有与滑动件的内腔转动连接的转动件,螺纹杆的顶端固定连接有转盘,当需要增加卷的厚度时,同时转动两边的转盘带动螺纹杆正向转动,螺纹杆在机架内正向转动向上升起,此时螺纹杆带动滑动件顺着滑轨向上滑动,带动活动辊向上运动,可以快速的对活动辊与第二压延辊之间的间距进行调节,可以适配多种不同厚度卷材的生产需求。
附图说明
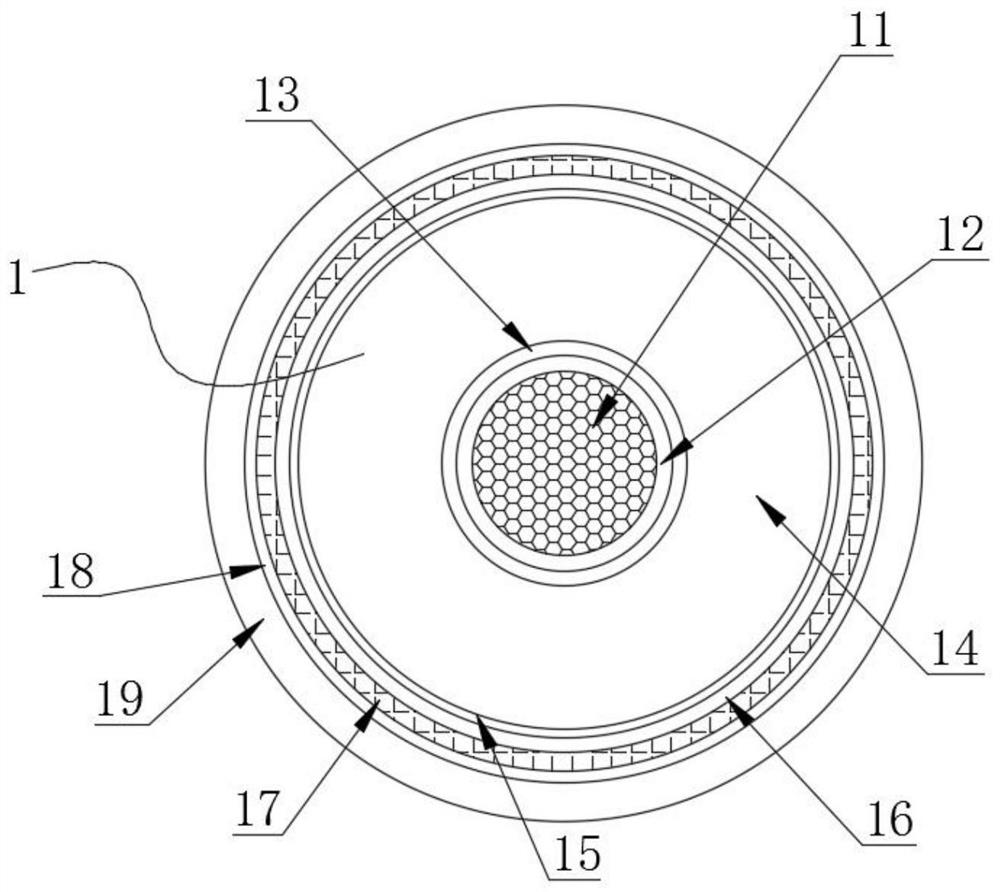
图1为本发明电缆本体的结构示意图;
图2为本发明压延机构和冷却机构的立体示意图;
图3为本发明冷却机构的结构剖视图;
图4为本发明图2中A处的局部放大图;
图5为本发明图2中B处的局部放大图;
图6为本发明压延机构和冷却机构的后视图;
图7为本发明压延机构和冷却机构的主视图。
图中:1、电缆本体;2、压延机构;3、冷却机构;11、镀锡铜导体;12、半导电尼龙带;13、半导体内屏蔽层;14、乙丙橡胶绝缘层;15、半导体外屏蔽层;16、高阻燃半导电带;17、铜丝屏蔽层;18、半导电无卤高阻燃带;19、护套;21、机架;22、驱动电机;23、固定架;24、第一压延辊;25、第二压延辊;26、主动齿轮;27、传动齿轮;28、从动齿轮;29、滑动件;210、活动辊;211、滑轨;212、螺纹杆;31、水箱;32、冷却箱;33、进料口;34、风机箱;35、风机;36、出风管道;37、出风斗;38、转动电机;39、驱动轴;310、导向轮;311、滤网架;312、滑轮;313、送气管道。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-7,本发明实施例中:一种30kV动车组用软电力电缆,包括电缆本体1,电缆本体1包括从内到外逐层包覆的镀锡铜导体11、半导电尼龙带12、半导体内屏蔽层13、乙丙橡胶绝缘层14、半导体外屏蔽层15、高阻燃半导电带16、铜丝屏蔽层17、半导电无卤高阻燃带18和护套19。
电缆本体1的压延工艺包括以下步骤:
步骤一、启动压延机构2的驱动电机22通过变速机构带动第一压延辊24转动,第一压延辊24带动主动齿轮26转动,主动齿轮26转动带动传动齿轮27转动,传动齿轮27通过从动齿轮28带动第二压延辊25转动,此时主动齿轮26和从动齿轮28同向转动分别带动第一压延辊24和第二压延辊25转动,将材料输送到第二压延辊25和活动辊210之间,进行压延;
步骤二、在进行压延时,当需要增加卷的厚度时,同时转动两边的转盘带动螺纹杆212正向转动,螺纹杆212在机架21内正向转动向上升起,此时螺纹杆212带动滑动件29顺着滑轨211向上滑动,带动活动辊210向上运动,增加活动辊210与第二压延辊25之间的间距,当需要降低卷的厚度时,同时转动两边的转盘带动螺纹杆212反向转动,螺纹杆212在机架21内反向转动下降,此时螺纹杆212带动滑动件29顺着滑轨211向下滑动,带动活动辊210向下运动,缩短活动辊210与第二压延辊25之间的间距;
步骤三、压延完成后的卷材通过进料口33输送到冷却机构3的冷却箱32内,此时转动电机38启动通过联轴器带动驱动轴39转动,驱动轴39在固定架23内转动,带动导向轮310转动,对卷材进行导向输送,此时卷材经过滤网架311表面的滑轮312进行导向,此时启动风机35,风机35通过出风管道36进行出风经过出风斗37吹出,对卷材进行吹风冷却,吹出的热气经过滤网架311输送到送气管道313,经过送气管道313输送到水箱31内的吸收液内,经过吸收液将热气中的废气吸收以后通过排气口吹出,然后经过冷却的卷材从出料口输出。
压延机构2包括机架21、驱动电机22以及固定在机架21表面的固定架23,冷却机构3包括水箱31以及固定在机架21表面的冷却箱32,水箱31的顶部与冷却箱32的底部固定连接,冷却箱32的左侧开设有进料口33,冷却箱32的右侧开设有出料口,冷却箱32的顶部固定连接有风机箱34,风机箱34的内腔固定连接有风机35,风机35的出风口连通有出风管道36,出风管道36的底端从上到下依次贯穿风机箱34和冷却箱32并延伸至冷却箱32的内腔,冷却箱32的内腔固定连接有出风斗37,出风管道36的底端与出风斗37的顶部连通,冷却箱32的内腔固定连接有连接架,冷却箱32的表面固定连接有转动电机38,转动电机38输出轴的一端通过联轴器固定连接有驱动轴39,驱动轴39的一端依次贯穿冷却箱32和连接架并延伸至冷却箱32的内腔,风机35通过出风管道36进行出风经过出风斗37吹出,对卷材进行吹风冷却,吹出的热气经过滤网架311输送到送气管道313,经过送气管道313输送到水箱31内的吸收液内,经过吸收液将热气中的废气吸收以后通过排气口吹出,在卷材出料压延完成之后可以快速的对卷材进行冷却处理,出料方便无需人工进行辅助操作,可以快速的进行出料定型,驱动轴39的表面分别与连接架和冷却箱32的内腔转动连接,驱动轴39位于冷却箱32内腔的表面固定连接有导向轮310,导向轮310设置有多个,且在驱动轴39的表面均匀分布,冷却箱32的内腔固定连接有滤网架311,滤网架311的内腔转动连接有滑轮312,滑轮312设置有多个,且在滤网架311的表面均匀分布,冷却箱32的底部连通有送气管道313,送气管道313的底端贯穿并延伸至水箱31的内腔,水箱31的内腔填充有吸收液,水箱31的右侧开设有排气口,机架21的内腔分别转动连接有第一压延辊24和第二压延辊25,第一压延辊24的一端依次贯穿机架21和固定架23并延伸至固定架23的内腔,驱动电机22输出轴的表面通过变速机构与第一压延辊24的一端传动连接,第一压延辊24的表面固定连接有主动齿轮26,固定架23的内腔转动连接有与主动齿轮26的表面啮合的传动齿轮27,第二压延辊25的一端贯穿机架21的一侧并延伸至机架21的另一侧,第二压延辊25的一端固定连接有与传动齿轮27的表面啮合的从动齿轮28,机架21的内腔活动连接有滑动件29,滑动件29的一侧转动连接有活动辊210,机架21的内腔固定连接有滑轨211,滑轨211的一侧贯穿机架21的滑动件29的表面并延伸至滑动件29的内腔,滑轨211的表面与滑动件29的内腔滑动连接,机架21的顶部螺纹连接有螺纹杆212,螺纹杆212的底端贯穿机架21的顶部并延伸至机架21的内腔,螺纹杆212的底端贯穿滑动件29的顶部并延伸至滑动件29的内腔,螺纹杆212的底端固定连接有与滑动件29的内腔转动连接的转动件,螺纹杆212的顶端固定连接有转盘,导向轮310转动,对卷材进行导向输送,当需要增加卷的厚度时,同时转动两边的转盘带动螺纹杆212正向转动,螺纹杆212在机架21内正向转动向上升起,此时螺纹杆212带动滑动件29顺着滑轨211向上滑动,带动活动辊210向上运动,可以快速的对活动辊210与第二压延辊25之间的间距进行调节,可以适配多种不同厚度卷材的生产需求。
同时本说明书中未作详细描述的内容均属于本领域技术人员公知的现有技术。
工作时,启动压延机构2的驱动电机22通过变速机构带动第一压延辊24转动,第一压延辊24带动主动齿轮26转动,主动齿轮26转动带动传动齿轮27转动,传动齿轮27通过从动齿轮28带动第二压延辊25转动,此时主动齿轮26和从动齿轮28同向转动分别带动第一压延辊24和第二压延辊25转动,将材料输送到第二压延辊25和活动辊210之间,进行压延,在进行压延时,当需要增加卷的厚度时,同时转动两边的转盘带动螺纹杆212正向转动,螺纹杆212在机架21内正向转动向上升起,此时螺纹杆212带动滑动件29顺着滑轨211向上滑动,带动活动辊210向上运动,增加活动辊210与第二压延辊25之间的间距,当需要降低卷的厚度时,同时转动两边的转盘带动螺纹杆212反向转动,螺纹杆212在机架21内反向转动下降,此时螺纹杆212带动滑动件29顺着滑轨211向下滑动,带动活动辊210向下运动,缩短活动辊210与第二压延辊25之间的间距,压延完成后的卷材通过进料口33输送到冷却机构3的冷却箱32内,此时转动电机38启动通过联轴器带动驱动轴39转动,驱动轴39在固定架23内转动,带动导向轮310转动,对卷材进行导向输送,此时卷材经过滤网架311表面的滑轮312进行导向,此时启动风机35,风机35通过出风管道36进行出风经过出风斗37吹出,对卷材进行吹风冷却,吹出的热气经过滤网架311输送到送气管道313,经过送气管道313输送到水箱31内的吸收液内,经过吸收液将热气中的废气吸收以后通过排气口吹出,然后经过冷却的卷材从出料口输出。
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种30kV动车组用软电力电缆
- 一种机车车辆用30kV乙丙橡皮绝缘单相电力电缆