一种漆包线的涂漆装置及方法
文献发布时间:2023-06-19 09:43:16
技术领域
本发明涉及一种漆包线的涂漆装置及方法,属于电磁线生产技术领域。
背景技术
漆包线在生产过程中,涉及两个领域的质量控制。首先对导体的质量控制,导体的表面平行度、垂直度等方面决定了涂漆工序的漆膜发布质量,如均匀性。其次,在涂漆工序,如何保证在导体表面平行度、垂直度不能满足的情况下,保证涂漆质量,满足漆包线各项性能指标是质量控制的首要问题。涂漆质量决定了漆膜的整体质量,它涉及漆包线的电性能,如耐压性;机械性能,如耐刮性,附着力,延展性等。已有技术的涂漆模具与导体的尺寸和形状接近,如果出现异常偏差,造成局部涂漆量产生较大的不同,即一侧或一个角度上漆量高,另一侧或一个角度上漆量少,局部因过度烘焙,产生过烧现象,同时漆膜局部过薄,机械性能及电性能出现问题。
发明内容
本发明目的是提供一种漆包线的涂漆装置及方法,在模具本身增加额外的凹槽,不管涂漆导体表面出现变化,涂漆导体能够通过额外的凹槽进行弥补性的涂漆,改善涂漆的均匀性,提高漆包线电性能、机械性能,解决背景技术存在的上述问题。
本发明的技术方案是:
一种漆包线的涂漆装置,包含模具叉、模具架、涂漆导体、漆槽和模具,模具架设置在漆槽旁,模具通过模具叉设置在模具架上,涂漆导体依次从漆槽和模具中穿过,所述模具包含模具芯、模具套和卡簧,模具套内分为定径区和开口区,模具芯通过卡簧定位在模具套的定径区内,模具套外壁上设有定位槽,固定在模具架上的模具叉卡在定位槽内;所述模具芯为矩形筒形状,两个短边的内壁上均设有凹槽。
所述凹槽为条状通槽,模具芯两个短边内壁上的凹槽位置和大小完全对应相同。
所述模具套的内壁上设有环状卡槽,卡簧卡在环状卡槽内对模具芯进行定位。
所述漆槽连接加漆系统。
本发明所涉及模具套、卡簧、模具叉、模具架、涂漆导体、漆槽和加漆系统等,均为本领域公知公用的技术。
一种漆包线的涂漆方法,采用上述涂漆装置,包含如下步骤:
①首先进行模具的制作,确定模具尺寸,配模公式如下:
δ1=M×f×(Di-d)
式中δ1——符合要求的漆膜厚度值,mm
M1——摩擦损失造成过模具漆量的减少系数,经验值系数为0.8
f——与漆液固体含量有关的常数
Di——模具定径区宽度尺寸mm
d——导体尺寸,大面宽度mm
②模具芯凹槽尺寸的确定:
在制作模具芯凹槽时,使用线切割技术在模具芯两个个短边的内壁上切割出凹槽;凹槽截面积计算如下:
S1=a×b
式中S1——符合要求的凹槽截面积
a——凹槽宽度mm
b——凹槽长度mm
凹槽成模厚度计算公式:
δ2= S1×M2×f/c
式中δ2——凹槽漆液成模后的漆膜厚度值mm
S1——凹槽截面积
M2——摩擦损失造成过模具漆量的减少系数,经验值系数为0.5
f——与漆液固体含量有关的常数
c——导体尺寸(小面宽度)mm
模具成膜总厚度为:δ=δ1+δ2
通过上面公式可以计算出模具尺寸配比和凹槽尺寸
③将制作好的模具安装到模具架上,启动涂漆设备,对涂漆导体进行涂漆,如果涂漆导体表面出现变化,通过凹槽对涂漆导体进行弥补性的涂漆,改善涂漆的均匀性。
本发明的有益效果是:在模具本身增加额外的凹槽,不管涂漆导体表面出现变化,涂漆导体能够通过额外的凹槽进行弥补性的涂漆,改善涂漆的均匀性,提高漆包线电性能、机械性能。通过凹槽上漆量弥补单侧上漆量不均的弊端,保证漆膜发布的均匀性,进而保证漆包线整体性能的稳定性。本发明工装简单、易操作,成本低廉、易于推广应用。
附图说明
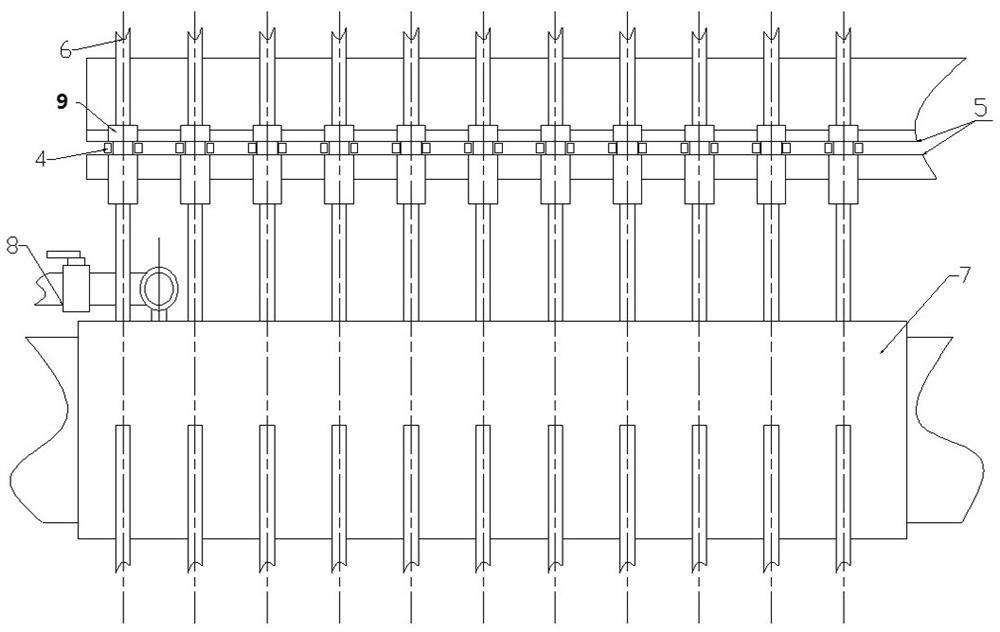
图1是本发明实施例示意图;
图2是本发明实施例模具示意图;
图3是本发明实施例模具芯示意图;
图中:模具芯1、模具套2、卡簧3、模具叉4、模具架5、涂漆导体6、漆槽7、加漆系统8、模具9、定位槽10、凹槽11、环状卡槽12、定径区13、开口区14。
具体实施方式
以下结合附图,通过实施例对本发明作进一步说明。
一种漆包线的涂漆装置,包含模具叉4、模具架5、涂漆导体6、漆槽7和模具9,模具架5设置在漆槽7旁,模具9通过模具叉4设置在模具架5上,涂漆导体6依次从漆槽7和模具9中穿过,所述模具9包含模具芯1、模具套2和卡簧3,模具套2内分为定径区13和开口区14,模具芯1通过卡簧3定位在模具套2的定径区13内,模具套2外壁上设有定位槽10,固定在模具架5上的模具叉4卡在定位槽10内;所述模具芯1为矩形筒形状,两个短边的内壁上均设有凹槽11。
所述凹槽11为条状通槽,模具芯1两个短边内壁上的凹槽位置和大小完全对应相同。
所述模具套2的内壁上设有环状卡槽12,卡簧3卡在环状卡槽12内对模具芯1进行定位。
所述漆槽7连接加漆系统8。
一种漆包线的涂漆方法,采用上述涂漆装置,包含如下步骤:
①首先进行模具的制作,确定模具尺寸,配模公式如下:
δ1=M×f×(Di-d)
式中δ1——符合要求的漆膜厚度值,mm
M1——摩擦损失造成过模具漆量的减少系数,经验值系数为0.8
f——与漆液固体含量有关的常数
Di——模具定径区宽度尺寸mm
d——导体尺寸,大面宽度mm
②模具芯凹槽尺寸的确定:
在制作模具芯凹槽时,使用线切割技术在模具芯两个短边的内壁上切割出凹槽;凹槽截面积计算如下:
S1=a×b
式中S1——符合要求的凹槽截面积
a——凹槽宽度mm
b——凹槽长度mm
凹槽成模厚度计算公式:
δ2= S1×M2×f/c
式中δ2——凹槽漆液成模后的漆膜厚度值mm
S1——凹槽截面积
M2——摩擦损失造成过模具漆量的减少系数,经验值系数为0.5
f——与漆液固体含量有关的常数
c——导体尺寸(小面宽度)mm
模具成膜总厚度为:δ=δ1+δ2
通过上面公式可以计算出模具尺寸配比和凹槽尺寸
③将制作好的模具安装到模具架上,启动涂漆设备,对涂漆导体进行涂漆,如果涂漆导体表面出现变化,通过凹槽对涂漆导体进行弥补性的涂漆,改善涂漆的均匀性。
确定模具尺寸配比和凹槽尺寸后,使用电火花机、线切割机进行切割,通过制作线规大小设定模具开口角度和大小,并通过线切割机进行控制切割曲线;将切割好的模具芯再进行凹槽的制作;模具芯和凹槽预留加工裕度,用模具抛光工具和研磨膏进行模具定径区的抛光处理,加工到规定尺寸。
在实施例中,生产电磁线规:1.5×10.0mm线规,第一块模具设计涂漆厚度0.02mm。模具芯制作前设定涂漆导体漆膜可采用δ=δ
- 一种环保型漆包线生产用涂漆装置及其涂漆方法
- 一种漆包线涂漆装置及涂漆方法