一种新型模压罩杯加工工艺
文献发布时间:2023-06-19 09:44:49
技术领域
本发明涉及服装领域,特别涉及一种新型模压罩杯加工工艺。
背景技术
现有文胸罩杯的热压生产用的材料,基本上采用平面的海棉或相关材料的裁片,直接放在模具上,进行热压成型。
这种平面裁片的物料,直接在模具上进行热压成型,在成型过程中,平面裁片状受模具的作用力,在产生变形的过程中,物料会被拉入模具内成型。由于平面裁片物料与模具形状差异,以及物料本身物性与内在力学的属性,每个具体的平面裁片,实际被用材料的大小与形状会存在个体间的差异。
目前行业上处理的传统方法:加大平面裁片的形状与大小,确保每个平面裁片通过具体模具的热压成型,生产出来的文胸罩杯是质量合格的。
这种行业上传统的处理方法,得到的文胸罩杯质量是合格的,但是这种质量合格是在浪费部分物料的前提下实现的,生产产品的物料成本高,且不符合低成本与环保的要求。
因此服装行业(尤其是文胸罩杯行业)急需一种新的节省裁片物料的方法与工艺,将裁片直接放在模具上进行热压成型后,文胸罩杯质量合格,并能够节省物料。
发明内容
有鉴于此,本发明旨在提出一种新型模压罩杯加工工艺,采用复合裁片物料热压成型,保证文胸质量并节省物料。
为达到上述目的,本发明的技术方案是这样实现的:
一种新型模压罩杯加工工艺,包括以下工艺步骤:
S1:将弹性材料固定在罩杯裁片的边缘部位形成复合裁片;
S2:复合裁片在弹性材料作用下回缩,与人体接触的裁片内侧面和与衣物接触的裁片外侧面形成弧形曲面;
S3:将复合裁片放入模具进行热压成型,形成罩杯。
进一步的,所述的弹性材料与罩杯裁片固定方法为缝接或粘贴或焊接或熔接。弹性材料与罩杯裁片的固定方法采用普通的生产设备和工艺能够实现。
进一步的,所述的弹性材料包括一种或多种,所述的罩杯裁片包括一种或多种。在同一罩杯裁片设置多种弹性材料,有利于选取多种颜色进行搭配,并且使罩杯产生多样化的形状,更能够受爱美女性的欢迎,而在同一罩杯裁片设置一种弹性材料,简单大方,适合不同消费者的需求,同一罩杯裁片可以包括一种或多种材料,能够更好的起到支撑作用。
进一步的,所述的罩杯裁片的边缘部位为局部边缘或整体边缘。根据弹性材料的弹力以及文胸罩杯裁片的材料、罩杯大小、美观要求等确定弹性材料与罩杯裁片结合方式,同种类型的弹性材料与同种类型的罩杯裁片结合时,弹性材料固定在局部边缘产生的弹性较小,复合裁片变形较小,弹性材料固定在整体边缘,产生的弹力较大,复合裁片产生的变形较大。
进一步的,所述的弹性材料设置于罩杯裁片内侧和/或外侧。弹性材料可单独设置在罩杯裁片内侧或者外侧,也可以在罩杯裁片内侧外侧分别设置,便于搭配不同颜色,做出不同的形状,而且制作简单,弹性材料设置在罩杯裁片内外两侧,可以保证复合裁片弹性较大,回缩后的曲面弯曲程度较大,并且能够搭配不同颜色。
进一步的,所述的弹性材料包覆在罩杯裁片边缘处。弹性材料将罩杯裁片边缘包覆起来,不仅保证较好的弹性以及保证复合裁片的变形程度,并且更加的美观。
进一步的,所述的弹性材料与罩杯裁片颜色不同。对文胸罩杯起到点缀作用,使外观更加美观。
进一步的,所述的复合裁片回缩,裁片内侧面形成的曲面与模具凸模曲面相似,裁片外侧面形成的曲面与模具凹模曲面相似。将复合裁片摆放到热压模具中时,相似曲面起到定位作用,避免定位不精准压偏压错,造成材料浪费。
进一步的,所述的弹性材料拉长后与罩杯裁片固定。弹性材料拉长后产生拉力,发生弹性形变,当弹性材料与罩杯裁片固定后,弹性材料回缩,使复合裁片形成曲面。
进一步的,所述的弹性材料与罩杯裁片热压成型后形成一体结构。形成一体结构不产生凸起,穿着舒适。
相对于现有技术,本发明所述的一种新型模压罩杯加工工艺,具有以下有益效果:
(1)本发明提供的一种新型模压罩杯加工工艺,对比传统的平面裁片,复合裁片物料有较大幅度的节省,降低了产品的物料固定成本,达到了节能减排。
(2)本发明提供的一种新型模压罩杯加工工艺,采用普通的生产设备或工艺,将弹性物料固定在平面裁片的位置,不需要特殊的专用设备或工艺,适合车间大货生产与推广应用。
(3)本发明提供的一种新型模压罩杯加工工艺,复合裁片放入模具中进行热压成型,由于形状相似,裁片摆放与定位简单且精准,在模具型腔中热压成型过程中,物料的变形变化小,热压成型的文胸罩杯,物料浪费很少。
(4)本发明提供的一种新型模压罩杯加工工艺,受热压变形后,与裁片成为一体,穿着舒适,物料采用不同的颜色搭配,对文胸罩杯的外形起到装饰或点缀的效果,提升产品的质量与竞争力。
附图说明
图1为本发明实施例一所述的罩杯裁片与弹性材料结合前状态示意图;
图2为本发明实施例所述的罩杯裁片与弹性材料结合前侧视图示意图;
图3为本发明实施例一所述的罩杯裁片与弹性材料结合后复合裁片状态示意图;
图4为本发明实施例所述的弹性材料在罩杯裁片内侧形成复合裁片侧面示意图;
图5为本发明实施例所述的弹性材料在罩杯裁片外侧形成复合裁片侧面示意图;
图6为本发明实施例所述的弹性材料在罩杯裁片内外两侧形成复合裁片侧面示意图;
图7为本发明实施例所述的弹性材料在罩杯裁片边缘包覆形成复合裁片侧面示意图;
图8为本发明实施例所述的弹性材料在罩杯裁片内侧热变形后复合裁片侧面示意图;
图9为本发明实施例所述的弹性材料在罩杯裁片外侧热变形后复合裁片侧面示意图;
图10为本发明实施例所述的弹性材料在罩杯裁片内外两侧热变形后复合裁片侧面示意图;
图11为本发明实施例所述的弹性材料在罩杯裁片边缘包覆热变形后复合裁片侧面示意图;
图12为本发明实施例一所述复合裁片形成罩杯成品示意图;
图13为本发明实施例二所述的罩杯裁片与弹性材料结合前状态示意图;
图14为本发明实施例二所述的罩杯裁片与弹性材料结合后状态示意图;
图15为本发明实施例二所述复合裁片形成罩杯成品示意图;
图16为本发明实施例三所述罩杯裁片与弹性材料结合前状态示意图;
图17为本发明实施例三所述的罩杯裁片与弹性材料结合后状态示意图;
图18为本发明实施例三所述复合裁片形成罩杯成品示意图。
附图标记说明:
1-罩杯裁片,101-第一边缘,102-第二边缘,103-裁片内侧面,104-裁片外侧面,105-罩杯内侧面,106-罩杯外侧面,10-复合裁片,110-罩杯,11-第一复合裁片,12-第二复合裁片,13-第三复合裁片,2-弹性材料,201-弹性材料内侧面,202-弹性材料外侧面,203-弹性材料顶面,21-第一弹性材料,22-第二弹性材料,3-第一剖面线,4-第二剖面线,5-罩杯成品,51-第一罩杯成品,52-第二罩杯成品,53-第三罩杯成品。
具体实施方式
需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
下面将参考附图并结合实施例来详细说明本发明。
实施例所述的一种新型模压罩杯加工工艺,包括以下工艺步骤:
S1:将弹性材料2固定在罩杯裁片1的边缘部位形成复合裁片10;
S2:复合裁片10在弹性材料作用下回缩,与人体接触的裁片内侧面103和与衣物接触的裁片外侧面104形成弧形曲面;
S3:将复合裁片10放入模具进行热压成型,形成罩杯110。
进一步的,所述的弹性材料2与罩杯裁片1固定方法为缝接或粘贴或焊接或熔接,缝接方法包括车缝、手缝等,优选的为车缝,焊接方法优选超声波焊接,熔接的方法包括超声波熔接。弹性材料2与罩杯裁片1的固定方法不局限于以上几种,并且采用普通的生产设备和工艺能够实现,无需采用专用设备或特殊工艺,适合车间大批量生产。
进一步的,所述的弹性材料2包括一种或多种,所述的罩杯裁片1包括一种或多种。在同一个罩杯裁片1设置多种弹性材料2,有利于选取多种颜色进行搭配,并且使罩杯产生多样化的形状,更能够受爱美女性的欢迎,而在同一个罩杯裁片1设置一种弹性材料2,简单大方,适合追求简洁的消费者的需求,罩杯裁片1设置多种材料,可以更好起到支撑胸部的作用,以及增加胸部美观性,总之弹性材料2与罩杯裁片1结合能满足多数女性的消费需求。
进一步的,如图1、图13、图16所示,所述的罩杯裁片1的边缘部位为局部边缘或整体边缘。根据弹性材料2的弹力以及文胸罩杯裁片1的材料、罩杯大小、美观要求等确定弹性材料2与罩杯裁片1结合方式,同种类型的弹性材料2与同种类型的罩杯裁片1结合时,弹性材料2固定在局部边缘产生的弹性较小,复合裁片10变形较小,弹性材料2固定在整体边缘,产生的弹力较大,复合裁片10产生的变形较大。
进一步的,如图4~图6所示,所述的弹性材料2设置于罩杯裁片1内侧和/或外侧。弹性材料2可单独设置在罩杯裁片1内侧或者外侧,也可以在罩杯裁片1内侧外侧分别设置,便于搭配不同颜色,做出不同的形状,而且制作简单,弹性材料2设置在罩杯裁片1内外两侧,可以保证复合裁片10弹性较大,回缩后的曲面弯曲程度较大,并且能够搭配不同颜色。
进一步的,如图7所示,所述的弹性材料2包覆在罩杯裁片1边缘处。弹性材料2将罩杯裁片1边缘包覆起来,不仅保证较好的弹性以及保证复合裁片10的变形程度,并且更加的美观。
进一步的,所述的弹性材料2与罩杯裁片1颜色不同。多种颜色设置对文胸罩杯起到点缀作用,使文胸外观更加美观。
进一步的,如图4~图7,所述的复合裁片10回缩,裁片内侧面103形成的曲面与模具凸模曲面相似,裁片外侧面104形成的曲面与模具凹模曲面相似。将复合裁片10摆放到热压模具中时,裁片内侧面103与模具凸模匹配,裁片外侧面104与模具凹模匹配,相似曲面起到定位作用,避免定位不精准压偏压错,造成材料浪费。
进一步的,所述的弹性材料2拉长后与罩杯裁片1固定。固定前,将弹性材料2拉伸到一定长度,拉长后产生弹力,当弹性材料2与罩杯裁片1固定后,弹性材料2回缩,带动复合裁片10形成曲面,在实际操作过程中,控制弹性材料2的弹力与被拉长的标准,保证弹性材料2回缩带动复合裁片10变形后形成的弧面符合生产工艺与质量的要求。
进一步的,所述的弹性材料2与罩杯裁片1热压成型后形成一体结构。弹性材料2与罩杯裁片1的内外表面平滑衔接,融为一体,形成一体结构不产生凸起,穿着舒适。
具体的,实施例一,如图1~图12所示,图1中,罩杯裁片1在第一边缘101处设置第一弹性材料21,第一弹性材料21长度小于第一边缘101的长度,第一边缘101为直线型,位于靠近人体腋窝处,从第一边缘101中心向下做第一剖面线3,侧视图如图2所示,第一弹性材料21与罩杯裁片1均为平面形,第一弹性材料21要按操作工艺要求拉伸到一定长度,操作时控制第一弹性材料21的弹力与被拉长的标准,保证第一弹性材料21按标准拉长后与第一边缘101的长度相同,此时第一弹性材料21发生弹性形变,产生拉力,进而与罩杯裁片1的边缘部位经过车缝或贴合或者超声焊接等方式固定在一起,形成第一复合裁片11,如图3所示,此时第一弹性材料21在拉力作用下回缩,恢复弹性形变,第一复合裁片11上第一剖面线3变为曲线型,该处的侧视图如图4~图8所示。
图4中,第一复合裁片11回缩后,裁片内侧面103与裁片外侧面104均形成弧形曲面,裁片内侧面103圆心与裁片外侧面104的圆心同侧,第一弹性材料21与罩杯裁片1结合方式为第一弹性材料21设置于裁片内侧面103上部,第一弹性材料21顶部与罩杯裁片1顶部齐平,弹性材料内侧面201凸出裁片内侧面103,将第一复合裁片11放入热压模具,由于裁片内侧面103与凸模曲面相似,裁片外侧面104与凹模曲面相似,第一复合裁片11起到自定位左右,定位精准,模具闭合进行热压成型,得到如图8所示的罩杯110,罩杯内侧面105与罩杯外侧面106之间的材料在热压模具挤压作用下发生流动-,厚度为中部增厚,两端变薄,罩杯内侧面105与罩杯外侧面106曲率增大,符合女性胸部曲线,第一弹性材料21经过挤压,嵌入罩杯裁片1中形成一体结构,弹性材料内侧面201与罩杯内侧面105形成同一个曲面,实现无缝衔接。
图5中,第一复合裁片11中第一弹性材料21与罩杯裁片1结合方式为第一弹性材料21设置于裁片外侧面104上部,第一弹性材料21顶部与罩杯裁片1顶部齐平,弹性材料外侧面202凸出裁片外侧面104,将第一复合裁片11放入热压模具,由于裁片内侧面103与凸模曲面相似,裁片外侧面104与凹模曲面相似,复合裁片10起到自定位左右,定位精准,模具闭合进行热压成型,得到如图9所示的罩杯110,罩杯内侧面105与罩杯外侧面106之间的材料发生流动,厚度为中部增厚,两端变薄,罩杯内侧面105与罩杯外侧面106曲率增大,复合女性胸部曲线,第一弹性材料21经过挤压,嵌入罩杯裁片1中形成一体结构,弹性材料外侧面202与罩杯外侧面106形成同一个曲面,实现无缝衔接。
图6中,第一复合裁片11中第一弹性材料21与罩杯裁片1结合方式为第一弹性材料21设置于裁片内侧面103、裁片外侧面104上部,第一弹性材料21顶部与罩杯裁片1顶部齐平,弹性材料内侧面201凸出裁片内侧面103,弹性材料外侧面202凸出裁片外侧面104,将第一复合裁片11放入热压模具,由于裁片内侧面103与凸模曲面相似,裁片外侧面104与凹模曲面相似,第一复合裁片11起到自定位左右,定位精准,模具闭合进行热压成型,得到如图10所示的罩杯110,罩杯内侧面105与罩杯外侧面106之间的材料发生流动,厚度为中部增厚,两端变薄,罩杯内侧面105与罩杯外侧面106曲率增大,复合女性胸部曲线,第一弹性材料21经过挤压,嵌入罩杯裁片1中形成一体结构,弹性材料内侧面201与罩杯内侧面105形成同一个曲面,弹性材料外侧面202与罩杯外侧面106形成同一个曲面,实现无缝衔接。
图7中,第一复合裁片11中第一弹性材料21包覆在罩杯裁片1边缘部位,将裁片内侧面103、裁片外侧面104以及裁片顶部包裹,弹性材料顶面203覆盖罩杯裁片1顶部,弹性材料内侧面201凸出裁片内侧面103,弹性材料外侧面202凸出裁片外侧面104,将第一复合裁片11放入热压模具,由于裁片内侧面103与凸模曲面相似,裁片外侧面104与凹模曲面相似,第一复合裁片11起到自定位左右,定位精准,模具闭合进行热压成型,得到如图11所示的罩杯110,罩杯内侧面105与罩杯外侧面106之间的材料发生流动,厚度为中部增厚,两端变薄,罩杯内侧面105与罩杯外侧面106曲率增大,复合女性胸部曲线,第一弹性材料21经过挤压,嵌入罩杯裁片1中形成一体结构,弹性材料内侧面201与罩杯内侧面105形成同一个曲面,弹性材料外侧面202与罩杯外侧面106形成同一个曲面,实现无缝衔接。
如图12所示,对热压成型的的罩杯110进行后期加工,两个对称罩杯110组合,得到合格的大货罩杯罩杯成品5,该成品为第一罩杯成品51,第一弹性材料21设置在第一边缘101处加工形成,第一弹性材料21可以采用与罩杯裁片1不同的颜色,并且在边缘处可以做成不同的花型。
实施例二,如图13~图15所示,图13中,罩杯裁片1在第二边缘102处设置第二弹性材料22,第二边缘102为曲线型,第二弹性材料22长度小于第二边缘102的弧长,位于胸部内侧,从第二边缘102中部向下做第二剖面线4,侧视图如图2所示,第二弹性材料22与罩杯裁片1均为平面形,第二弹性材料22要按操作工艺要求拉伸到一定长度,发生弹性形变,产生拉力,操作时控制第二弹性材料22的弹力与被拉长的标准,保证按标准拉长后第二弹性材料22长度与第二边缘102弧长相等,进而与罩杯裁片1的边缘部位经过车缝或贴合或者超声焊接等方式固定在一起,形成第二复合裁片12,如图14所示,此时第二弹性材料22在拉力作用下回缩,恢复弹性形变,第二复合裁片12上第二剖面线4变为曲线型,该处的侧视图如图4~图8所示,具体的第二弹性材料22与罩杯裁片1的结合部位同实施例一,热压成型后的状态同实施例一。
图15中,热压成型的的罩杯110进行后期加工,两个对称罩杯110组合,得到合格的大货罩杯罩杯成品5,该成品为第二罩杯成品52,第二弹性材料22设置在第二边缘102处加工形成,第二弹性材料22可以采用与罩杯裁片1不同的颜色,并且在边缘处可以做成不同的花型。
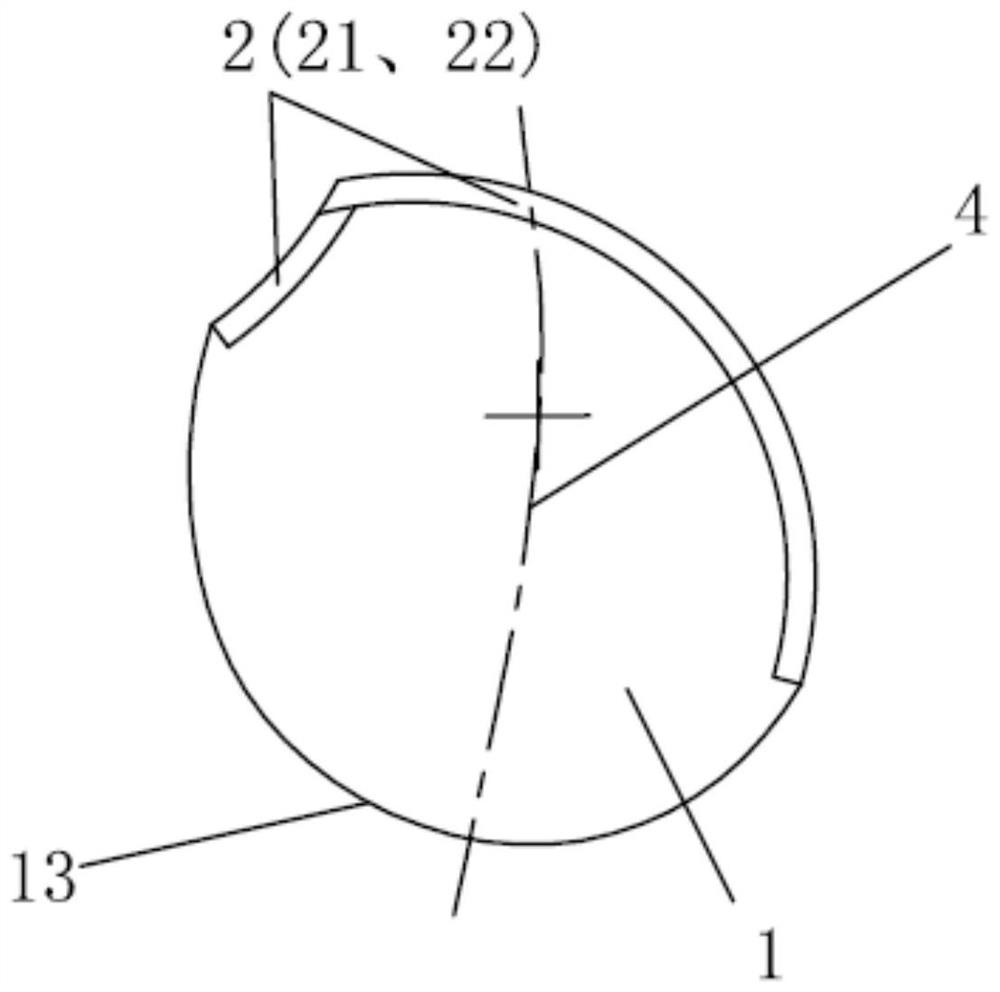
实施例三,如图16~图18所示,图16中,罩杯裁片1在第一边缘101处设置第一弹性材料21、第二边缘102处设置第二弹性材料22,第一弹性材料21长度小于第一边缘101的长度,第二弹性材料22长度小于第二边缘102的弧长,从第二边缘102中部向下做第二剖面线4,侧视图如图2所示,第一弹性材料21、第二弹性材料22与罩杯裁片1均为平面形,第一弹性材料21、第二弹性材料22要按操作工艺要求拉伸到一定长度,操作时控制第一弹性材料21、第二弹性材料22的弹力与被拉长的标准,进而与罩杯裁片1的边缘部位经过车缝或贴合或者超声焊接等方式固定在一起,形成第三复合裁片13,如图17所示,此时弹性材料2在拉力作用下回缩,第三复合裁片13上第二剖面线4变为曲线型,该处的侧视图如图4~图8所示,具体的第一弹性材料21、第二弹性材料22与罩杯裁片1的结合部位同实施例一,热压成型后的状态同实施例一。
图18中,热压成型的的罩杯110进行后期加工,两个对称罩杯110组合,得到合格的大货罩杯罩杯成品5,该成品为第三罩杯成品53,第一弹性材料21设置在第一边缘101处、第二弹性材料22设置在第二边缘102处加工形成,第一弹性材料21、第二弹性材料22可以采用与罩杯裁片1不同的颜色,并且在边缘处可以做成不同的花型,同时第一弹性材料21与第二弹性材料22为同一种材料或者为不同种材料,可以采用同种颜色或者不同种颜色,不局限于一种组合形式。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种新型模压罩杯加工工艺
- 一种新型模压罩杯