一种自动成型系统以及生产工艺
文献发布时间:2023-06-19 09:54:18
技术领域
本发明涉及塑料制品成型设备,更具体地说,它涉及一种自动成型系统以及生产工艺。
背景技术
按照GB13454-92生产的氨基模塑料(电玉粉)经加热加压塑制后的制品,具有良好的物理机械性能、绝缘性能和良好的自熄及防霉性能,适宜塑制日用电器制品、各式扭扣、瓶盖、机械配件及餐具等。
塑料加工时,通常需要人工称取一定量的物料、并将物料转移至加工的模具中进行压塑成型,加工完成后又需要将产品取出,在生产过程中由于基本上都是靠人工操作的,因此不可避免的需要大量的操作人员,同时由于生产任务的要求,操作人员的劳动强度十分大,对操作人员要求较高,操作人员较多,人工成本也高,进而导致生产成本高,且由于成型模具操作属于危险工种,在生产过程中存在一定的危险性,一旦出现事故可能会对操作人员造成人身伤害。
发明内容
针对现有技术存在的不足,本发明的目的在于提供一种自动成型系统以及生产工艺。
为实现上述目的,本发明提供了如下技术方案:
一种自动成型系统,包括用于放置粉料的加料机以及将粉料压塑成型的压塑成型机,所述压塑成型机包括成型机架和成型模具,还包括将加料机的粉料转送至成型模具上进行压塑成型的转送机构;所述转送机构包括用于放置粉料的转送夹具和机械手,所述机械手能带动转送夹具在加料机与压塑成型机之间移动;当所述转送夹具移动至加料机处并且对准出料口进行加料后,所述机械手将再带动转送夹具移动成型模具处,将转送夹具内粉料倒入成型模具内进行压塑成型。
本发明进一步设置:所述转送夹具包括转送架,在转送架的一侧面设置有用于加料的粉料杯组件;所述粉料杯组件包括一个或者一个以上的粉料杯、用于封盖粉料杯的物料盖以及驱使物料盖转动的启闭驱动器;当启闭驱动器带动物料盖转动时,所述物料盖将与粉料杯的杯口相错开,从而打开粉料杯。
本发明进一步设置:所述物料盖包括物料盖主体以及设置在物料盖主体上的一个或者一个以上的盖子,所述物料盖主体设置在启闭驱动器的输出轴上,所述盖子置于对应的粉料杯的杯口上,当转动物料盖时,使得盖子与粉料杯的杯口错开,从而打开粉料杯。
本发明进一步设置:所述转送架上设置用于限制物料盖转动角度的限位块,当所述启闭驱动器驱使物料盖转动封盖或者打开粉料杯时,所述物料盖将会与限位块相碰撞。
本发明进一步设置:所述转送架设置有用于安装粉料杯的安装孔,其中粉料杯通过螺丝固定在安装孔上。
本发明进一步设置:所述转送架相对粉料杯组件的另一侧面设置用于夹持压塑成型件的夹持组件,所述夹持组件包括左夹持臂、右夹持臂以及夹持驱动器,所述夹持驱动器能驱使左夹持臂和右夹持臂相对靠拢或者张开。
本发明进一步设置:所述左夹持臂和右夹持臂的夹持面均设置橡胶块。
本发明进一步设置:所述转送架设置吹气嘴,所述吹气嘴的一端部与气管相连通,另一端部向前延伸,当转送架靠近成型模具时,所述吹气嘴将成型模具型腔内杂物吹走。
本发明进一步设置::所述成型机架设置刮板,当夹持组件从成型模具取出成型件时,所述夹持组件将靠近刮板移动,并且将成型件的毛边刮掉
本发明还提供一种自动成型的生产工艺,包括以下步骤:
步骤一、启动机械手带着转送夹具移动至加料机的出料口下,并且打开粉料杯上的粉料盖,分别给每个粉料杯进行加料;
步骤二、加料完成后关闭粉料杯上的粉料盖,机械手带着转送夹具旋转移动至成型模具处等待;
步骤三、当成型模具打开时,其中吹气嘴启动清理成型模具型腔内杂物,同时所述机械手带着转送夹具进入成型模具内,使得夹持组件从成型模具内夹住成型件;
步骤四、所述机械手带着转送夹具退出成型模具外,所述吹气嘴再次启动,进行二次清理成型模具型腔内的杂物;
步骤五、所述机械手带着转送夹具再次进入成型模具内,使得粉料杯的杯口朝下并且对准相应的成型型腔,同时打开粉料杯上的粉料盖,粉料同时倒入每个成型型腔内;
步骤六、所述机械手带着转送夹具再次退出成型模具外,同时成型模具闭合对粉料进行压塑成型;
步骤七、所述转送夹具夹持成型件进行毛边处理;
步骤八、将处理完成的成型件移动至下料区,所述机械手带着转送夹具再次回到加料机的出料口处,加料机对转送夹具的粉料杯进行再次加料,进行下一个工作循环。
本发明有益效果:本发明提供一种自动成型系统以及生产工艺,在加料机和压塑成型机之间设置转送机构,其中转送夹具在机械手作用下,能将加料机上粉料移动至移动成型模具处,将转送夹具内粉料倒入成型模具内进行压塑成型,实现氨基模塑料制品自动化生产,代替传统需要人工操作,提供生产效率,质量稳定可靠。
附图说明
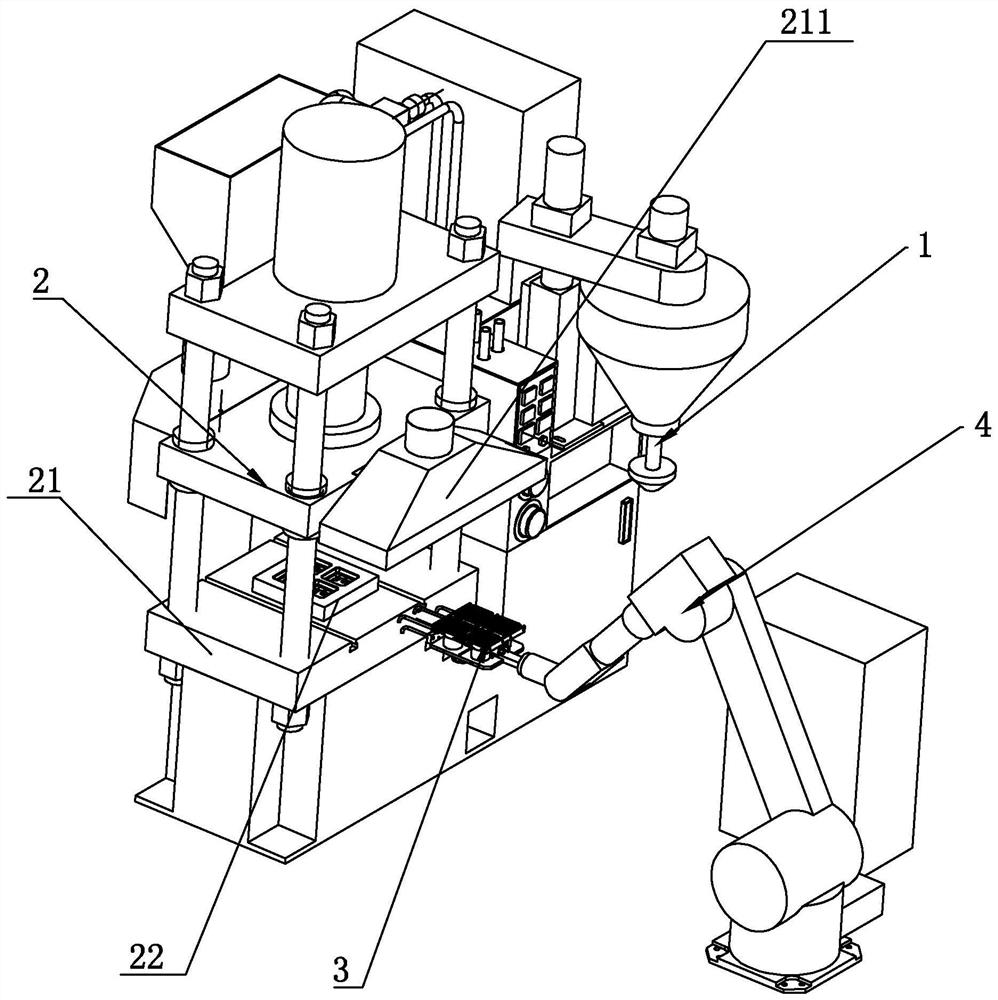
图1为本发明一种自动成型系统的结构示意图;
图2为转送夹具的结构示意图一;
图3为转送夹具的结构示意图二;
图4为转送夹具的分解图;
图5为转送架的结构示意图;
附图标记说明:1、加料机;2、压塑成型机;21、成型机架;221、刮板;22、成型模具;3、转送夹具;31、转送架;311、安装孔;312、限位块;32、粉料杯组件;321、粉料杯;322、物料盖;3221、物料盖主体;3222、盖子;323、启闭驱动器;33、夹持组件;331、左夹持臂;332、右夹持臂;333、夹持驱动器;334、橡胶块;34、吹气嘴4、机械手。
具体实施方式
参照附图1至图5对本发明一种自动成型系统以及生产工艺做进一步详细说明。
从图1可知,一种自动成型系统,包括用于放置粉料的加料机1 以及将粉料压塑成型的压塑成型机2,其中加料机1为现有自动加料机1等设备结构相同,其具体结构在这里就不再赘述,其中压缩成型机也是现有设备,其中所述压塑成型机2包括成型机架21和成型模具22,成型模具22包括成型上模和成型下模,其中成型上模和成型下模闭合和打开通过成型机架21上动力机构实现的,在这里也不再赘述。
该自动成型系统还包括将加料机1的粉料转送至成型模具22上进行压塑成型的转送机构;所述转送机构包括用于放置粉料的转送夹具 3和机械手4,该现有机械手4通常具有旋转和前后左右移动功能,如何实现机械手4这些功能的结构为现有技术,再这里也不再赘述,所述机械手4能带动转送夹具3在加料机1与压塑成型机2之间移动。
从图2至图5可知,所述转送夹具3包括转送架31,在转送架31 的一侧面设置有用于加料的粉料杯组件32,所述转送架相对粉料杯组件32的另一侧面设置用于夹持压塑成型件的夹持组件33,当所述转送夹具3移动至加料机1处并且粉料杯组件32对准出料口进行加料后,所述机械手4将再带动转送夹具3移动成型模具22处,将转送夹具3内粉料倒入成型模具22内进行压塑成型,同时夹持组件33 会将成型模具22内的成型件夹住取出,能够实现在粉料加料同时,实现成型件夹住取出,便于实现自动化生产,从而提高生产效率。
所述粉料杯组件32包括一个或者一个以上的粉料杯321、用于封盖粉料杯321的物料盖322以及驱使物料盖322转动的启闭驱动器 323,所述转送架31设置有用于安装粉料杯321的安装孔311,其中粉料杯321通过螺丝固定在安装孔311上;所述物料盖322包括物料盖主体3221以及设置在物料盖主体3221上的一个或者一个以上的盖子3222,所述物料盖主体3221设置在启闭驱动器323的输出轴上,所述盖子3222与粉料杯321一一对应。
为了避免盖子3222与粉料杯321的杯口相对转动发生磨损,导致磨损的杂质掉入粉料杯321的粉料内影响成型件品质,使得成型件表面存有缺陷,因此在所述盖子3222与粉料杯321的杯口之间存有间隙,避免盖子3222在旋转过程与杯口发生接触,该间隙最好为0.02-0.1mm,避免间隙过大导致粉料从间隙处的掉落。
其中粉料杯321的数量根据实现情况来设定,在这里以粉料杯 321的数量为四个举例说明:四个粉料杯321沿转送架31的中心周向均匀分布,所述启闭驱动器323设置在转送架31的中心处,同时物料盖322也设置对应的四个盖子3222,其中盖子3222形状与杯口相适配,当启闭驱动器323带动物料盖322转动时,使得盖子3222 与粉料杯321的杯口错开,从而打开粉料杯321,当启闭驱动器323 带动物料盖322反向转动时,使得盖子3222与粉料杯321的杯口重合,从而封盖闭合粉料杯321。
其中所述转送架31上设置用于限制物料盖322转动角度的限位块312,当所述启闭驱动器323驱使物料盖322转动封盖闭合或者打开粉料杯321时,所述物料盖322将会与限位块312相碰撞,起到限位作用,同时物料盖322与限位块312相碰撞产生震动使得粘在粉料杯321内壁掉落干净,从而避免粉料粘在粉料杯321内壁,保证粉料加料量准确性
所述夹持组件33包括左夹持臂331、右夹持臂332以及夹持驱动器333,所述夹持驱动器333能驱使左夹持臂331和右夹持臂332 相对靠拢或者张开,实现成型件夹持或者松开,其中所述左夹持臂 331和右夹持臂332的夹持面均设置橡胶块334,使得成型件夹持更加牢固,同时也避免左夹持臂331和右夹持臂332在夹持过程对成型件表面造成刮伤。
其中所述转送架31设置吹气嘴34,所述吹气嘴34的一端部与气管相连通,另一端部向前延伸,当转送架靠近成型模具22时,所述吹气嘴34将成型模具22型腔内杂物吹走,避免成型模具22型腔内存有杂物,影响粉料压塑成型。
其中所述成型机架21设置刮板211,当夹持组件33从成型模具 22取出成型件时,所述夹持组件33将靠近刮板211移动,并且将成型件的毛边刮掉,实现对成型件毛边处理。
本发明自动成型系统的工作原理为:加料机1和压塑成型机2开启后,此时机械手4带动转送夹具3移动至加料机1处并且粉料杯组件32对准出料口,此时将加料机1的出料口打开并且依次对每个粉料杯321加入适量的粉料,完成加料后,启闭驱动器323将驱使物料盖322转动封盖闭合粉料杯321,避免粉料掉落或者杂物进入,所述机械手4将再次带动转送夹具3旋转180度,使得粉料杯组件32朝下,而夹持组件33朝上移动至压塑成型机2的成型模具22前等待。
当成型模具22打开时,所述吹气嘴34启动将成型模具22型腔内杂物吹走,避免成型模具22型腔内存有杂物,影响粉料压塑成型质量,导致成型建表面存有缺陷,机械手4带动转送夹具3进入成型模具22内,此时夹持组件33的张开将成型模具22上模内的成型件夹住取出并且退出成型模具22外。所述吹气嘴34再次启动,进行二次清理成型模具22型腔内的杂物,所述机械手4带着转送夹具3再次进入成型模具22内,此时启闭驱动器323将驱使物料盖322转动打开粉料杯321,物料盖322打开过程中会与限位块312相碰撞产生震动使得粘在粉料杯321内壁掉落干净,将粉料足量倒入成型模具 22下模的型腔内,保证粉料加料量准确性。
所述机械手4带着转送夹具3再次退出成型模具22外,所述夹持组件33将靠近刮板211移动,并且将成型件的毛边刮掉,实现对成型件毛边处理,同时成型模具22闭合对粉料进行压塑成型,实现氨基模塑料制品自动化生产,代替传统需要人工操作,提供生产效率,质量稳定可靠。
本发明还提供一种自动成型的生产工艺,包括以下步骤:
步骤一、启动机械手4带着转送夹具3移动至加料机1的出料口下,并且打开粉料杯321上的粉料盖,分别给每个粉料杯321进行加料,加料量可以根据不同成型件对加料机进行预先设定;
步骤二、加料完成后关闭粉料杯321上的粉料盖,机械手4带着转送夹具3旋转移动至成型模具22处等待,为了夹持成型件,可以事先将转送夹具3旋转至上方;
步骤三、当成型模具22打开时,其中吹气嘴34启动清理成型模具22型腔内杂物,吹气嘴34数量可以根据型腔数量进行设定,便于快速清单,同时所述机械手4带着转送夹具3进入成型模具22内,使得夹持组件33从成型模具22内夹住成型件;
步骤四、所述机械手4带着转送夹具3退出成型模具22外,将成型件夹住退出成型模具过程中,也会有杂物掉入成型型腔内,因此所述吹气嘴34再次启动,进行二次清理成型模具22型腔内的杂物,有效保证成型模具的成型型腔清理干净;
步骤五、所述机械手4带着转送夹具3再次进入成型模具22内,使得粉料杯321的杯口朝下并且对准相应的成型型腔,同时打开粉料杯321上的粉料盖,粉料同时倒入每个成型型腔内,每个成型型腔内粉料加热时间和温度相同,保证成型件质量稳定性;
步骤六、所述机械手4带着转送夹具3再次退出成型模具22外,同时成型模具22闭合对粉料进行压塑成型;
步骤七、所述转送夹具夹持成型件进行毛边处理;
步骤八、将处理完成的成型件移动至下料区,所述机械手4带着转送夹具3再次回到加料机1的出料口处,加料机1对转送夹具3的粉料杯321进行再次加料,进行下一个工作循环。
本发明在加料机1和压塑成型机2之间设置转送机构,其中转送夹具3在机械手4作用下,能将加料机1上粉料移动至移动成型模具 22处,将转送夹具3内粉料倒入成型模具22内进行压塑成型,并且通过夹持组件33将成型件从成型模具22内取出,同时对成型件的毛边进行处理,实现氨基模塑料制品自动化生产,代替传统需要人工操作,提供生产效率,质量稳定可靠。
以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
- 一种自动成型系统以及生产工艺
- 一种活性炭自动挤压成型系统及活性炭自动挤压成型工艺