热泵烘干机及其电子膨胀阀的控制方法
文献发布时间:2023-06-19 10:10:17
技术领域
本发明涉及烘干机技术,尤其是一种热泵烘干机及其电子膨胀阀的控制方法。
背景技术
电子膨胀阀是烘干机中的一种重要的部件,现有的电子膨胀阀控制方法基本上采用两种方案,一种是根据回气过热度来控制,一种是根据吸排气压力来进行控制。无论是采用哪一种方法来控制,都存在一定的缺陷。
压缩机启动时,回气压力和回气温度都处于一个不稳定状态,这时候采用过热度控制会导致电子膨胀阀开度忽大忽小,不但影响了控制的精度,还会影响电子膨胀阀的使用寿命。
此外,在化霜时,由于蒸发器冷凝器的切换,这时也会出现过热度波动非常大的情况。电子膨胀阀的开度也会急剧调整,引起系统压力的波动,甚至出现低压报警。
另外,对于过热度调节来说,若是回气温度传感器或蒸发温度传感器任何一个有故障,电子膨胀阀的控制将会出错,对于吸排气压力调节同样,若出现吸排气传感器中的任何一个有故障,系统同样无法正常工作,甚至会损坏压缩机。
上述因素导致电子膨胀阀的寿命折损,烘干机的可靠性降低。
发明内容
为解决上述技术问题的至少之一,本发明的目的在于:提供一种热泵烘干机及其电子膨胀阀的控制方法,以延长烘干机电子膨胀阀的寿命,改善烘干机可靠性。
第一方面,本发明实施例提供了:
一种热泵烘干机,包括压缩机、冷凝器、蒸发器、四通阀、电子膨胀阀、储液罐、蒸发温度传感器、回气温度传感器、过滤器、控制器,所述压缩机的输出端与所述四通阀的第一端连接,所述四通阀的第四端与所述冷凝器的第一端连接,所述冷凝器的第二端与所述储液罐的第一端连接,所述储液罐的第二端通过所述过滤器与所述电子膨胀阀的第一端连接,所述电子膨胀阀的第二端与所述蒸发器的第一端连接,所述蒸发器的第二端与所述四通阀的第一端连接,所述四通阀的第二端与所述压缩机的输入端连接,所述回气温度传感器用于检测压缩机输入端的回气温度,所述蒸发温度传感器用于检测蒸发器的蒸发温度,所述四通阀的第二端和第三端连通,所述四通阀的第一端与第四端连通;
所述处理器在压缩机启动后的预设时间段内控制所述电子膨胀阀调整至第一预设开度,然后所述处理器根据所述蒸发温度和所述回气温度对所述电子膨胀阀进行回气过热度控制。
在一些实施例中,所述热泵烘干机还包括环境温度传感器,所述环境温度传感器用于检测烘房外部的环境温度;
所述处理器根据所述环境温度进行查表得到所述第一预设开度。
在一些实施例中,所述回气过热度控制具体为:
以所述回气温度和所述蒸发温度的差值为控制对象;
当所述差值大于目标差值时,增加所述电子膨胀阀的开度;
当所述差值小于目标差值时,减小所述电子膨胀阀的开度。
在一些实施例中,所述蒸发温度通过以下方式获得:
所述处理器按照设定间隔读取所述蒸发温度传感器的多个第一输出值,剔除多个所述第一输出值的最大值和最小值后,将剩余的所述第一输出值求平均作为所述蒸发温度;
所述回气温度通过以下方式获得:
所述处理器按照设定间隔读取所述回气温度传感器的多个第二输出值,剔除多个所述第二输出值的最大值和最小值后,将剩余的所述第二输出值求平均作为所述回气温度。
在一些实施例中,还包括排气温度传感器和烘房温度传感器,所述排气温度传感器用于检测所述压缩机输出端的排气温度,所述烘房温度传感器用于检测烘房温度;
所述处理器检测到所述回气温度传感器或者蒸发温度传感器中的至少之一故障时,根据所述排气温度和所述烘房温度对所述电子膨胀阀进行排气温度控制。
在一些实施例中,所述排气温度控制具体为:
以所述排气温度作为控制对象;
根据所述烘房温度进行查表确定目标排气温度;
当所述排气温度大于所述目标排气温度和预设值之和时,增加所述电子膨胀阀的开度;
当所述排气温度小于所述目标排气温度和预设值之差时,减小所述电子膨胀阀的开度。
在一些实施例中,所述排气温度通过以下方式得到:
所述处理器按照设定间隔读取所述排气温度传感器的多个第三输出值,剔除多个所述第三输出值的最大值和最小值后,将剩余的所述第三输出值求平均作为所述排气温度。
在一些实施例中,当所述处理器检测到所述排气温度传感器故障时,根据所述环境温度将所述电子膨胀阀调整至第一预设开度。
在一些实施例中,当所述处理器检测到所述环境温度传感器故障时,将所述第二电子膨胀阀调整至第二预设开度。
第二方面,本发明实施例提供了:
一种热泵烘干机的电子膨胀阀的控制方法,包括以下步骤:
确定控制模式;
当控制模式为烘干模式时,执行以下步骤:
控制压缩机启动;
在压缩机启动后的预设时间段内控制所述电子膨胀阀调整至第一预设开度;
根据所述蒸发温度和所述回气温度对所述电子膨胀阀进行回气过热度控制;
当控制模式为除霜模式时,执行以下步骤:
切换所述四通阀的连接状态,使得所述四通阀的第一端与第二端连通,且所述四通阀的第三端与第四端连通;
控制所述压缩机工作并调节所述电子膨胀阀的开度至最大值。
本发明实施例的有益效果是:本发明在压缩机启动后的一段时间将电子膨胀阀维持在一定的开度,可以避免压缩机在启动阶段状态不稳定导致电子膨胀阀频繁调节,这样有助于延长电子膨胀阀的寿命,避免因为膨胀阀失效引起烘干机的其他部件损坏,从而提升烘干机的可靠性。
附图说明
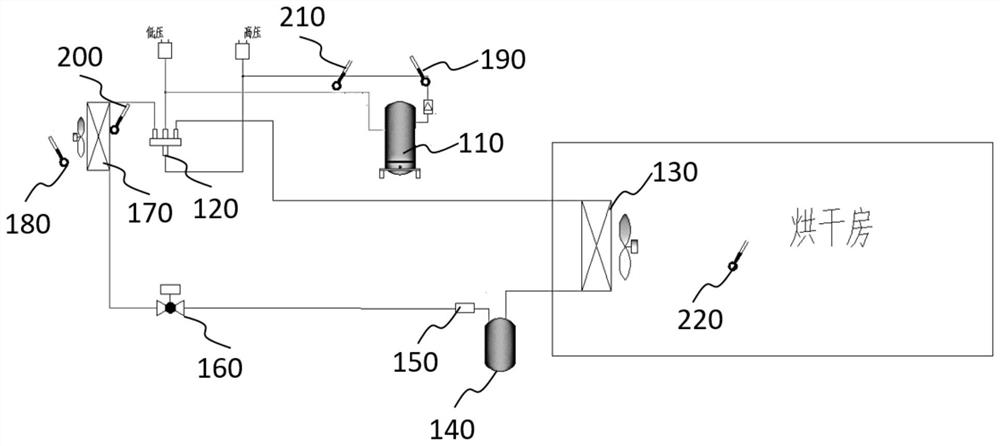
图1为根据本发明实施例提供的一种热泵烘干机的原理图;
图2为根据本发明实施例提供的烘干模式下的热泵烘干机的电子膨胀阀的控制方法流程图;
图3为根据本发明实施例提供的除霜模式下的热泵烘干机的电子膨胀阀的控制方法流程图。
具体实施方式
下面结合说明书附图和具体的实施例对本发明进行进一步的说明。
参照图1,本实施例公开了一种热泵烘干机,包括压缩机110、冷凝器130、蒸发器170、四通阀120、电子膨胀阀160、储液罐140、蒸发温度传感器200、回气温度传感器210、过滤器150、控制器,所述压缩机110的输出端与所述四通阀120的第一端连接,所述四通阀120的第四端与所述冷凝器130的第一端连接,所述冷凝器130的第二端与所述储液罐140的第一端连接,所述储液罐140的第二端通过所述过滤器150与所述电子膨胀阀160的第一端连接,所述电子膨胀阀160的第二端与所述蒸发器170的第一端连接,所述蒸发器170的第二端与所述四通阀120的第一端连接,所述四通阀120的第二端与所述压缩机110的输入端连接,所述回气温度传感器210用于检测压缩机110输入端的回气温度,所述蒸发温度传感器200用于检测蒸发器的蒸发温度,所述四通阀120的第二端和第三端连通,所述四通阀120的第一端与第四端连通;需要理解的是,热泵烘干机处于烘干模式时四通阀的连接方式和本实施例相同,当进入除霜模式的时候,四通阀的连通方式发生变化,具体为,四通阀的第一端和第二端连通,第三端与第四端连通。
所述处理器在压缩机启动后的预设时间段内控制所述电子膨胀阀调整至第一预设开度,然后所述处理器根据所述蒸发温度和所述回气温度对所述电子膨胀阀进行回气过热度控制。
针对压缩器启动前期的不稳定状态,通常可以设定一个2~4分钟的预设之间,在该阶段将电子膨胀阀控制在一个固定的初始步数即可。
参照图1,在一些实施例中,所述热泵烘干机还包括环境温度传感器180,所述环境温度传感器180用于检测烘房外部的环境温度;
所述处理器根据所述环境温度进行查表得到所述第一预设开度。
具体地,初始步数(第一预设开度)根据环境温度而定,环境温度高,则初始步数大,反之,初始步数小。
可以按照表1进行控制:
表1
在一些实施例中,所述回气过热度控制具体为:
以所述回气温度和所述蒸发温度的差值为控制对象;
当所述差值大于目标差值时,增加所述电子膨胀阀的开度;
当所述差值小于目标差值时,减小所述电子膨胀阀的开度。
具体地,初始化结束后,电子膨胀阀的控制,切换为回气过热度控制,回气过热度ΔT=回气温度T2-蒸发温度T1。
在一些实施例中,所述蒸发温度通过以下方式获得:
所述处理器按照设定间隔读取所述蒸发温度传感器的多个第一输出值,剔除多个所述第一输出值的最大值和最小值后,将剩余的所述第一输出值求平均作为所述蒸发温度;
所述回气温度通过以下方式获得:
所述处理器按照设定间隔读取所述回气温度传感器的多个第二输出值,剔除多个所述第二输出值的最大值和最小值后,将剩余的所述第二输出值求平均作为所述回气温度。
其中,回气温度算法:每3秒钟测量1次,按照连续10次测得数值,去除最高值和最低值后取算数平均值为T2。
蒸发温度算法:每3秒钟测1次,按照连续10次测得数值,去除最高值和最低值后取算数平均值为T1。
目标过热度为ΔT0,当ΔT>ΔT0时,逐步加大电子膨胀阀的开度,直至最大开度(一般为480步),当ΔT<ΔT0时,逐步减小电子膨胀阀的开度,直至最小开度(一般为30步),当ΔT=ΔT0时,保持电子膨胀阀的开度不变。
参照图1,在一些实施例中,还包括排气温度传感器190和烘房温度传感器220,所述排气温度传感器190用于检测所述压缩机输出端的排气温度,所述烘房温度传感器220用于检测烘房温度;
所述处理器检测到所述回气温度传感器或者蒸发温度传感器中的至少之一故障时,根据所述排气温度和所述烘房温度对所述电子膨胀阀进行排气温度控制。
具体地,当系统中的回气温度传感器或者蒸发温度传感器出现故障时,过热度控制的方法将失灵,此时,系统自动切换为排气温度控制,并进行报警提示,但不停机,直至烘干结束。排气温度控制的方式虽然不像过热度控制那么精密,但是却也能够保证系统的连续稳定运行,这个对于烘干系统非常关键,因为大部分物料的烘干都有一定的烘干工艺要求,中途不能随便停机或者失温,否则容易烘坏,造成损失。
在一些实施例中,所述排气温度控制具体为:
以所述排气温度作为控制对象;
根据所述烘房温度进行查表确定目标排气温度;
当所述排气温度大于所述目标排气温度和预设值之和时,增加所述电子膨胀阀的开度;
当所述排气温度小于所述目标排气温度和预设值之差时,减小所述电子膨胀阀的开度。
表2
当tp>TP+3℃时,逐步加大电子膨胀阀的开度,直至最大开度(一般为480步),当tp 在一些实施例中,所述排气温度通过以下方式得到: 所述处理器按照设定间隔读取所述排气温度传感器的多个第三输出值,剔除多个所述第三输出值的最大值和最小值后,将剩余的所述第三输出值求平均作为所述排气温度。 具体地,排气温度的测量,每秒钟测1次,按照连续10次测得数值,去除最高值和最低值后取算数平均值为tp。 在一些实施例中,当所述处理器检测到所述排气温度传感器故障时,根据所述环境温度将所述电子膨胀阀调整至第一预设开度。 具体地,排气温度传感器也出现故障时,系统根据环境温度传感器自动把电子膨胀阀开度调整到初始步数不变,并进行报警提示,但不停机,直至烘干结束。 在一些实施例中,当所述处理器检测到所述环境温度传感器故障时,将所述第二电子膨胀阀调整至第二预设开度。 环境温度传感器也出现故障时,电子膨胀阀的开度固定为一个固定步数(100-300步,可根据系统情况实际调整),并进行报警提示,但不停机,直至烘干结束。 当系统化霜时,通过切换四通阀的连接状态实现除霜,电子膨胀阀打开到最大步数,直至化霜结束。 参照图2和图3,一种热泵烘干机的电子膨胀阀的控制方法,包括以下步骤: 确定控制模式; 当控制模式为烘干模式时,如图2所示,执行以下步骤: 控制压缩机启动; 在压缩机启动后的预设时间段内控制所述电子膨胀阀调整至第一预设开度,即为初始步数; 根据所述蒸发温度和所述回气温度对所述电子膨胀阀进行回气过热度控制。 当回气(也称作吸气)温度传感器或者蒸发温度传感器故障时,采用排气温度控制。 当排气温度传感器故障时,根据环境温度传感器的温度,将电子膨胀阀控制到初始步数。 当环境温度传感器故障时,将电子膨胀阀调节至固定步数,直到烘干结束。 当控制模式为除霜模式时,如图3所示,执行以下步骤: 切换所述四通阀的连接状态,使得所述四通阀的第一端与第二端连通,且所述四通阀的第三端与第四端连通; 控制所述压缩机工作并调节所述电子膨胀阀的开度至最大值。 综上所述,本发明具有以下优点:与一般的电子膨胀阀控制方法相比,本发明考虑的主要是系统连续运行的可靠性与稳定性,因为有太多的物料在烘干时是不允许停机检修的。 本发明可以广泛适用于各种热泵烘干系统,而且所采用的温度传感器基本上都是各个系统标配的各种温度探头,不需要额外增加什么材料成本。只需要更改系统控制逻辑即可实现,可推广性非常强。 相比吸排气压力控制,本发明的成本优势非常明显,而且对热泵控制器的要求也低很多,因为很多的热泵控制器都不一定能够支持压力传感器的信号接入。 对于上述方法实施例中的步骤编号,其仅为了便于阐述说明而设置,对步骤之间的顺序不做任何限定,实施例中的各步骤的执行顺序均可根据本领域技术人员的理解来进行适应性调整。 以上是对本发明的较佳实施进行了具体说明,但本发明并不限于所述实施例,熟悉本领域的技术人员在不违背本发明精神的前提下还可做作出种种的等同变形或替换,这些等同的变形或替换均包含在本申请权利要求所限定的范围内。
- 热泵烘干机及其电子膨胀阀的控制方法
- 一种空气源热泵烘干机的电子膨胀阀控制装置及方法