电机转子高效热套方法
文献发布时间:2023-06-19 10:40:10
本案是以申请日为2019年12月17日,申请号为2019113013159,名称为一种电机转子热套机的发明专利为母案而进行的分案申请。
技术领域
本发明涉及电机生产加工技术领域,特别涉及一种电机转子热套机。
背景技术
电机转子加工完成后,需要将电机轴过盈穿设在转子的轴孔内,传统的电机转子热套工艺需要先对转子加热后,通过人工将加热后的转子搬至压装工作台,然后通过人工将电机轴对准转子的轴孔,在通过压装工作台上的液压机构将电机轴压入轴孔,压装完成后,再由人工搬离,以此反复,即电机轴和转子的轴孔的压装需要人工多次搬动转子,需要多个工作人员配合完成,工作效率低。
发明内容
本发明所要解决的技术问题是:提供一种实现转子和电机轴高效压装的电机转子热套机。
为了解决上述技术问题,本发明采用的技术方案为:
一种电机转子热套机,包括机架、转台、电机、减速器、分割器、轴孔加工装置、电热装置和电机轴压装装置;
所述转台为圆盘状,所述转台可转动地连接于机架,所述电机连接于减速器,所述减速器连接于分割器,所述分割器连接于转台的轴部,带动转台自转;
所述转台上设置有4个以上的转子安装座,每个转子安装座与转台轴部的间距相同,相邻两个转子安装座的间距相同;
每个转子安装座的下部分别连接有气缸;
所述轴孔加工装置包括设置在其中一个转子安装座上方的第一液压缸,所述第一液压缸的下端连接钻具,所述钻具包括圆柱状的钻头,所述钻头的下端设有倒角;
所述电热装置包括设置在其中一个转子安装座上方的螺旋的圆柱状的电热圈,所述电热圈的直径大于转子本体的直径;
所述电机轴压装装置包括设置在其中一个转子安装座上方的第二液压缸,所述第二液压缸的下端连接有压块。
本发明的有益效果在于:本发明提供的电机转子热套机结构中,通过在转台上设置多个分别连接气缸的转子安装座,并在转台上方依次设置轴孔加工装置、电热装置和电机轴压装装置,可连续、高效地完成电机转子的轴孔加工、转子加热和电机轴的压装,可实现电机转子高效的流水线加工,仅需要配合一个工作人员或一台机械手即可完成上述加工,相比传统的工艺,大大提高了工作效率。
附图说明
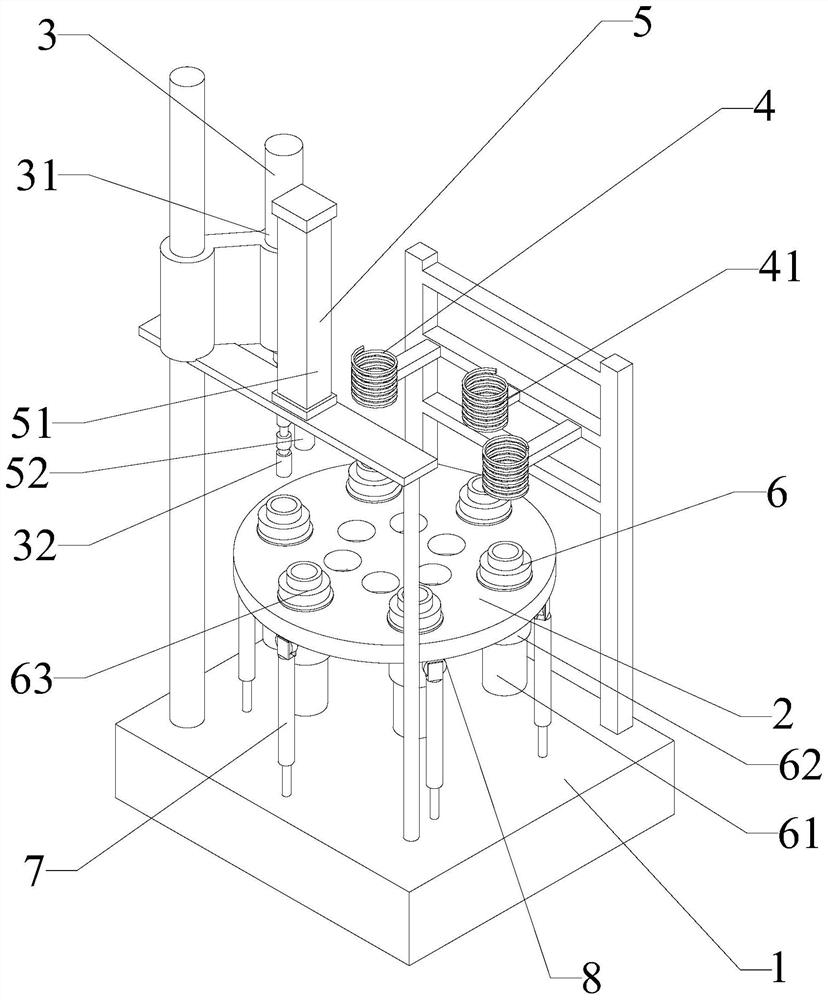
图1为本发明具体实施方式的一种电机转子热套机的结构示意图;
图2为本发明具体实施方式的一种电机转子热套机的主视图;
标号说明:
1、机架;2、转台;21、环形槽;3、轴孔加工装置;31、第一液压缸;32、钻具;4、电热装置;41、电热圈;5、电机轴压装装置;51、第二液压缸;52、压块;6、转子安装座;61、气缸;62、底座;63、凸台;7、立柱;8、滚轮。
具体实施方式
为详细说明本发明的技术内容、所实现目的及效果,以下结合实施方式并配合附图予以说明。
本发明最关键的构思在于:通过在转台上设置多个分别连接气缸的转子安装座,并在转台上方依次设置轴孔加工装置、电热装置和电机轴压装装置,可连续、高效地完成电机转子的轴孔加工、转子加热和电机轴的压装。
请参照图1以及图2,本发明涉及一种电机转子热套机,包括机架1、转台2、电机、减速器、分割器、轴孔加工装置3、电热装置4和电机轴压装装置5;
所述转台2为圆盘状,所述转台2可转动地连接于机架1,所述电机连接于减速器,所述减速器连接于分割器,所述分割器连接于转台2的轴部,带动转台2自转;
所述转台2上设置有4个以上的转子安装座6,每个转子安装座6与转台2轴部的间距相同,相邻两个转子安装座6的间距相同;
每个转子安装座6的下部分别连接有气缸61;
所述轴孔加工装置3包括设置在其中一个转子安装座6上方的第一液压缸31,所述第一液压缸31的下端连接钻具32,所述钻具包括圆柱状的钻头,所述钻头的下端设有倒角;
所述电热装置4包括设置在其中一个转子安装座6上方的螺旋的圆柱状的电热圈41,所述电热圈41的直径大于转子本体的直径;
所述电机轴压装装置5包括设置在其中一个转子安装座6上方的第二液压缸51,所述第二液压缸51的下端连接有压块52。
上述电机转子热套机的工作原理:通过人工或机械手将待加工的转子本体放置在转子安装座6上,是转子的轴向为竖直方向,然后通过电机、减速器、分割器带动转台2转动一定角度,使放置有转子本体的转子安装座6移动至轴孔加工装置3的正下方,此时第一液压缸31的活塞向下移动,将其下端连接的钻具32伸入转子本体的轴孔,此时该转子安装座6下部连接的气缸61带动转子安装座6向上移动,使钻具32完全伸入转子本体的轴孔,通过钻具32的自转对轴孔进行打磨;轴孔加工完成后,第一液压缸31带动钻具32向上退回,钻具32停止转动,该转子安装座6也下降归位,转台2继续带动该转子安装座6移动至电热装置4的正下方,通过气缸61带动该转子安装座6上升,使转子本体位于电热圈41内,使转子得到充分、均匀地加热,加热完成后,转子安装座6下降退回,继续移动至电机轴压装装置5的下方,通过人工或机械手将电机轴放置在转子本体的轴孔内,通过上方的第二液压缸51带动压块52下压,将电机轴压入转子本体的轴孔内,使电机轴与转子本体的轴孔过盈配合,完成压装,压装完成后,该转子安装座6继续移动至下一工位,由人工或机械手取下加工完成的转子本体,并放入下一个待加工的转子本体,以此往复。
上述电机转子热套机结构中,通过在转台2上设置多个分别连接气缸61的转子安装座6,并在转台2上方依次设置轴孔加工装置3、电热装置4和电机轴压装装置5,可连续、高效地完成电机转子的轴孔加工、转子加热和电机轴的压装,可实现电机转子高效的流水线加工,仅需要配合一个工作人员或一台机械手即可完成上述加工,相比传统的工艺,大大提高了工作效率。
进一步的,上述电机转子热套机结构中,所述电热圈41的数量为3个,所述电热圈41分别位于相邻两个转子安装座6的正上方。
由上述描述可知,由于轴孔加工和电机轴压装的时间较短,而转子需要较长的加热时间,设置3个或3个以上的电热圈41,即转子通过3次或3次以上的加热,从而达到充分加热的目的,使转子轴孔加工完成后不需要停留,直接转动至加热装置下方,进一步提高效率。
进一步的,上述电机转子热套机结构中,所述转台2上设有4个以上的通孔,所述转子安装座6固定在转台2上的通孔处,是转子安装座6与通孔的轴线重合。
进一步的,上述电机转子热套机结构中,所述转子安装座6包括圆环柱状的底座62和同轴固定在圆环柱状的底座62上部的圆环柱状的凸台63。
由上述描述可知,通过底座62支撑转子本体,凸台63起到转子本体的限位作用。
进一步的,上述电机转子热套机结构中,所述转子安装座6的数量为6个。
进一步的,上述电机转子热套机结构中,所述机架1设有多条立柱7,所述立柱7的上方设有滚轮8,所述转台2的下部设有环形槽21,所述滚轮8位于环形槽21内。
由上述描述可知,通过多条立柱7辅助支撑转台2,当电机带动转台2转动时,滚轮8在环形槽21内滚动,实现转台2在转动过程中的定位和支撑。
进一步的,上述电机转子热套机结构中,所述立柱7的数量为6条。
进一步的,上述电机转子热套机结构中,所述立柱7设有高度调节装置。
由上述描述可知,可通过高度调节装置调节立柱7的高度,使转台2调节至水平状态。
实施例1
一种电机转子热套机,包括机架1、转台2、电机、减速器、分割器、轴孔加工装置3、电热装置4和电机轴压装装置5;所述转台2为圆盘状,所述转台2可转动地连接于机架1,所述电机连接于减速器,所述减速器连接于分割器,所述分割器连接于转台2的轴部,带动转台2自转;所述转台2上设置有4个以上的转子安装座6,每个转子安装座6与转台2轴部的间距相同,相邻两个转子安装座6的间距相同;每个转子安装座6的下部分别连接有气缸61;所述轴孔加工装置3包括设置在其中一个转子安装座6上方的第一液压缸31,所述第一液压缸31的下端连接钻具32,所述钻具包括圆柱状的钻头,所述钻头的下端设有倒角;所述电热装置4包括设置在其中一个转子安装座6上方的螺旋的圆柱状的电热圈41,所述电热圈41的直径大于转子本体的直径;所述电机轴压装装置5包括设置在其中一个转子安装座6上方的第二液压缸51,所述第二液压缸51的下端连接有压块52。
通过人工或机械手将待加工的转子本体放置在转子安装座6上,是转子的轴向为竖直方向,然后通过电机、减速器、分割器带动转台2转动一定角度,使放置有转子本体的转子安装座6移动至轴孔加工装置3的正下方,此时第一液压缸31的活塞向下移动,将其下端连接的钻具32伸入转子本体的轴孔,此时该转子安装座6下部连接的气缸61带动转子安装座6向上移动,使钻具32完全伸入转子本体的轴孔,通过钻具32的自转对轴孔进行打磨;轴孔加工完成后,第一液压缸31带动钻具32向上退回,钻具32停止转动,该转子安装座6也下降归位,转台2继续带动该转子安装座6移动至电热装置4的正下方,通过气缸61带动该转子安装座6上升,使转子本体位于电热圈41内,使转子得到充分、均匀地加热,加热完成后,转子安装座6下降退回,继续移动至电机轴压装装置5的下方,通过人工或机械手将电机轴放置在转子本体的轴孔内,通过上方的第二液压缸51带动压块52下压,将电机轴压入转子本体的轴孔内,使电机轴与转子本体的轴孔过盈配合,完成压装,压装完成后,该转子安装座6继续移动至下一工位,由人工或机械手取下加工完成的转子本体,并放入下一个待加工的转子本体,以此往复。通过在转台2上设置多个分别连接气缸61的转子安装座6,并在转台2上方依次设置轴孔加工装置3、电热装置4和电机轴压装装置5,可连续、高效地完成电机转子的轴孔加工、转子加热和电机轴的压装,可实现电机转子高效的流水线加工,仅需要配合一个工作人员或一台机械手即可完成上述加工,相比传统的工艺,大大提高了工作效率。
所述电热圈41的数量为3个,所述电热圈41分别位于相邻两个转子安装座6的正上方。由于轴孔加工和电机轴压装的时间较短,而转子需要较长的加热时间,设置3个或3个以上的电热圈41,即转子通过3次或3次以上的加热,从而达到充分加热的目的,使转子轴孔加工完成后不需要停留,直接转动至加热装置下方,进一步提高效率。所述转台2上设有4个以上的通孔,所述转子安装座6固定在转台2上的通孔处,是转子安装座6与通孔的轴线重合。所述转子安装座6包括圆环柱状的底座62和同轴固定在圆环柱状的底座62上部的圆环柱状的凸台63。通过底座62支撑转子本体,凸台63起到转子本体的限位作用。所述转子安装座6的数量为6个。所述机架1设有多条立柱7,所述立柱7的上方设有滚轮8,所述转台2的下部设有环形槽21,所述滚轮8位于环形槽21内。通过多条立柱7辅助支撑转台2,当电机带动转台2转动时,滚轮8在环形槽21内滚动,实现转台2在转动过程中的定位和支撑。所述立柱7的数量为6条。所述立柱7设有高度调节装置。可通过高度调节装置调节立柱7的高度,使转台2调节至水平状态。
综上所述,本发明提供的电机转子热套机结构中,通过在转台上设置多个分别连接气缸的转子安装座,并在转台上方依次设置轴孔加工装置、电热装置和电机轴压装装置,可连续、高效地完成电机转子的轴孔加工、转子加热和电机轴的压装,可实现电机转子高效的流水线加工,仅需要配合一个工作人员或一台机械手即可完成上述加工,相比传统的工艺,大大提高了工作效率。
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等同变换,或直接或间接运用在相关的技术领域,均同理包括在本发明的专利保护范围内。
- 电机转子高效热套方法
- 一种多工位高效高精度的电机转子热套机