一种聚氯乙烯装饰膜覆膜装置及其覆膜方法
文献发布时间:2023-06-19 10:49:34
技术领域
本发明涉及聚氯乙烯装饰膜覆膜技术领域,尤其涉及一种聚氯乙烯装饰膜覆膜装置及其覆膜方法。
背景技术
聚氯乙烯装饰膜(即PVC装饰膜)具有质量轻、隔热、保温和防潮等优良效果,其还具有良好的稳定性、介电性和抗老化性,抗弯强度和冲击韧性强,破裂时的延伸度较高,表面光滑、色泽鲜艳。可见,聚氯乙烯装饰膜具有极强的装饰性,且已广泛应用于家居装饰领域,尤其是用于木门覆膜。
目前,聚氯乙烯装饰膜在进行木门覆膜时普遍采用真空覆膜,传统的覆膜装置进行真空覆膜过程通常是直接将聚氯乙烯装饰膜铺设在门上进行镀敷。但采用上述方式覆膜会在覆膜过程中对聚氯乙烯装饰膜直接加热,这会使得产品受热不均,压力不均衡,出现色差和粘度降低等情况,同时还有可能会造成装饰膜的拉伤和色变。
基于上述分析可知,现有的木门覆膜装置会对装饰膜造成一定的损伤,成品质量不如人意,不适合大规模生产。因此本领域亟需对现有的木门覆膜装置和方法进行改进,从而解决现有技术中存在的缺陷和限制。
发明内容
本发明的目的是提出一种聚氯乙烯装饰膜覆膜装置,其可避免直接对聚氯乙烯装饰膜进行加热,使产品受热均匀,受压均衡,色泽一致,粘接强度大,同时能够实现无拉伤,无色变的效果。
本发明的另一目的是提出一种聚氯乙烯装饰膜的覆膜方法,本发明方法简单,易于操作,环保,节省开支,同时提高生产效率,可实现大规模生产。
实现本发明目的的技术方案为:
一种聚氯乙烯装饰膜覆膜装置,包括机体、支撑架、门板和框架,还包括与支撑架滑动连接的滑动部;所述框架转动连接在滑动部的上表面,且框架的侧壁上固定连接有拉绳,其特征在于,所述框架上安装有用于压膜的压膜板。
实现本发明另一目的的技术方案为:
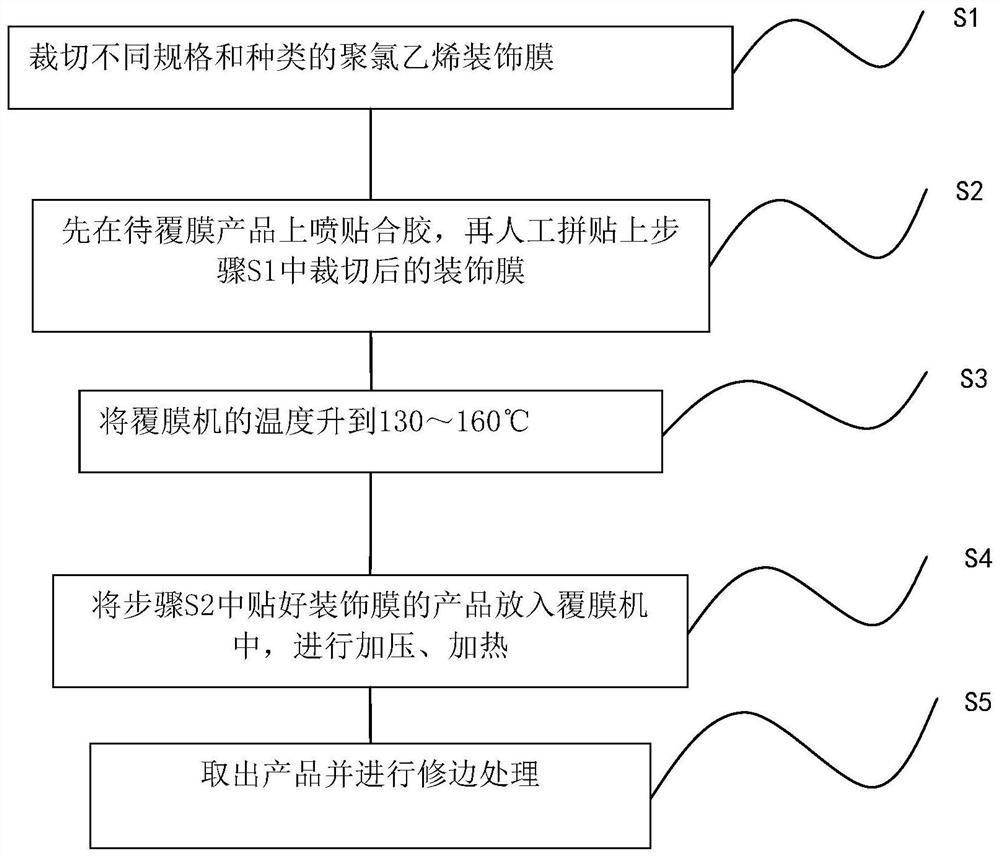
一种聚氯乙烯装饰膜的覆膜方法,具体包括以下步骤:
S1,裁切不同规格和种类的聚氯乙烯装饰膜;
S2,先在待覆膜产品上喷贴合胶,再人工拼贴上步骤S1中裁切后的装饰膜;
S3,将覆膜机的温度升到130~160℃;
S4,将步骤S2中贴好装饰膜的产品放入覆膜机中,进行加压、加热;
S5,取出产品并进行修边处理。
本发明的有益效果在于:
1、通过设置的硅胶材质的压膜板,在真空覆膜过程中,由于框架上设置了硅胶板,然后硅胶层能够起到隔热的作用,避免了设备对聚氯乙烯装饰膜直接进行加热,能够使覆膜中的产品受热均匀,受压均恒,并且覆膜完成后的产品可以色泽一致,粘结强度大,同时能够实现无拉伤,无色变。
2、通过设置的阶梯槽、压缩弹簧和压板等部件,工作人员可以在安装硅胶板时,将硅胶板卡接在阶梯槽中,然后通过压缩弹簧的弹力使得压板紧压硅胶材质的压膜板,并且设置的橡胶垫可以起到稳固防滑的作用,这样可以便于工作人员安装和拆卸硅胶板,提高了工作效率。
3、本发明方法中的覆膜机的温度和压力共同对整个过程造成影响,在本发明的温度和压力配合下,贴合胶熔融状态最好,向产品的渗透能力和扩张能力强,出现装饰膜收缩和产品产生褶皱等情况的概率低。
4、本发明方法简单,易于操作,环保,节省开支,同时提高生产效率,可实现大规模生产。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
图1为本发明方法的一种具体流程图。
图2为本发明提出的一种聚氯乙烯装饰膜覆膜装置的整体连接结构示意图;
图3为本发明提出的一种聚氯乙烯装饰膜覆膜装置的框架俯视结构示意图;
图4为本发明提出的一种聚氯乙烯装饰膜覆膜装置的框架局部剖视结构示意图
图5为本发明提出的一种聚氯乙烯装饰膜覆膜装置的压膜板的状态结构示意图。
图中:1.机体;2.支撑架;201.滑动部;3.门板;4.框架;5.压膜板;6.阶梯槽;7.压板;8.滑槽;9.滑块;10.挡板;11.压缩弹簧。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
如图2-图5所示,一种聚氯乙烯装饰膜覆膜装置,包括机体1、支撑架2、门板3和框架4,还包括与支撑架2滑动连接的滑动部201;所述框架4转动连接在滑动部201的上表面,且框架4的侧壁上固定连接有拉绳,所述框架4上安装有用于压膜的压膜板5。在本发明中,所述支撑架2与滑动部201的滑动连接方式可采用常见的直线导轨滑动。支撑架2与滑动部201采用滑动连接具有导向度高、运行平稳和灵敏度高等效果。
进一步地,所述压膜板5采用硅胶板设置,且硅胶板内设置有一层硅胶层。压膜板5采用硅胶板设置,且硅胶板内设置有一层硅胶层的目的是使硅胶板上的硅胶层在覆膜过程中进行隔热,避免覆膜机对聚氯乙烯装饰膜直接加热,保证产品受热均匀、受压均恒、色泽一致和粘结强度大,防止出现拉伤和色变等情况的发生。
进一步地,所述框架4的侧壁上开设有阶梯槽6,且压膜板5安装在阶梯槽6内,所述阶梯槽6的侧壁上开设有多个滑槽8,且滑槽8内滑动连接有滑块9,所述滑块9的侧壁上固定连接有压板7,所述压板7的上表面固定连接有多个压缩弹簧11,且压缩弹簧11的一端固定连接有挡板10,所述挡板10的一端固定连接在阶梯槽6的侧壁上。采用上述结构可以便于工作人员安装和拆卸硅胶板,提高了工作效率。
进一步地,所述压膜板5的形状采用凸台状设置。压膜板5的形状采用凸台状设置的目的是便于产品接触,有针对性的对装饰膜进行隔热。
进一步地,所述压板7的下表面固定连接有橡胶垫,且橡胶垫上开设有防滑纹。设置的橡胶垫可以在压板7紧压压膜板5的时候对硅胶材质的压膜板5进行保护。
本发明在实际使用的过程中,工作人员可以在安装硅胶板材质的压膜板5时,将硅胶板卡接在阶梯槽6中,然后通过压缩弹簧11的弹力使得压板7紧压硅胶材质的压膜板5,设置的挡板10为压缩弹簧11提供支撑,然后在压覆的过程中,硅胶板上的硅胶层能够隔热,避免对聚氯乙烯装饰膜直接加热,能够使产品受热均匀,受压均恒。
如图1所示,一种聚氯乙烯装饰膜的覆膜方法,具体包括以下步骤:
S1,裁切不同规格和种类的聚氯乙烯装饰膜;
S2,先在待覆膜产品上喷贴合胶,再人工拼贴上步骤S1中裁切后的装饰膜;
S3,将覆膜机的温度升到130~160℃;
S4,将步骤S2中贴好装饰膜的产品放入覆膜机中,进行加压、加热;
S5,取出产品并进行修边处理。
本发明可根据客户需求选择不同规格大小和类型的装饰膜进行裁剪,为后期贴膜做准备,每一片拼花贴膜可以比实际计算的尺寸裁剪稍大,方便后期不同类型的装饰膜重叠后对接。本发明中的贴合胶是常见的PUA体系的胶水,其绿色环保,有益健康,且无不良气味、不含邻苯二甲酸酯增塑剂与重金属等有害物质。需要注意的是,在涂胶之前需要对待涂胶产品进行清洁,保证产品表干燥、干净和无油质后进行涂胶施工,然后均匀地将贴合胶涂布在被粘物表面。本发明方法中的覆膜机的温度和压力共同对整个过程造成影响,在本发明的温度和压力配合下,贴合胶熔融状态最好,向产品的渗透能力和扩张能力强,出现装饰膜收缩和产品产生褶皱等情况的概率低。
进一步地,在步骤S2中,拼贴两种类型的装饰膜之间重叠3~5mm,再用去除重叠多的装饰膜,让两种膜之间成对接状态。拼贴两种膜之间重叠3~5mm,后在使用铁摸具压到重叠部分。用美工刀切开,去除重叠多的聚氯乙烯装饰膜,让膜之间成对接状态。
进一步地,步骤S3中覆膜机的温度为145℃。温度是覆膜的重要因素,温度决定了贴合胶的熔融状态以及向产品的渗透能力和扩张能力。尽管覆膜温度的提高有助于黏合强度的增强,但温度过高会使薄膜产生收缩,产品表面发亮、起泡,使产品产生皱褶。根据本发明的实验研究,覆膜温度在130~160℃之间效果较好,在温度为145℃下最佳。
进一步地,步骤S4中压力为0.3~0.8MPa;加热时间为2~3min。实际工作中,只有在适宜的压力下,熔融状态的贴合胶才能完全覆盖产品表面,覆膜机出来的装饰膜黏结效果好。压力太小,黏结不牢;压力大,有助于提高薄膜和纸制品间的结合力,但是,如果压力过大,又容易使产品产生皱褶,而且容易使机器内部零件表面受伤、变形,降低机器的使用寿命。因此,本发明经过长期实验发现,在压力为0.3~0.8MPa的条件下加热时间为1~3min覆膜效果较好,且本发明优选0.58MPa,在此条件下覆膜完美贴合,表面为褶皱等现象。
在实际操作中,可将待覆膜产品放在工作台上,把产品喷上贴合胶,再依照定单和图纸拼花造型人工贴上聚氯乙烯装饰膜。拼贴两种膜之间重叠3~5mm,铁摸具压到重叠之间。用美工刀切开,去除重叠多的聚氯乙烯装饰膜,让膜之间成对接状态。贴好后放入覆膜机小车中(耐高温高压硅胶板下面)。开起覆膜机真空加压到0.3~0.8MPa。让硅胶板紧密的贴到聚氯乙烯装饰膜上。吸附平整,进入覆膜机加热1~3min让贴合胶加热反应,固化粘牢。
在其他条件不变下,采用本发明装置在不同的工艺参数下采用本发明的方法加工产品,得到实施例1~实施例6对其产品质量进行观察,具体如表1所示:
表1不同的工艺参数下产品质量观察表
由表1可知,采用实施例4加工参数加工出来的产品效果最佳,其粘接良好,强拉不坏;表面平整,光滑柔顺;机器也无任何损坏。在此,本发明将实施例4中的加工参数作为优选参数,在本发明的优选温度和压力的配合下,贴合胶熔融状态最好,向产品的渗透能力和扩张能力强,出现装饰膜收缩和产品产生褶皱等情况的概率低。
在上述表1的基础上,其他条件不变,采用实施例4中的条件,通过传统覆膜机对产品进行覆膜作为对比组,并将其与实施例4加工的产品进行对比,具体结果如表2所示:
表2实施例4加工的产品与同等条件下传统覆膜机加工产品质量观察表
由表2可知,在同等条件下,采用本发明加工出来的产品与采用传统覆膜机加工出来的产品性能更加。本发明方法简单,易于操作,环保,节省开支,同时提高生产效率,可实现大规模生产。
以上所述的具体实施方式,对本发明的目的、技术方案和有益效果进行了进一步地的详细说明,所应理解的是,以上所述仅为本发明的具体实施方法而已,并不用于限制本发明,凡是在本发明的主旨之内,所做的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
- 一种聚氯乙烯装饰膜覆膜装置及其覆膜方法
- 一种用于聚苯乙烯装饰条的覆膜装置及覆膜方法