一种指接铅笔的制作方法与指接铅笔
文献发布时间:2023-06-19 11:03:41
技术领域
本发明涉及铅笔加工技术领域,具体涉及一种指接铅笔的制作方法与指接铅笔。
背景技术
铅笔,是一种用来书写以及绘画素描专用的笔类,距今已有四百多年的历史,其中,绘画素描的铅笔分为诸多类型,它分成三个发展阶段,分为石墨、木制笔杆、带帽铅笔;另外,它的颜色有红白、黑白、黄黑等条纹。再经加热(60~120℃)干燥和高温(130~200℃)变性处理,使铅笔板达到软化易卷削的程度。铅芯加工石墨铅芯是以石墨与黏土按一定比例配好,经捏练机、三辊机调混后,通过压芯机挤压出一定规格尺寸(如HB~3H铅芯直径为1.80~2.10mm)的铅芯,经加热(50~150℃)干燥和高温(800~1100℃)焙烧,使其具有一定机械强度和硬度,最后经油浸处理而制成。颜色铅芯加工和石墨铅芯类似,但不需进行烧结。加工方法有两种:一种是将黏土、滑石粉、胶粘剂、色料、油脂和蜡等混合均匀后,经成型、干燥而制成,称为混合法;另一种是将瓷土、滑石粉、色料及胶粘剂等混合均匀后挤压成铅芯或将经干燥的铅芯放在油芯容器中,在一定温度下使其充分吸收油脂而制成,称为油浸法。铅笔杆加工先加工铅笔板,铅笔板加工将原木开解、截断,开方锯解成木块,经水热处理后通过切板机切成铅笔板,板长184mm,宽73mm,厚4.8~5.2mm,然后用刨槽机将铅笔板刨削成厚度为4.1~4.2mm,并有与铅芯直径相适应的芯槽的槽板,然后使用胶合剂将铅芯和铅笔板胶合起来,在夹紧状态下加热(50~120℃)干燥1~8小时后,经刨杆机加工制成长度为178~180mm的铅笔。经过上述方法制成的铅笔的笔杆原色单一,不美观新颖,不能吸引用户体验,无法在市面上形成竞争力,额外颜色的油漆喷涂会增加制造成本,同时如果铅笔的笔芯为多种颜色时,无法依靠单一颜色的笔杆来进行分辨,不便于用户使用。
发明内容
针对现有技术中的缺陷,本发明提供一种指接铅笔的制作方法与指接铅笔。
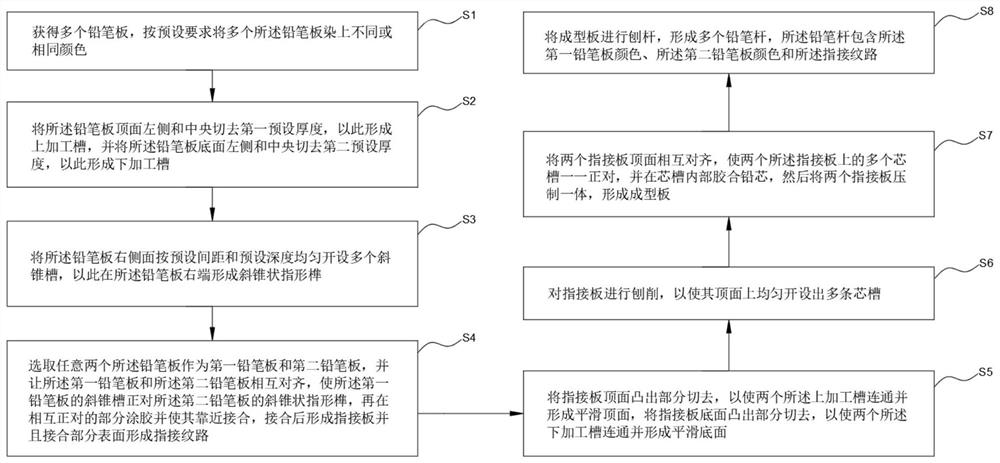
一种指接铅笔的制作方法,所述方法包括:S1、获得多个铅笔板,按预设要求将多个所述铅笔板染上不同或相同颜色;S2、将所述铅笔板顶面左侧和中央切去第一预设厚度,以此形成上加工槽,并将所述铅笔板底面左侧和中央切去第二预设厚度,以此形成下加工槽;S3、将所述铅笔板右侧面按预设间距和预设深度均匀开设多个斜锥槽,以此在所述铅笔板右端形成斜锥状指形榫;S4、选取任意两个所述铅笔板作为第一铅笔板和第二铅笔板,并让所述第一铅笔板和所述第二铅笔板相互对齐,使所述第一铅笔板的斜锥槽正对所述第二铅笔板的斜锥状指形榫,再在相互正对的部分涂胶并使其靠近接合,接合后形成指接板并且接合部分表面形成指接纹路;S5、将指接板顶面凸出部分切去,以使两个所述上加工槽连通并形成平滑顶面,将指接板底面凸出部分切去,以使两个所述下加工槽连通并形成平滑底面;S6、对指接板进行刨削,以使其顶面上均匀开设出多条芯槽;S7、将两个指接板顶面相互对齐,使两个所述指接板上的多个芯槽一一正对,并在芯槽内部胶合铅芯,然后将两个指接板压制一体,形成成型板;S8、将成型板进行刨杆,形成多个铅笔杆,所述铅笔杆包含所述第一铅笔板颜色、所述第二铅笔板颜色和所述指接纹路。
优选地,S7包括:S71、将两个指接板顶面相互对齐,使两个所述指接板上的多个芯槽一一正对;S72、在单个芯槽内部胶合单个铅芯或两个铅芯;S73、将两个指接板压制一体,形成成型板。在芯槽内部可以选择胶合单个铅芯和两个铅芯。
优选地,在所述S72中:当胶合单个铅芯时,铅芯同时胶合在第一铅笔板和第二铅笔板上的芯槽内,所述铅芯颜色为任意颜色;当胶合两个铅芯时,选择与第一铅笔板颜色相同的铅芯胶合在第一铅笔板上的芯槽内,选择与第二铅笔板颜色相同的铅芯胶合在第二铅笔板上的芯槽内。胶合两个铅芯时,选择分别与第一铅笔板和第二铅笔板颜色相同的两个铅芯进行胶合,最后制成的铅笔杆在使用过程中,用户可以直接通过观察铅笔杆本身颜色来对铅芯颜色进行判断,从而提高用户在使用具有多种颜色铅芯的铅笔时的使用体验。
优选地,还包括:S9、判断第一铅笔板颜色是否与第二铅笔板颜色相同,若相同,则对铅笔杆表面喷涂任意颜色油漆;若不同,则对铅笔杆表面不同颜色区域喷涂不同颜色油漆。油漆可以提高铅笔表面的光泽度,本实施方式中的铅笔杆外部同样可以进行油漆上色,但需要根据第一铅笔板和第二铅笔板的颜色来决定如何上色。
优选地,在所述S9中,若第一铅笔板颜色与第二铅笔板颜色不相同,则对铅笔杆表面喷涂与被喷涂表面颜色一致的油漆。当铅笔杆表面喷涂与被喷涂表面颜色一致的油漆时,不会影响到用户在使用具有多种颜色铅芯的铅笔时的使用体验。
优选地,还包括:S10、将铅笔杆两端切光,以此在铅笔杆两端形成平整端面。铅笔杆两端进行切光,方便后续的包装和继续加工,在继续加工中,可以在铅笔杆端部套设橡皮头。
优选地,还包括:S11、采集所述S2、S3、S4、S5、S6和S8中的加工余料、加工废料和边角料,将加工余料、加工废料和边角料进行回收并压制,以此形成新的铅笔板,并再次开始S1。通过对各种加工余料、加工废料和边角料的收集和压制,形成新的尺寸短的铅笔板,实现废物回收再利用,有效节省原料,大大降低制造成本。
优选地,在所述S3中,所述斜锥槽顶部和底部分别穿出所述铅笔板顶面和底面。通过斜锥槽顶部和底部穿出铅笔板顶面和底面,在指接板顶面和底面切去凸出部分后,保证斜锥槽的结构不会被破坏。
还提供了一种指接铅笔,其特征在于,包括铅笔杆,所述铅笔杆包括上段、接合段和下段,所述上段中央穿设有第一笔芯,所述下段中央穿设有第二笔芯;其中,所述第一笔芯颜色与所述上段颜色相同,所述第二笔芯颜色与所述下段颜色相同,所述上段颜色与所述下段颜色不同。
优选地,铅笔杆截面为圆形、六边形或三角型,所述铅笔杆顶部和底部均削尖。铅笔杆截面形状通过刨杆机来刨设。
本发明的有益效果体现在:
1、在本发明中,本方法中使用的铅笔板采用加工余料、加工废料和边角料进行压制而成,因此结构尺寸较小,能够更容易进行指接加工;在加工过程中,通过形成上加工槽和下加工槽,就能让铅笔板右端顶面和底面均呈凸起状,使得斜锥槽和斜锥状指形榫的顶部和底部分别呈凸起状,在接合完成并形成指接板后,第一铅笔板和第二铅笔板的凸起部分会靠拢,通过直接将指接板顶面和底面的凸起部分切去,能够形成表面平整的指接板,避免第一铅笔板与第二铅笔板之间因指接而产生的高度不平现象,大大增加了第一铅笔板和第二铅笔板指接时的最大容错范围,保证第一铅笔板和第二铅笔板的加工精度。
2、在本发明中,制作完成后的铅笔杆包含所述第一铅笔板颜色、所述第二铅笔板颜色和所述指接纹路,由于铅笔杆上本身存在颜色,能够节省油漆成本,同时指接纹路和各种颜色同时呈现,美观新颖,有利于吸引用户体验以及在市面上形成竞争力。
附图说明
为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
图1为本发明的流程示意图;
图2为本发明中铅笔板的结构俯视图;
图3为本发明中铅笔板的结构侧视图;
图4为本发明S4中第一铅笔板和第二铅笔板相互对齐时的结构俯视图;
图5为本发明S4中第一铅笔板和第二铅笔板指接时的结构俯视图;
图6为本发明S4中第一铅笔板和第二铅笔板指接时的结构侧视图;
图7为本发明S5中指接板的结构俯视图;
图8为本发明S5中指接板的结构侧视图;
图9为本发明铅笔杆的结构侧视图。
附图标记:
1-第一铅笔板,2-第二铅笔板,3-上加工槽,4-下加工槽,5-斜锥槽,6-斜锥状指形榫,7-指接板,8-铅笔杆,81-上段,82-接合段,83-下段。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和出示的本发明实施例的组件可以以各种不同的配置来布置和设计。
因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。此外,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
在本发明实施方式的描述中,需要说明的是,术语“内”、“外”、“上”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
如图1至图8所示,一种指接铅笔的制作方法,所述方法包括:
S1、获得多个铅笔板,按预设要求将多个铅笔板染上不同或相同颜色;
S2、将铅笔板顶面左侧和中央切去第一预设厚度,以此形成上加工槽3,并将铅笔板底面左侧和中央切去第二预设厚度,以此形成下加工槽4;
S3、将铅笔板右侧面按预设间距和预设深度均匀开设多个斜锥槽5,以此在铅笔板右端形成斜锥状指形榫6;
S4、选取任意两个铅笔板作为第一铅笔板1和第二铅笔板2,并让第一铅笔板1和第二铅笔板2相互对齐,使第一铅笔板1的斜锥槽5正对第二铅笔板2的斜锥状指形榫6,再在相互正对的部分涂胶并使其靠近接合,接合后形成指接板7并且接合部分表面形成指接纹路;
S5、将指接板7顶面凸出部分切去,以使两个上加工槽3连通并形成平滑顶面,将指接板7底面凸出部分切去,以使两个下加工槽4连通并形成平滑底面;
S6、对指接板7进行刨削,以使其顶面上均匀开设出多条芯槽;
S7、将两个指接板7顶面相互对齐,使两个指接板7上的多个芯槽一一正对,并在芯槽内部胶合铅芯,然后将两个指接板7压制一体,形成成型板;
S8、将成型板进行刨杆,形成多个铅笔杆8,铅笔杆8包含第一铅笔板1颜色、第二铅笔板2颜色和指接纹路。
在本实施方式中,需要说明的是,本方法中使用的铅笔板采用加工余料、加工废料和边角料进行压制而成,因此结构尺寸较小,具体的制作方法如下:首先,加工制造多个铅笔板,按预设要求将多个铅笔板染上不同或相同颜色,其中,每种颜色都被至少两个铅笔板染上;将铅笔板顶面左侧和中央切去第一预设厚度,以此形成上加工槽3,并将铅笔板底面左侧和中央切去第二预设厚度,以此形成下加工槽4,第一预设厚度和第二预设厚度均按照需要进行设定,一般来说在1~3mm之间,通过形成上加工槽3和下加工槽4,就能使得铅笔板右端顶面和底面均呈凸起状;将铅笔板右侧面按预设间距和预设深度均匀开设多个斜锥槽5,以此在铅笔板右端形成斜锥状指形榫6,由于斜锥槽5和斜锥状指形榫6均设置在铅笔板右端,从而使得斜锥槽5和斜锥状指形榫6的顶部和底部分别呈凸起状;选取任意两个铅笔板作为第一铅笔板1和第二铅笔板2,并让第一铅笔板1和第二铅笔板2相互对齐,使第一铅笔板1的斜锥槽5正对第二铅笔板2的斜锥状指形榫6,再在相互正对的部分涂胶并使其靠近接合,接合后形成指接板7并且接合部分表面形成指接纹路;将指接板7右端顶部凸出部分切去,以使两个上加工槽3连通并形成平滑顶面,将指接板7底面凸出部分切去,以使两个下加工槽4连通并形成平滑底面,进而形成表面平整的指接板7,避免第一铅笔板1与第二铅笔板2之间因指接而产生的高度不平现象,大大增加了第一铅笔板1和第二铅笔板2指接时的最大容错范围,保证第一铅笔板1和第二铅笔板2的加工精度;对指接板7进行刨削,以使其顶面上均匀开设出多条芯槽;将两个指接板7顶面相互对齐,使两个指接板7上的多个芯槽一一正对,并在芯槽内部胶合铅芯,然后将两个指接板7压制一体,形成成型板;将成型板进行刨杆,形成多个铅笔杆8,铅笔杆8包含第一铅笔板1颜色、第二铅笔板2颜色和指接纹路,由于铅笔杆8上本身存在颜色,能够节省油漆成本,同时指接纹路和各种颜色同时呈现,美观新颖,有利于吸引用户体验以及在市面上形成竞争力。
具体地,S7包括:
S71、将两个指接板7顶面相互对齐,使两个指接板7上的多个芯槽一一正对;
S72、在单个芯槽内部胶合单个铅芯或两个铅芯;
S73、将两个指接板7压制一体,形成成型板。
在本实施方式中,需要说明的是,在芯槽内部可以选择胶合单个铅芯和两个铅芯。
具体地,在S72中:当胶合单个铅芯时,铅芯同时胶合在第一铅笔板1和第二铅笔板2上的芯槽内,铅芯颜色为任意颜色;当胶合两个铅芯时,选择与第一铅笔板1颜色相同的铅芯胶合在第一铅笔板1上的芯槽内,选择与第二铅笔板2颜色相同的铅芯胶合在第二铅笔板2上的芯槽内。
在本实施方式中,需要说明的是,胶合两个铅芯时,选择分别与第一铅笔板1和第二铅笔板2颜色相同的两个铅芯进行胶合,最后制成的铅笔杆8在使用过程中,用户可以直接通过观察铅笔杆8本身颜色来对铅芯颜色进行判断,从而提高用户在使用具有多种颜色铅芯的铅笔时的使用体验。
具体地,还包括:S9、判断第一铅笔板1颜色是否与第二铅笔板2颜色相同,若相同,则对铅笔杆8表面喷涂任意颜色油漆;若不同,则对铅笔杆8表面不同颜色区域喷涂不同颜色油漆。
在本实施方式中,需要说明的是,油漆可以提高铅笔表面的光泽度,本实施方式中的铅笔杆8外部同样可以进行油漆上色,但需要根据第一铅笔板1和第二铅笔板2的颜色来决定如何上色。
具体地,在S9中,若第一铅笔板1颜色与第二铅笔板2颜色不相同,则对铅笔杆8表面喷涂与被喷涂表面颜色一致的油漆。
在本实施方式中,需要说明的是,当铅笔杆8表面喷涂与被喷涂表面颜色一致的油漆时,不会影响到用户在使用具有多种颜色铅芯的铅笔时的使用体验。
具体地,还包括:S10、将铅笔杆8两端切光,以此在铅笔杆8两端形成平整端面。
在本实施方式中,需要说明的是,铅笔杆8两端进行切光,方便后续的包装和继续加工,在继续加工中,可以在铅笔杆8端部套设橡皮头。
具体地,还包括:S11、采集S2、S3、S4、S5、S6和S8中的加工余料、加工废料和边角料,将加工余料、加工废料和边角料进行压制,以此形成新的铅笔板,并再次开始S1。
在本实施方式中,需要说明的是,通过对各种加工余料、加工废料和边角料的收集和压制,形成新的铅笔板,实现废物回收再利用,有效节省原料,大大降低制造成本。
具体地,在S3中,斜锥槽5顶部和底部分别穿出铅笔板顶面和底面。
在本实施方式中,需要说明的是,通过斜锥槽5顶部和底部穿出铅笔板顶面和底面,在指接板7顶面和底面切去凸出部分后,保证斜锥槽5的结构不会被破坏。
还需要说明的是,铅笔板的长度标准,正常标准长度是184mm,低于184mm长度的木材就是废料,废料大部分都是用于做燃料等,本方案可以废料回收再利用,将不够铅笔板长度的木材做成短的铅笔板,然后按铅笔的长度要求进行指接。
如图9所示,还提供了一种指接铅笔,其特征在于,包括铅笔杆8,铅笔杆8包括上段81、接合段82和下段83,上段81中央穿设有第一笔芯,下段83中央穿设有第二笔芯;其中,第一笔芯颜色与上段81颜色相同,第二笔芯颜色与下段83颜色相同,上段81颜色与下段83颜色不同。
具体地,铅笔杆8截面为圆形、六边形或三角型,铅笔杆8顶部和底部均削尖。
在本实施方式中,需要说明的是,铅笔杆8截面形状通过刨杆机来刨设。
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围,其均应涵盖在本发明的权利要求和说明书的范围当中。
- 一种指接铅笔的制作方法与指接铅笔
- 一种断接金手指类印制电路板的制作方法