一种磁流变凝胶柔性砂轮
文献发布时间:2023-06-19 11:05:16
技术领域
本发明属于利用智能材料辅助磨削加工以及砂轮制造领域,具体涉及一种聚氨酯磁流变凝胶的制备,以及磁流变凝胶柔性砂轮的设计。
背景技术
镍基单晶高温合金相比较传统高温合金具有更加优异的高温蠕变和疲劳性能,近年来已经成为了制造航空航天发动机涡轮叶片的关键材料。目前这种镍基单晶叶片的加工仍采用传统的手工打磨和砂带磨抛,其加工效率低、加工质量一致性差。难以满足现代工业高质量和高效率的要求。但由于其材料特殊性,采用现有的超精密磨削加工方法加工单晶叶片会出现成品率低,工件表面质量差且加工困难的情况。
在使用传统的磨削技术对镍基单晶高温合金进行加工的过程中,使用传统的刚性砂轮对镍基单晶高温合金进行磨削,会产生较大的磨削力,过高的磨削温度,使得材料的磨削变质层厚度较大,在高温环境容易出现再结晶,产生晶界,产生了晶界的镍基单晶空心叶片在服役条件下容易产生裂纹。
磁流变材料作为一种新兴的智能材料,其在磁场的作用下能产生快速连续可逆的变化,根据其粘弹性可控原理,可以充当一种良好的控力介质。
因此,针对现有刚性磨削方法的不足以及磁流体智能材料的粘弹性可控特性,本发明提供一种聚氨酯磁流变凝胶柔性砂轮及其制备方法,用于实现在对磨削镍基单晶高温合金的过程中降低其磨削温度和磨削力,减少其磨削变质层的厚度。
发明内容
本发明提供一种相对磁流变效应高,磁敏性能好,性能稳定,沉降稳定性好的磁流变凝胶以及一种磨削力可控的磁流变凝胶柔性砂轮及其制备方法。用于改善对现有的航空发动机空心叶片镍基单晶高温合金磨削过程中出现的磨削力过大、磨削温度过高、磨削变质层厚度大等问题。
本发明提供一种磁流变凝胶的制备方法,所述磁流变凝胶由聚氨酯基体和磁性颗粒组成。
本发明提供的磁流变凝胶的组成进一步设置为:聚氨酯基体由4,4-二苯基甲烷二异氰酸酯(MDI)和蓖麻油(CO)以一定的比例混合,再加上适量的扩链剂、增塑剂、催化剂合成。磁性颗粒为一定质量分数的羰基铁粉。
优选的,所述MDI和CO的摩尔比例为3:1到2:1之间;
所述羰基铁粉的质量分数优选为40-70wt%。
所述磁流变凝胶合成时的扩链剂、增塑剂和催化剂分别为1,4-丁二醇、邻苯二甲酸脂和辛酸亚锡。
本发明提供一种聚氨酯磁流变凝胶的制备工艺,工艺步骤为:
先把CO倒入200ml烧杯,置入真空干燥箱中,在110℃下干燥1小时,去除多余的水分备用,将称量好的MDI加热到80℃,待完全融化后滴入CO中并在80℃的恒温油浴箱中使用搅拌器搅拌混合物30分钟。然后再把适量的扩链剂、增塑剂、催化剂滴入烧杯中,整个反应过程保持温度在80℃,适度提高机械搅拌速度,搅拌30分钟。然后,在混合物中加入质量分数为60wt%的羰基铁粉,适当增大搅拌器转速,搅拌一个小时后置于80℃的真空干燥箱中抽真空,放置15分钟,取出后继续搅拌30分钟,重复数次之后,在室温条件下深度硫化3天后制得成品。
本发明提供一种磁流变凝胶柔性砂轮,该砂轮还包括磁流变凝胶容器、磁场发生器、装夹装置、磨削部分。
磁流变凝胶容器包括充当基座的底座;起到支撑和导磁作用的导磁板;与磨削部分粘接,传递磨削力的橡胶外圈;三者之间组成的空腔里填充磁流变凝胶。
作为优选,底座用3D打印技术选用树脂材料制造,所制造的成品具有一定的刚度与支撑力,且制造起来经济方便且快捷。
作为优选,橡胶外圈用耐油性能好,柔软度高的硅胶。
磁场发生器包括有圆柱形基铁和励磁线圈用于产生磁场,还包括金属盘和导磁板。
金属盘,板上设有用来散热的细密小孔以及励磁线圈的进出线口;在砂轮中,其既有导磁,减少磁漏的作用又在装夹装置的作用下,对砂轮其他部件起到紧固的作用。
作为优选,磁场发生器还包括旋转电接头,旋转电接头底座与连接杆相连接,用于外接电源。
作为优选,磁场发生器还包括导线,一端穿过金属盘的进出线孔与励磁线圈相连,另一端连接旋转电接头,给励磁线圈供电。
装夹装置主要包括有法兰盘和连接杆,本发明提供的磁流变凝胶柔性砂轮通过法兰盘与平面磨床相连接,且通过连接杆连接旋转电接头。
磨削部分主要使用砂带进行磨削,砂带粘接在磁流变凝胶容器的橡胶外圈上。
附图说明
图1为本发明的整体示意图;
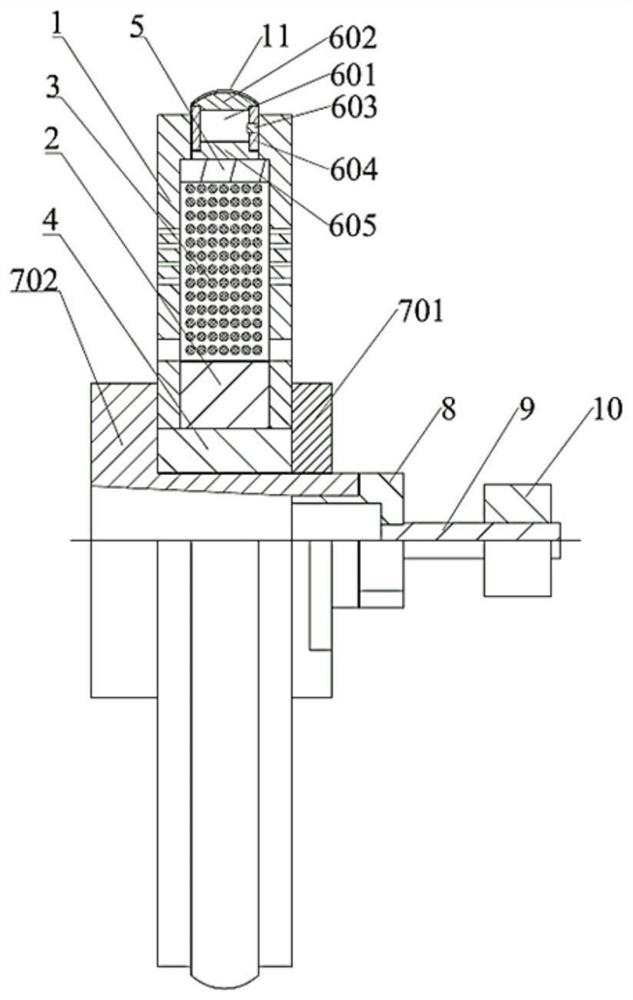
图2为本发明的整体结构剖视图;
图3为本发明的整体结构半剖图;
图4为本发明中磁流变凝胶容器的整体示意图;
图5为本发明中磁流变凝胶容器的剖视图;
图6为本发明中磁路线示意图;
图中:1、金属盘;101、导线孔;102、散热孔;2、圆柱形基铁;3、励磁线圈;4、铜套筒;5、铜环;6、磁流变凝胶容器;601、空腔;602、橡胶外圈;603、橡皮塞;604、导磁板;605、底座;7、法兰盘;701、紧固法兰;702、法兰;8、紧固螺母;9、连接杆;10、旋转电接头;11、砂带;
具体实施方式
为使本发明解决的技术问题、采用的技术方案描述的更加清楚,下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。可以理解的是,此处所描述的具体实施例仅用来解释和描述本发明,而非对本发明的限定。此外还需要说明的是,为了方便描述,附图中仅示出了与本发明相关的部分而非全部。
在本发明的描述中,除非另有明确的规定和限定,术语“相连”、“连接”、“固定”应做广义理解,比如说连接可以是固定连接也可以是可拆卸连接;对于本领域的技术人员来说,可以具体情况具体理解其在本发明中的具体含义。
本发明的所有制备原料,对其来源没有特殊限制,在市场购买或者本领域技术人员自行制备都可以,对制备原料的纯度也没有特殊要求,本发明优选采用分析纯。
本发明提供了一种磁流变凝胶柔性砂轮,其包括:磁场发生器,用于提供所需的磁场;装夹装置,用于连接砂轮和平面磨床;磁流变凝胶容器,用于容纳磁流变凝胶以及传递磨削力;磨削部分,用于对工件进行磨削。
磁场发生器包括圆柱形基铁(2)、励磁线圈(3)、金属盘(1)、旋转电接头(10)和导磁板(604)。作为优选圆柱形基铁(2)所用材料为软磁铁氧体或者纯铁等导磁性材料;作为优选,圆柱形基铁(2)中心要加工连接口,与铜套筒相连接;励磁线圈(3)优选为漆包线,绕在圆柱形基铁(2)外圆上;金属盘(1)优选为导磁性能较好的低碳钢;作为优选,金属盘上(1)加工出供励磁线圈(3)进出的导线孔(101)和散热孔(102)。
旋转电接头(10)通过导线与励磁线圈(3)连接,外接电源;内圈与连接杆(9)相连接,外圈不随着砂轮一起旋转。
作为优选,旋转电接头(10)外接电源为可控变化电源,提供可控变化的电流,使磁场发生器产生可控变化的磁场,根据磁流体粘弹性可控原理,控制磨削力的大小。
连接杆(9)连接紧固螺母(8)和旋转电接头(10)。
装夹装置包括一对法兰盘(701)(702)以及紧固螺钉(8)。作为优选,法兰盘(702)内锥面与平面磨床主轴贴合;作为优选,紧固螺母(8)中加工有孔,与连接杆(9)相连接。
磁流变凝胶容器(6)包括有空腔(601),用来填充磁流变凝胶;橡胶外圈(602),与磨削部分相连,传递磨削力;作为优选,橡胶外圈(602)材料选用为耐油性能好,柔软度较高的硅胶;导磁板(604),用来传递磁路并起到支撑作用;作为优选,导磁板加工有注入孔,用来注入聚氨酯磁流变凝胶;橡皮塞(603),用来堵塞注入孔;基座(605),磁流变凝胶容器(6)的底座,对容器(6)起到支撑的作用;作为优选,基座采用树脂材料,使用3D打印技术制造,方便快捷经济。
作为优选,磨削部分使用砂带进行磨削,砂带柔性好,能外美贴合橡胶外圈;作为优选,砂带采用CBN砂带。
本发明提供了一种磁流变凝胶,作为优选,其磁流变效应好,力学性能佳,稳定性高。
本发明提供了一种磁流变凝胶,其由高黏度聚合物基体和磁性颗粒组成。
作为优选,聚合物基体采用聚氨酯胶体;作为优选,所述聚氨酯胶体由多元醇和异氰酸酯反应再辅以添加剂制成;作为优选,本发明多元醇采用蓖麻油(CO),异氰酸酯采用4,4-二苯基甲烷二异氰酸酯(MDI)。
作为优选,添加剂一般为扩链剂、增塑剂、催化剂;作为优选,扩链剂选用1,4-丁二醇;作为优选,增塑剂选用邻苯二甲酸脂;作为优选,催化剂选用辛酸亚锡。
作为优选,磁性颗粒采用羰基铁粉;作为优选,羰基铁粉粒径选3-8μm,更优选为平均粒径为4.5μm。
本发明对各种原料的配比没有特别限制,优选CO和MDI的摩尔比例为3:1到2:1之间;优选羰基铁粉的质量分数为40-70wt%。
本发明还提供了一种聚氨酯磁流变凝胶的制备方法,包括以下步骤:
先把CO倒入200ml烧杯,置入真空干燥箱中,在110℃下干燥1小时,去除多余的水分备用,将称量好的MDI加热到80℃,待完全融化后滴入CO中并在80℃的恒温油浴箱中使用搅拌器搅拌混合物30分钟。然后再把适量的扩链剂、增塑剂、催化剂滴入烧杯中,整个反应过程保持温度在80℃,适度提高机械搅拌速度,搅拌30分钟。然后,在混合物中加入羰基铁粉,适当增大搅拌器转速,搅拌一个小时后置于80℃的真空干燥箱中抽真空,放置15分钟,取出后继续搅拌30分钟,重复数次之后,在室温条件下深度硫化3天后制得成品。
- 一种磁流变凝胶柔性砂轮
- 一种自修整磁流变柔性抛光砂轮及其磨抛方法