车窗自动安装设备和方法
文献发布时间:2023-06-19 11:06:50
技术领域
本发明属于轨道车辆技术领域,涉及车窗自动安装设备和方法。
背景技术
轨道车体车窗的组装性能是衡量车辆质量的重要指标之一,玻璃安装过程是车体组装的重要环节,目前主要由人工完成,人工在此过程的作业存在效率低、劳动强度大等问题,车窗的注胶密封是玻璃安装的重要工序之一,目前车窗注胶主要是由人工完成,劳动强度大,注胶质量亟待提升,随着轨道车事业的快速发展,对车辆的需求越大越大,人工作业的问题越来越突出,在提高生产效率、保证产品质量的基础上,开发自动化安装技术具有重要的现实意义。
发明内容
本发明要解决的问题是车窗自动安装设备和方法,属于轨道车辆技术领域,采用机器人进行玻璃安装和涂胶作业,提高了车窗安装过程的自动化程度,降低了人工劳动强度,操作运行更灵活,节省了设备空间。
为解决上述技术问题,本发明采用的技术方案是:车窗自动安装设备和方法,属于轨道车辆技术领域,包括AGV移载车、AGV磁条、控制柜、机械手、供胶机、抓取组件和涂胶组件,AGV磁条铺设在地面上,AGV移载车放置在AGV磁条的上方,机械手、控制柜和供胶机安装在AGV移载车上,控制柜分别与机械手和供胶机电连接,当需要抓取操作时,抓取组件和机械手的移动端连接,当需要涂胶操作时,涂胶组件和机械手的移动端连接,涂胶组件的入料端和供胶机的出料端连接。
进一步的,所述抓取组件包括第一连接头、主体框架、主吸盘和第一扫描仪,第一连接头和机械手的移动端连接,主体框架和第一连接头远离机械手的一端连接,主吸盘和第一扫描仪安装在主体框架上,第一扫描仪和控制柜电连接。
进一步的,主吸盘有多个,多个主吸盘在主体框架上对称设置。
进一步的,还包括擦拭组件,擦拭组件安装在主体框架上,擦拭组件与控制柜电连接,擦拭组件包括第一连接块、第一气缸、第一导轨、第一滑块、动板、扣板、第一连接杆、第一整平块和第一弹簧,第一连接块垂直安装在主体框架上,第一导轨和第一气缸安装在第一连接块的侧面,第一滑块安装在第一导轨的侧面,第一滑块和第一导轨滑动连接,动板安装在第一滑块远离第一导轨的一侧,第一气缸的输出端和动板的上表面连接,扣板安装在动板内,第一连接杆垂直穿过动板、扣板且和二者滑动连接,第一整平块安装在第一连接杆的下端,第一连接杆和第一弹簧同轴由内而外设置,第一弹簧的上端和动板的下端连接,第一弹簧的下端和第一整平块的上端连接。
进一步的,还包括辅助吸盘组件,辅助吸盘组件安装在主体框架上,辅助吸盘组件与控制柜电连接,辅助吸盘组件包括第二连接块、第二气缸、第二导轨、第二滑块、支撑盒和副吸盘,第二连接块垂直安装在主体框架上,第二气缸和第二导轨安装在第二连接块的侧面,第二滑块安装在第二导轨的侧面,第二滑块和第二导轨滑动连接,支撑盒安装在第二滑块远离第二导轨的一侧,第二气缸的输出端和支撑盒的上端连接,副吸盘安装在支撑盒的下端。
进一步的,涂胶组件包括第二连接头、连接框架、胶枪、第二扫描仪、连接套、第二连接杆、第二整平块和第二弹簧,第二连接头和机械手的移动端连接,连接框架和第二连接头远离机械手的一端连接,胶枪和第二扫描仪安装在连接框架上,胶枪的入料端和供胶机的出料端连接,第二扫描仪和控制柜电连接,连接套穿过连接框架远离第二连接头的一端且和连接框架连接,第二连接杆穿过连接套,第二整平块安装在第二连接杆的下端,第二连接杆和第二弹簧同轴由内而外设置,第二弹簧的上端和连接套的下端连接,第二弹簧的下端和第二整平块的上端连接。
进一步的,还包括紧定螺钉和锁紧螺母,第二连接杆的侧面有扁口,紧定螺钉穿过连接套进入扁口内且和第二连接杆接触,锁紧螺母安装在锁定螺钉上,锁紧螺母在连接套的外侧。
进一步的,车窗自动安装方法,包括以下步骤:
S2.装载AGV移载车:在AGV移载车上装载控制柜、机械手和供胶机,将装载好的AGV移载车放置在AGV磁条的上端,AGV移载车进入车窗安装区;
S3.机械手与车体相对定位:将抓取组件与机械手的移动端连接,抓取组件上的第一扫描仪在AGV移载车进入加工工位时进行与待安装车窗的车体定位;
S4.窗口轮廓及深度扫描:由第一扫描仪对车体上车窗窗口轮廓及深度进行扫描;
S5.粘贴垫片:辅助吸盘组件上的副吸盘根据扫描信息在控制柜的控制下吸附胶粘垫片,进行胶粘垫片的粘接;
S6.车窗安装:第一扫描仪对玻璃进行扫描测量,确定玻璃位置和尺寸信息,抓取组件抓取玻璃后将玻璃安装在车体上的车窗口位置,然后由人工对玻璃进行螺栓固定;
S7.平度检测:车窗安装完成后第一扫描仪对安装后的车窗进行安装尺寸和平度检测,并生成检测报告;
S8.活性剂擦除:人工对安装玻璃后的车窗进行粘接防护胶带及活性剂擦除,对玻璃进行去污;
S9.打胶:将机械手上的抓取组件卸下,换上涂胶组件,涂胶组件上的第二扫描仪对安装好后的车窗进行定位,供胶机为涂胶组件供胶,对车窗边缘进行涂胶作业;
S10.刮胶:涂胶作业完成后,使用第二扫描仪对涂好的胶进行扫描,第二整平块对不平整的位置进行刮胶,完成胶型修整和抚平表面的工作,最后使用第二扫描仪对刮胶效果进行检测。
进一步的,在步骤S2前的步骤S1.放置车窗和车体:将待安装的车窗首先放置在上料作业测量区,然后再移动至缓存区,将待安装车窗的车体放置在窗安装区。
进一步的,在步骤S10后的步骤S11.去除防护:对车窗自动安装设备周围的防护进行去除。
与现有技术相比,本发明具有的优点和积极效果如下:
1.本发明采用机器人进行玻璃安装和涂胶作业,提高了车窗安装过程的自动化程度,降低了人工劳动强度,操作运行更灵活,节省了设备空间。
2.本发明的玻璃安装过程中使用第一扫描仪进行有效测量,使玻璃安装精度提高,提高了车体安全性能。
3.本发明的主吸盘有多个,多个主吸盘在主体框架上对称设置,主吸盘抓取玻璃时,受力均匀,避免玻璃受损。
4.本发明的副吸盘安装在支撑盒的下端,副吸盘用于吸附胶粘垫片。
5.本发明的第二弹簧具有一定的预紧力,在涂胶和刮胶过程中第二扫描仪进行有效测量,在注胶前,第二扫描仪可以扫描窗缝位置、宽度、深度等参数并自动计算胶量,在注胶后,第二扫描仪可以扫描已涂胶的平整程度,根据平整程度决定进行刮胶或补胶,玻璃安装精度提高,提高了车体安全性能。
6.本发明的锁紧螺母用于调整紧定螺钉和第二连接杆接触力的大小,保证紧定螺钉既能卡住第二连接杆又不影响第二连接杆移动,扁口与紧定螺钉配合起到上下限位的作用,防止了第二整平块受力不均时发生圆周转动。
附图说明
构成本发明的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
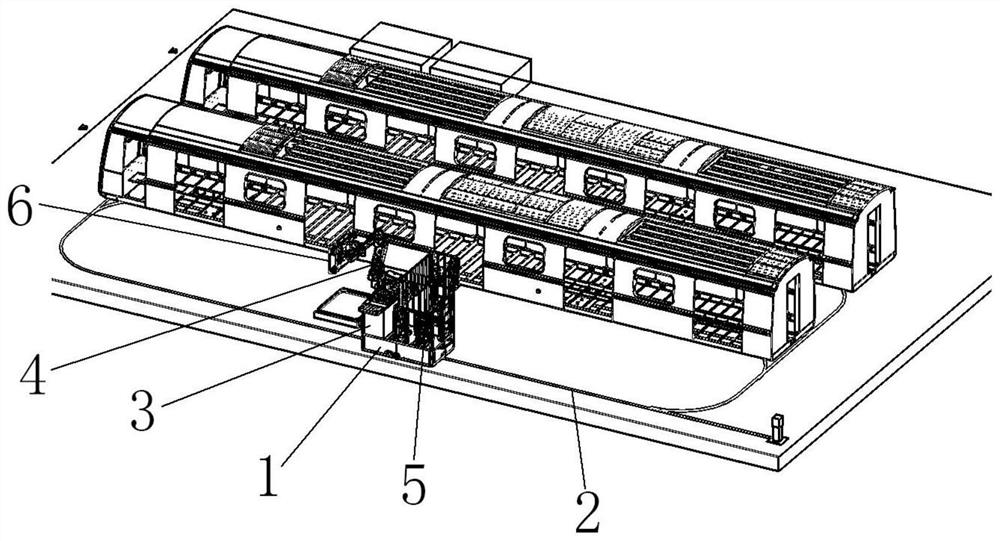
图1是本发明车窗自动安装设备和方法的整体示意图;
图2是本发明车窗自动安装设备和方法的AGV移载车及车上设备示意图;
图3是本发明车窗自动安装设备和方法的抓取组件的示意图1;
图4是本发明车窗自动安装设备和方法的抓取组件的示意图2;
图5是本发明车窗自动安装设备和方法的擦拭组件的示意图;
图6是本发明车窗自动安装设备和方法的辅助吸盘组件的示意图;
图7是本发明车窗自动安装设备和方法的涂胶组件的侧视示意图;
图8是本发明车窗自动安装设备和方法的涂胶组件的侧剖视示意图;
图9是本发明车窗自动安装设备和方法的安装流程图。
附图标记:
1、AGV移载车;2、AGV磁条;3、控制柜;4、机械手;5、供胶机;6、抓取组件;7、涂胶组件;8、擦拭组件;9、辅助吸盘组件;61、第一连接头;62、主体框架;63、主吸盘;64、第一扫描仪;71、第二连接头;72、连接框架;73、胶枪;74、第二扫描仪;75、连接套;76、第二连接杆;77、第二整平块;78、第二弹簧;79、紧定螺钉;80、锁紧螺母;81、第一连接块;82、第一气缸;83、第一导轨;84、第一滑块;85、动板;86、扣板;87、第一连接杆;88、第一整平块;89、第一弹簧;91、第二连接块;92、第二气缸;93、第二导轨;94、第二滑块;95、支撑盒;96、副吸盘;761、扁口。
具体实施方式
需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本发明中的具体含义。
下面结合附图对本发明的具体实施例做详细说明。
如图1~9所示,本发明为车窗自动安装设备和方法,属于轨道车辆技术领域,包括AGV移载车1、AGV磁条2、控制柜3、机械手4、供胶机5、抓取组件6和涂胶组件7,AGV磁条2铺设在地面上,AGV移载车1放置在AGV磁条2的上方,AGV移载车1通过色带导航技术识别AGV磁条2,机械手4、控制柜3和供胶机5安装在AGV移载车1上,控制柜3分别与机械手4和供胶机5电连接,控制柜3内有plc控制系统,plc控制系统实时控制机械手4的运动和供胶机5的出胶,当需要抓取操作时,抓取组件6和机械手4的移动端连接,当需要涂胶操作时,涂胶组件7和机械手4的移动端连接,涂胶组件7的入料端和供胶机5的出料端连接,供胶机5的型号是CHECK-MATE D200或DURA-FLO D200S等,可以在电控柜的控制下及时调整出胶量等参数。
优选地,抓取组件6包括第一连接头61、主体框架62、主吸盘63和第一扫描仪64,第一连接头61和机械手4的移动端连接,主体框架62和第一连接头61远离机械手4的一端连接,主吸盘63和第一扫描仪64安装在主体框架62上,第一扫描仪64和控制柜3电连接,玻璃安装过程中使用第一扫描仪64进行有效测量,使玻璃安装精度提高,提高了车体安全性能。
优选地,主吸盘63有多个,多个主吸盘63在主体框架62上对称设置,主吸盘63抓取玻璃时,受力均匀,避免玻璃受损。
优选地,擦拭组件8与控制柜3电连接,擦拭组件8安装在主体框架62上,擦拭组件8包括第一连接块81、第一气缸82、第一导轨83、第一滑块84、动板85、扣板86、第一连接杆87、第一整平块88和第一弹簧89,第一连接块81垂直安装在主体框架62上,第一导轨83和第一气缸82安装在第一连接块81的侧面,第一滑块84安装在第一导轨83的侧面,第一滑块84和第一导轨83滑动连接,动板85安装在第一滑块84远离第一导轨83的一侧,第一气缸82的输出端和动板85的上表面连接,扣板86安装在动板85内,第一连接杆87垂直穿过动板85、扣板86且和二者滑动连接,第一整平块88安装在第一连接杆87的下端,第一连接杆87和第一弹簧89同轴由内而外设置,第一弹簧89的上端和动板85的下端连接,第一弹簧89的下端和第一整平块88的上端连接,第一气缸82带动第一滑块84沿第一导轨83运动,第一整平块88受到挤压后,带动第一连接杆87运动并压缩第一弹簧89,在粘接垫片前第一整平块88对车窗窗口垫片粘接部位进行擦拭,保证胶粘垫片粘接时表面的清洁。
优选地,辅助吸盘组件9与控制柜3电连接,辅助吸盘组件9安装在主体框架62上,辅助吸盘组件9包括第二连接块91、第二气缸92、第二导轨93、第二滑块94、支撑盒95和副吸盘96,第二连接块91垂直安装在主体框架62上,第二气缸92和第二导轨93安装在第二连接块91的侧面,第二滑块94安装在第二导轨93的侧面,第二滑块94和第二导轨93滑动连接,支撑盒95安装在第二滑块94远离第二导轨93的一侧,第二气缸92的输出端和支撑盒95的上端连接,副吸盘96安装在支撑盒95的下端,第二气缸92带动第二滑块94沿第二导轨93运动,副吸盘96用于吸附胶粘垫片。
优选地,涂胶组件7包括第二连接头71、连接框架72、胶枪73、第二扫描仪74、连接套75、第二连接杆76、第二整平块77和第二弹簧78,第二连接头71和机械手4的移动端连接,连接框架72和第二连接头71远离机械手4的一端连接,胶枪73和第二扫描仪74安装在连接框架72上,胶枪73的入料端和供胶机5的出料端连接,第二扫描仪74和控制柜3电连接,连接套75穿过连接框架72远离第二连接头71的一端且和连接框架72连接,第二连接杆76穿过连接套75,第二整平块77安装在第二连接杆76的下端,第二连接杆76和第二弹簧78同轴由内而外设置,第二弹簧78的上端和连接套75的下端连接,第二弹簧78的下端和第二整平块77的上端连接,第二弹簧78具有一定的预紧力,在涂胶和刮胶过程中第二扫描仪74进行有效测量,在注胶前,第二扫描仪74可以扫描窗缝位置、宽度、深度等参数并自动计算胶量,在注胶后,第二扫描仪74可以扫描已涂胶的平整程度,根据平整程度决定进行刮胶或补胶,玻璃安装精度提高,提高了车体安全性能。
优选地,第二连接杆76的侧面有扁口761,扁口761的高度决定了第二连接杆76可以移动的距离,紧定螺钉79穿过连接套75进入扁口761内且和第二连接杆76接触,锁紧螺母80安装在锁定螺钉上,锁紧螺母80在连接套75的外侧,锁紧螺母80用于调整紧定螺钉79和第二连接杆76接触力的大小,保证紧定螺钉79既能卡住第二连接杆76又不影响第二连接杆76移动,扁口761与紧定螺钉79配合起到上下限位的作用,防止了第二整平块77受力不均时发生圆周转动。
优选地,车窗自动安装方法,包括以下步骤:
S2.装载AGV移载车1:在AGV移载车1上装载控制柜3、机械手4和供胶机5,将装载好的AGV移载车1放置在AGV磁条2的上端,AGV移载车1进入车窗安装区,控制柜3分别与机械手4和供胶机5电连接;
S3.机械手4与车体相对定位:将抓取组件6与机械手4的移动端连接,抓取组件6上的第一扫描仪64在AGV移载车1进入加工工位时进行与待安装车窗的车体定位;
S4.窗口轮廓及深度扫描:由第一扫描仪64对车体上车窗窗口轮廓及深度进行扫描;
S5.粘贴垫片:辅助吸盘组件9上的副吸盘96根据扫描信息在控制柜3的控制下吸附胶粘垫片,进行胶粘垫片的粘接;
S6.车窗安装:第一扫描仪64对玻璃进行扫描测量,确定玻璃位置和尺寸信息,抓取组件6抓取玻璃后将玻璃安装在车体上的车窗口位置,然后由人工对玻璃进行螺栓固定;
S7.平度检测:车窗安装完成后第一扫描仪64对安装后的车窗进行安装尺寸和平度检测,并生成检测报告;
S8.活性剂擦除:人工对安装玻璃后的车窗进行粘接防护胶带及活性剂擦除,对玻璃进行去污;
S9.打胶:机械手4自动将机械手4上的抓取组件6卸下,自动换上涂胶组件7,涂胶组件7上的第二扫描仪74对安装好后的车窗进行定位,供胶机5为涂胶组件7供胶,对车窗边缘进行涂胶作业;
S10.刮胶:涂胶作业完成后,使用第二扫描仪74对涂好的胶进行扫描,第二整平块77对不平整的位置进行刮胶,第二整平块77与胶面贴合压缩第二弹簧78使第二整平块77靠近连接套75,第二整平块77沿胶水轨迹刮净多余胶水,完成胶型修整和抚平表面的工作,最后使用第二扫描仪74对刮胶效果进行检测。
优选地,在步骤S2前的步骤S1.放置车窗和车体:将待安装的车窗首先放置在上料作业测量区,然后再移动至缓存区,将待安装车窗的车体放置在窗安装区。
优选地,在步骤S10后的步骤S11.去除防护:对车窗自动安装设备周围的防护进行去除。
在实际工作过程中,将待安装的车窗首先放置在上料作业测量区,然后将再移动至缓存区,将待安装车窗的车体放置在窗安装区,在AGV移载车1上装载控制柜3、机械手4和供胶机5,然后将装载好的AGV移载车1放置在AGV磁条2的上端,AGV移载车1识别AGV磁条2进行移动,AGV移载车1进入车窗安装区,控制柜3分别与机械手4和供胶机5电连接,plc控制系统分别控制机械手4的运动和供胶机5的出胶,将抓取组件6与机械手4的移动端连接,抓取组件6上的第一扫描仪64在AGV移载车1进入加工工位时进行与待安装车窗的车体定位,由第一扫描仪64对车体上车窗窗口轮廓及深度进行扫描,辅助吸盘组件9上的副吸盘96根据扫描信息在控制柜3的控制下吸附胶粘垫片,进行胶粘垫片的粘接,第一扫描仪64对玻璃进行扫描测量,确定玻璃位置和尺寸信息,抓取组件6抓取玻璃后将玻璃安装在车体上的车窗口位置,胶粘垫片在车窗口与玻璃之间,然后由人工对玻璃进行螺栓固定,车窗安装完成后第一扫描仪64对安装后的车窗进行安装尺寸和平度检测,并生成检测报告,人工对安装玻璃后的车窗进行粘接防护胶带及活性剂擦除,对玻璃进行去污,然后将机械手4上的抓取组件6卸下,换上涂胶组件7,涂胶组件7上的第二扫描仪74对安装好后的车窗进行定位,第二扫描仪74可以扫描窗缝位置、宽度、深度等参数并自动计算胶量,数据反馈给控制柜3,控制柜3控制供胶机5为涂胶组件7供胶,对车窗边缘进行涂胶作业,涂胶作业完成后,使用第二扫描仪74对涂好的胶进行扫描并将数据反馈给控制柜3,控制柜3控制第二整平块77对不平整的位置进行刮胶,第二整平块77与胶面贴合压缩第二弹簧78使第二整平块77靠近连接套75,第二整平块77沿胶水轨迹刮净多余胶水,完成胶型修整和抚平表面的工作,最后使用第二扫描仪74对刮胶效果进行检测,最后对车窗自动安装设备周围的防护进行去除。
以上对本发明的一个实施例进行了详细说明,但所述内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明申请范围所作的均等变化与改进等,均应仍归属于本发明的专利涵盖范围之内。
- 车窗自动安装设备和方法
- 一种汽车车窗的自动升降装置及汽车车窗的自动控制方法