包括再蓬松纺粘幅材的空气过滤介质以及制备和使用方法
文献发布时间:2023-06-19 11:11:32
背景技术
空气过滤介质广泛用于从空气中去除颗粒物质的目的。
发明内容
概括地说,本文公开了一种再蓬松纺粘非织造幅材,该再蓬松纺粘非织造幅材表现出小于8.0%至至少3.0%的密实度,并且表现出至少0.30的品质因子。本发明还公开了制备再蓬松幅材的方法。本发明还公开了再蓬松幅材作为空气过滤幅材,例如作为过滤介质或其层的用途。在以下具体实施方式中,这些方面和其他方面将显而易见。然而,在任何情况下,都不应当将此广泛的发明内容理解为是对可受权利要求书保护的主题的限制,不论此类主题是在最初提交申请的权利要求书中呈现还是在修订申请的权利要求书中呈现,或者是以其他方式在申请过程中呈现。
附图说明
图1为示例性再蓬松纺粘非织造幅材的一部分在1250倍放大率下的俯视图形式的扫描电子显微图。
图2为示例性再蓬松纺粘非织造幅材的另一部分在740倍放大率下的俯视图形式的扫描电子显微图。
图3为示例性前体纺粘非织造幅材的一部分在20倍放大率下的俯视图形式的光学照片,由该示例性前体纺粘非织造幅材可获得再蓬松幅材。
图4为示例性再蓬松纺粘非织造幅材的一部分在20倍放大率下的俯视图形式的光学照片。
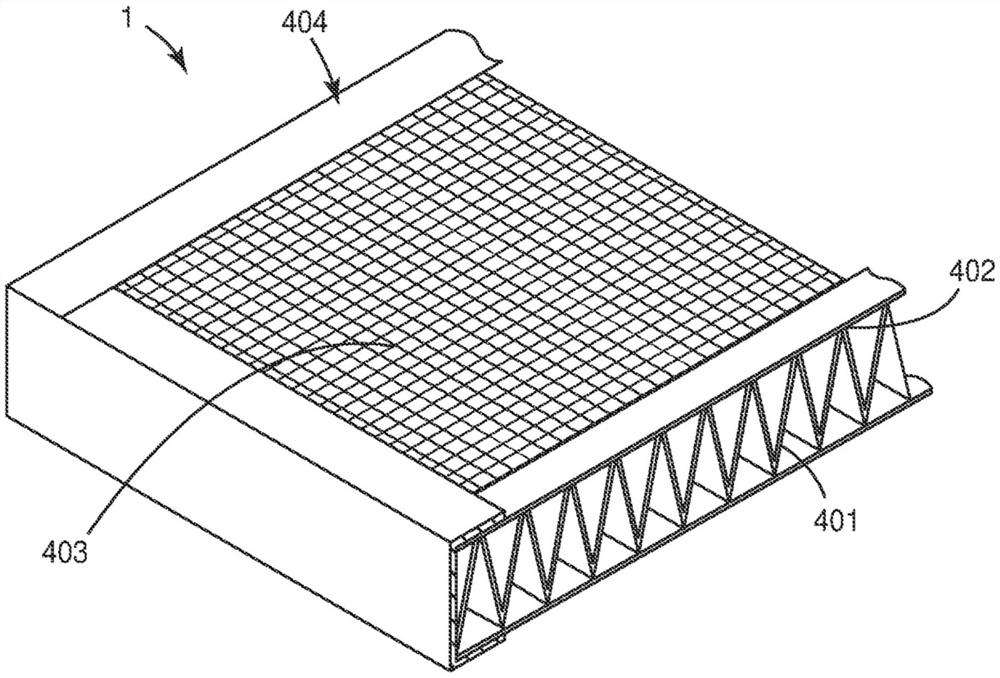
图5为包括如本文所公开的再蓬松纺粘非织造幅材的示例性空气过滤介质的一部分的透视图。
在各附图中,类似参考标号指示类似元件。一些元件可能以相同或相等的倍数存在;在这种情况下,可能仅通过参考标号来指定一个或多个代表性元件,但应当理解,此类参考标号适用于所有此类相同的元件。除非另外指明,否则本文件中的所有图示和附图均未按比例绘制,并且被选择用于示出本发明的不同实施方案的目的。具体地,除非另外指明,否则仅用示例性术语描述各种部件的尺寸,并且不应当从附图推断各种部件的尺寸之间的关系。尽管在本发明中可使用例如“顶部”、“底部”、“上面”、“下面”、“下方”、“上方”、“前部”、“背部”、“向外”、“向内”、“向上”和“向下”以及“第一”和“第二”的术语,但应当理解,除非另外指明,否则这些术语以其相对含义使用。
如本文所用,作为对特性或属性的修饰语,除非另外具体地定义,否则术语“大致”意指将能容易被普通技术人员识别的特性或属性,而不需要高度近似(例如,对于可量化特性,在+/-20%以内)。除非另外具体地定义,否则术语“大体上”意指高度近似(例如,对于可量化特性,在+/-10%以内)。术语“基本上”意指高度近似(例如,对于可量化特性,在+/-2%内);应当理解,短语“至少基本上”包括“精确”匹配的特定情况。然而,即使是“精切”匹配,或者使用术语诸如例如相同、相等、一致、均匀、恒定等的任何其他特征描述的情况,也将被理解为在普通公差内,或者在适用于特定情况的测量误差内,而不是需要绝对精确或完全匹配。如本文所用,术语诸如“基本上不含”等等不排除存在一些量极低(例如0.1%或更低)的材料,这可在例如使用经受惯常清洗程序的大规模生产设备时发生。术语“被构造成”和类似的术语至少与术语“适于”一样具有限制性,并且需要用于执行所指定的功能的实际设计意图,而不仅仅是执行此类功能的物理能力。本文所有对数值参数(尺寸、比率等)的引用均被理解为能够通过使用来源于参数的多次测量结果的平均值来计算的(除非另外说明)。
具体实施方式
术语“纺粘”是指由熔纺纤维构成的非织造幅材,所述纤维中的至少一些纤维表现出例如如通过自生粘结所提供的纤维-纤维粘结体,如本文稍后所述的。
术语“熔纺”是指如下所形成的纤维:从一组孔挤出长丝并允许长丝冷却和硬化以形成纤维,其中长丝穿过空气空间(可包含运动空气流)以帮助冷却长丝,并穿过抽长(即,拉延)单元以至少部分地拉延长丝。
术语“密实度”是指无量纲比率(通常以%报告),其表示纤维幅材的总体积被固体(例如,聚合物纤维)材料所占据的比例。进一步说明以及获得密实度的方法见于实施例部分中。蓬松度是100%减去密实度,并表示幅材的总体积未被固体材料占据的比例。
术语“品质因子”是过滤介质从空气中过滤颗粒的总体性能的效能指标,并且在本文稍后进行定义和讨论。
术语“自支撑”表示纺粘幅材(无论其是否已被再蓬松),其表现出足够的机械完整性以进行处理并经受常规的幅材处理过程(例如,卷绕、退绕等)。
本文公开了一种空气过滤介质,该空气过滤介质包括再蓬松纺粘非织造幅材,该再蓬松纺粘非织造幅材表现出小于8.0%至至少3.0%的密实度,并且表现出至少0.30的品质因子。术语“纺粘”是指由熔纺纤维构成的非织造幅材,所述纤维中的至少一些纤维表现出例如如通过自生粘结所提供的纤维-纤维粘结体,如本文稍后所述的。术语“熔纺”是指如下所形成的纤维:从一组孔挤出长丝并允许长丝冷却和硬化以形成纤维,其中长丝穿过空气空间(可包含运动空气流)以帮助冷却长丝,并穿过抽长(即,拉延)单元以至少部分地拉延长丝。熔纺与熔吹的区别可在于,熔吹涉及将长丝挤出到通过吹气孔而引入的会聚高速空气流中,这些吹气孔邻近挤出孔设置。
幅材10为再蓬松纺粘幅材。术语“再蓬松的”表示已经经受后加工步骤的纺粘非织造幅材,该后加工步骤增加纺粘非织造幅材的蓬松度(降低密实度)。根据定义,再蓬松幅材将为如上所定义的自支撑的。可识别再蓬松纺粘幅材,并至少通过断裂纤维-纤维粘结体的存在将其与不进行再蓬松的纺粘幅材进行区别,如本文稍后详细讨论的。再蓬松幅材10的纤维11的示例性断裂纤维-纤维粘结体12在图1和图2所示的扫描电镜照片中指出。
已经发现,再蓬松工艺,具体地讲当在已经具有高蓬松度(即,表现为低于10%的密实度)的纺粘前体幅材上执行时,赋予显著的优点。例如,相对于前体纺粘幅材,再蓬松纺粘幅材可表现出气流阻力的显著减小(例如,至多50%)(如通过本文实施例部分中所讨论的压降测量所证明的)。然而,再蓬松纺粘幅材可仅表现出在气载颗粒渗透幅材的能力方面的相当小的增加(如通过本文实施例部分中所讨论的渗透率百分比测量所证明的)。这种有利的特性组合由品质因子捕获,品质因子是常用于空气过滤介质的众所周知的效能指标,并且品质因子考虑了压降和渗透率百分比两者,如本文实施例部分中所讨论的。已经发现,使高蓬松度纺粘幅材再蓬松显著增强(增加)品质因子(例如,至多50%、70%或甚至90%或更多),考虑到高蓬松度纺粘幅材开始时通常表现出相对高的品质因子,这是令人惊讶的结果。此外,已发现再蓬松纺粘幅材表现出显著增强的容尘量,如本文的工作实施例所证实的。
再蓬松幅材10通过后加工前体纺粘幅材9来制备。示例性前体纺粘幅材9在图3的光学照片中示出。前体幅材9包括熔纺纤维11。根据上文提供的熔纺纤维的定义和描述,将清楚的是,熔纺纤维和所得的纺粘幅材可区别于熔喷幅材(例如,通过在抽长过程期间赋予熔纺纤维的分子取向)。熔纺纤维也可区别于通常被切割成期望长度的短纤维,这与通常连续的(除了偶尔统计意义上出现的纤维断裂之外)熔纺纤维形成对比。熔纺纤维和纺粘幅材也可区别于例如梳理成网幅材(其通常表现出由梳理工艺所赋予的明显的纤维对齐,该纤维对齐不存在于纺粘幅材中),并且也可区别于气流成网幅材、湿法成网幅材等。
熔纺纤维11可由能够被熔纺的任何合适的有机聚合物材料制成。在各种实施方案中,此类纤维可由聚烯烃(例如,聚丙烯、聚乙烯等)、聚(对苯二甲酸乙二醇酯)、尼龙以及这些材料中任一种的共聚物和/或共混物构成。在一些实施方案中,熔纺纤维11中的至少一些或全部为单组分纤维。术语“单组分”是指纤维的有机聚合物材料,并且表示其中均匀聚合物组合物的连续相在纤维的整个横截面和长度上延伸的纤维。在一些方便的实施方案中,单组分纤维可为聚丙烯纤维。术语单组分不需要有机聚合物组分材料是纤维的唯一组分。相反,在各种实施方案中,可存在任何合适的添加剂,例如抗氧化剂、增塑剂、加工助剂等中的一种或多种,以用于任何期望的目的。在具体实施方案中,纤维可包括带电添加剂,以用于允许向纤维赋予稳定电荷(“驻极体”)的目的。
如上文所定义和所述的单组分纤维不包括多组分纤维诸如双组分纤维。然而,在另选的实施方案中,熔纺纤维11中的至少一些或全部可为包括不同有机聚合物组合物的至少两个相的多组分纤维。此类纤维可具有任何合适的构型,选自例如皮-芯型、并列型、海岛型等。在一些实施方案中,此类纤维可包括至少一个有机聚合物相,该至少一个有机聚合物相具有促进或增强熔纺纤维彼此粘结(例如,熔融粘结)的组合物。多组分纤维可适宜地包括在纤维的至少一个相中的上述添加剂中的任一种,例如带电添加剂。
熔纺纤维可使用任何合适的熔纺法来生成(例如,挤出、固化和抽长)并收集。在一些实施方案中,可使用在美国专利第8240484号中所示的设备和方法,该专利全文以引用方式并入本文。如‘484专利中详细描述的,其中公开的方法可允许形成前体熔纺幅材,该前体熔纺幅材表现出相对高的蓬松度,例如,如由小于例如8.0%的密实度所证明的。
熔纺纤维可具有任何合适的平均直径,例如,如通过光学检测统计学上有意义数量的纤维所确定的。在各种实施方案中,熔纺纤维可表现出至少1微米、2微米、4微米、6微米、10微米、15微米或20微米的平均纤维直径;在其他实施方案中,熔纺纤维可表现出最多50微米、40微米、30微米、25微米、18微米或12微米的平均纤维直径。在许多实施方案中,熔纺纤维将表现出为单峰的纤维直径分布;即,在此类实施方案中,前体幅材9和由其衍生的再蓬松幅材10将不包含表现出例如细纤维和粗纤维的明显不同群体的复合混合物。(应当注意,一般来讲,纤维特性,诸如例如如本文所述的纤维直径将被理解为适用于前体幅材9和由其衍生的再蓬松幅材10两者。)
前体幅材9(和由其衍生的再蓬松幅材10)为纺粘幅材,其意指包括至少一些纤维-纤维粘结体的幅材。所谓纤维-纤维粘结体意指在纤维彼此接触的位置处在少量(通常为五根或更少;在大多数情况下,两根)纤维之间的粘结体(例如,熔融粘结体)。在纤维-纤维粘结体中,每根纤维基本上保持其单独特性(例如,外观和形状)。根据定义,纤维-纤维粘结体区别于其中大量纤维彼此粘结的多纤维粘结体,这可任选地存在并在本文稍后讨论。在许多实施方案中,纤维-纤维粘结体为自生粘结体。这意指纤维-纤维熔融粘结体通过在不向幅材施加固体接触压力的情况下,使熔纺纤维的集合经受升高的温度(例如,如通过使用烘箱和/或受控温度的空气流来实现)来获得。在一些实施方案中,此类粘结可为所谓的通风粘结,其例如通过使用受控加热装置,通过将加热的空气引导到幅材上并穿过幅材来执行,如美国专利申请第2008/0038976号中所详细讨论的,该专利申请全文以引用方式并入本文以用于该目的。在具体实施方案中,粘结可通过使用美国专利第9976771号中所公开的设备和方法来执行,该专利全文以引用方式并入本文以用于该目的。应当理解,自生粘结(例如通风粘结)可在不将幅材显著压实或致密(例如,压碎或以其他方式显著降低幅材的蓬松度)的情况下,使纤维彼此粘结以形成自支撑幅材。因此,自生粘结和所得粘结体区别于例如通过压延、超声波粘结等工艺执行的粘结。在一些实施方案中,纤维-纤维粘结可介于单组分纤维之间(例如,如‘771专利中所述的);在其他实施方案中,纤维-纤维粘结可介于多组分(例如双组分)纤维的特定组分之间。
在一些实施方案中,纺粘前体幅材,以及因此由其衍生的再蓬松幅材可任选地包括(除了上述纤维-纤维粘结体之外)由通过压延、超声波粘结等获得的粘结体所例示的类型的多纤维区域粘结体。示例性压延区域粘结体14在图3的光学照片中可见。如此类区域粘结体的特性那样,观察到每个粘结体14均包括多个(例如,十个或更多个)纤维段,所述纤维段已在相对宽的区域上被熔融并固结在一起,从而基本上丧失其在粘结区域中的单独特性(外观和形状)。在一些实施方案中,纺粘幅材可包括相对低水平的此类区域粘结体;此类水平可增强幅材的机械完整性,但不显著不利地影响幅材的特性(例如,过滤性能)。在各种实施方案中,此类区域粘结体可以大于0%但小于5.0%、4.0%、3.0%、2.5%、2.0%、1.5%、1.0%或0.5%的幅材面积百分比存在于前体幅材或由其衍生的再蓬松幅材中。通过具体示例,图3的幅材包括多纤维区域粘结体,该多纤维区域粘结体看起来以估计为在1.3%至1.5%范围内的面积百分比存在。
在各种实施方案中,衍生出再蓬松幅材的前体纺粘非织造幅材可表现出不超过10.0%、9.0%、8.0%或7.0%的密实度(作为平均值)。在一些实施方案中,衍生出再蓬松幅材的前体纺粘非织造幅材可包括已被赋予电荷(例如,通常称为驻极体的准永久性电荷)的至少一些纤维。在各种实施方案中,幅材可以为例如电晕充电或水充电的。应当理解,在此类实施方案中,应执行任何后续的再蓬松工艺,使得其不会不可接受地减少驻极体电荷。对纤维和幅材充电的方法以及可增强纤维接收和保持电荷的能力的添加剂公开于例如美国专利第US8613795号和第8790449号以及美国专利申请公布第2016/0206984号中,这些专利均全文以引用方式并入本文以用于该目的。
如本文所公开的再蓬松工艺可在任何合适的纺粘幅材上执行。可特别合适的纺粘幅材包括例如授予Berrigan的美国专利申请公布20080038976中所述的一般类型的那些。如果需要,任何此类介质可以被充电以形成驻极体。在一些实施方案中,纺粘幅材可为高蓬松度纺粘幅材。如本文所用,这表示幅材表现出小于10.0%的密实度。可适用于再蓬松的具体的高蓬松度纺粘幅材(例如,具有小于8.0%的密实度)以及制备此类幅材的方法公开于授予Fox的美国专利8162153中,该专利全文以引用方式并入本文。
使前体纺粘幅材9经受再蓬松工艺以形成再蓬松幅材10。如前所述,再蓬松工艺是施用于前体纺粘幅材以增加幅材的蓬松度(降低密实度)的后加工步骤。在该工艺中,显著百分比(例如,大于5%)的上述纤维-纤维粘结体断裂,使得断裂粘结体12是可见的,例如如图1所示。普通技术人员将容易理解,在纺粘幅材的常规处理和加工中可出现少量的断裂纤维-纤维粘结体。然而,生产和处理纺粘幅材领域的普通技术人员将容易理解,此类现象(如在任何实际幅材生产过程中可偶尔在统计学上发生的)将区别于其中显著百分比的纤维-纤维粘结体有目的地断裂以便增加幅材的蓬松度的本发明情况。
纺粘幅材可由于存在显著量已断裂的纤维-纤维粘结体而被识别为再蓬松幅材。再蓬松幅材可表现出其他识别特征。例如,在再蓬松幅材中,纤维中的至少一些纤维已在物理上移动、彼此分离、变形、重新布置等,使得该幅材可表现出更好的原纤化外观。换句话讲,再蓬松幅材可在视觉上比其所衍生自的前体幅材更加“毛绒绒”。实际上,在非正式视觉检测中,再蓬松幅材可能比典型的纺粘幅材更加“毛绒绒”。
此类特性在其中幅材包括任选的多纤维区域粘结体的实施方案中可以为特别明显的。如由图3所示的前体幅材9所证实的,在典型的纺粘幅材中,任何多纤维区域粘结体14均可作为平坦区域容易地观察到,在所述平坦区域内纤维已丧失其单独特性,且极少或没有单根纤维叠置在粘结区域上。如图4所示,衍生自此类前体幅材的再蓬松幅材可使得其纤维中的至少一些纤维被重新布置,使得区域粘结体中的一些或大多数至少部分地被叠置的纤维遮挡。
在一些情况下,再蓬松幅材的至少一些纤维可表现出如下特性(例如,应力致白、应力开裂、裂纹、取向、颈缩等),所述特性指示纤维暴露于与再蓬松工艺相称的显著剪切。因此,普通技术人员将会知道,再蓬松纺粘幅材可通过得自再蓬松工艺的单根纤维和/或幅材整体的多种特性中的任一种或全部来识别。如下文所讨论的,已通过诸如针刺和/或水刺的方法再蓬松的纺粘幅材可由于存在如图2中可见的断裂纤维(如物品15)而容易地被识别为已经受了此类工艺。
再蓬松的图案和面积覆盖率将为使得再蓬松幅材将以总体方式表现出期望的特性,所述特性在幅材的宏观区域(例如,至少10平方厘米的宏观区域)上进行平均。因此,诸如密实度、颗粒渗透率百分比、压降、品质因子等特性将被理解为是在再蓬松幅材的合适的宏观区域上获取的平均特性。术语“再蓬松的”要求幅材面积的至少30%已被再蓬松,使得可获得例如幅材整体的品质因子的总体增强。在各种实施方案中,幅材面积的至少约40%、60%、80%、90%、95%、98%或基本上100%可被再蓬松。此类面积百分比将被理解为由幅材的再蓬松面积(如由再蓬松区域的周长所限定的)与幅材的总面积的比率所获得的。
在一些实施方案中,可通过由实体的多个局部冲击和使实体穿透到前体幅材中和/或穿过前体幅材来执行而实现再蓬松工艺。在一些实施方案中,此类再蓬松工艺是针刺工艺。因此,本文提及的被再蓬松和针刺的幅材表示已通过针刺来再蓬松的幅材,而不是已被再蓬松并且还已被针刺以用于一些其他目的的幅材。针刺是指其中多个倒钩针穿到大量纤维中和/或穿过大量纤维并且随后反转以使得纤维缠结的工艺。普通技术人员将会知道,针刺通常用作将已在干法成网工艺(诸如梳理法、扯松法、气流成网法(例如Rando-Weber)等)中收集的纤维机械互锁的方法。即,针刺通常被认为是用于将纤维“粘结”在一起(例如,以形成自支撑幅材)的工艺。相比之下,在本发明的工作中,将针刺施用于已被粘结以包括如本文先前所讨论的纤维-纤维粘结体的非织造幅材。即,在本发明情况下,针刺用于使纺粘幅材中已经存在的纤维-纤维粘结体中的至少一些纤维-纤维粘结体断裂,如由图1所示的针刺幅材的扫描电镜照片中看起来是破坏或断裂粘结体12所证实的。
过去一直认为针刺使纤维断裂,如由图2所示的针刺幅材的扫描电镜照片中的断裂纤维末端15所证实的。实际上,针刺因为由于在幅材中产生穿孔而对过滤效率具有不良影响而被提及(参见例如美国专利第7015158号中的背景技术讨论)。因此,令人惊讶的结果是,在本发明的工作中,已经发现针刺是一种使纺粘非织造前体幅材再蓬松以提供空气过滤幅材的方便且成功的方法,该空气过滤幅材表现出增加的蓬松度并且表现出优异的过滤性能,例如,如由品质因子和容尘量所证明的。
针刺可以任何合适的方式执行。虽然每个单独的针刺可被认为仅影响幅材的局部区域,但在本发明的工作中已经发现,可执行针刺,使得针刺区域共同提供再蓬松幅材(或者,构成幅材总面积的至少30%的一个或多个区域),其在幅材或其再蓬松区域的整个长度和宽度上表现出相对均匀的特性。因此,在各种实施方案中,可以至少4、8、12、16、20、24、30、35或40次针刺/平方厘米幅材的针刺密度对幅材进行针刺。可根据需要调节工艺和设备参数,诸如针的间距/密度、针的冲击速率、将幅材推进通过针刺设备的速度等,以实现期望的均匀度以及实现期望的蓬松度增加。幅材可经历多次针刺过程和/或可从幅材的两侧进行针刺,例如以便进一步增强面积均匀度,但这可能不是必要的。
在一些实施方案中,再蓬松工艺可为水刺工艺。因此,本文提及的被再蓬松和水刺的幅材表示已通过水刺再蓬松的幅材,而不是已被再蓬松并且还已被水刺以用于一些其他目的的幅材。水刺是指其中使用非常细小的高速水射流(而不是倒钩针)来缠结纤维的工艺。因此,在水刺中,冲击/穿透实体为水射流;水刺有时被称为“液压针刺”。普通技术人员将会知道,水刺常常用于(例如,代替针刺)机械“粘结”的纤维,所述纤维已在干法成网工艺(诸如梳理法、扯松法、气流成网法(例如Rando-Weber)等)中收集。相比之下,如本文所公开的,将水刺施用于已被粘结以包括如本文先前所讨论的纤维-纤维粘结体的非织造幅材。即,水刺用于使纺粘幅材的已存在的纤维-纤维粘结体中的至少一些纤维-纤维粘结体断裂,以提供表现出增强的空气过滤特性的空气过滤幅材。
水刺可按任何合适的方式执行。因此,可根据需要调节工艺和设备参数,诸如水射流的间距密度、水速和压力、水对幅材的冲击角度、将幅材推进通过水刺设备的速度等。具体地讲,水射流冲击在纺粘幅材上的密度(例如,如由水射流间距和幅材通过水刺设备的速度所确定)可为任何合适的值,例如至少4、8、12、16、20、24、30、35或40次冲击/平方厘米幅材。如果需要,幅材可经历多次水刺过程和/或可从幅材的两侧水刺。
普通技术人员将会知道,诸如针刺和水刺的工艺可导致纤维缠结体,所述纤维缠结体可用作物理“粘结体”。即使相对较少的纤维-纤维粘结体保持未断裂,此类纤维缠结体也可有助于再蓬松幅材的完整性/自支撑性质。然而,在许多实施方案中,在以这种方式再蓬松的幅材中仍可存在多个未断裂的纤维-纤维粘结体。
可在期望赋予改善的过滤性能的任何空气过滤幅材上执行再蓬松工艺。然而,已经发现,再蓬松工艺(无论如何执行)特别适于在已经具有相对高蓬松度的幅材上执行。即,已发现使高蓬松度幅材再蓬松显著降低了穿过幅材的压降,同时对穿过幅材的颗粒渗透率百分比具有小的或可忽略不计的影响。这导致显著改善的品质因子。当在相对低蓬松度幅材(例如,具有10%或更高的密实度)上执行再蓬松时,压降再次显著降低;然而,穿过幅材的颗粒渗透率百分比显著增加。因此,考虑到这两个因素,品质因子没有显著改善。
因此,如本文所公开的再蓬松工艺可采用相对高蓬松度幅材并将蓬松度增加至甚至更高的值,并且这样做可增加过滤参数,诸如品质因子和容尘量。在各种实施方案中,待再蓬松的前体幅材可表现出小于10.0%、9.0%、8.0%、7.0%或6.0%的密实度。在各种实施方案中,再蓬松工艺可将密实度降低至少0.1%、0.2%、0.5%、1.0%、1.5%、2.0%、2.5%或3.0%。(该百分比以实际密实度自身表示;即,如果将具有8.0%的密实度的前体幅材再蓬松至具有6.5%的密实度,则这是1.5%的密实度降低。)在各种实施方案中,再蓬松幅材可表现出小于9.0%、8.0%、7.0%、6.0%、5.0%或4.0%的密实度。在其他实施方案中,再蓬松幅材可表现出大于1.0%、2.0%或3.0%的密实度。应当注意,由品质因子表征的过滤性能的显著且有用的增加不一定需要所测量的密实度的大幅降低。因此,在一些情况下,小至例如0.2%、0.1%或甚至0.05%的密实度降低可仍然对应于品质因子的有用增加。在各种实施方案中,再蓬松空气过滤幅材可表现出至少0.5、0.7、1.0、1.3或1.5的品质因子。
再蓬松幅材可具有任何合适的基重。在例如其中再蓬松工艺为对幅材具有总体铺展效应的机械加工工艺的实施方案中,基重可从前体幅材的基重略微减小,否则基重可保持相对不变。在各种实施方案中,再蓬松幅材可表现出不超过300克/平方米、200克/平方米、150克/平方米、100克/平方米、90克/平方米或80克/平方米的基重。在其他实施方案中,再蓬松幅材可表现出至少30克/平方米、40克/平方米或50克/平方米的基重。值得注意的是,使已高蓬松的空气过滤幅材再蓬松可赋予容尘量的显著增加(例如,增加两倍或更多倍,如本文的工作实施例所证实的),但幅材不一定具有高基重(例如100克/平方米或更多)或不一定具有深压花(例如袋状)凹坑。在各种实施方案中,再蓬松空气过滤幅材可表现出至少30克/平方米、40克/平方米、50克/平方米或60克/平方米的容尘量。
如前所述,在一些实施方案中,可将再蓬松空气过滤幅材10打褶。因此,如图5中的示例性实施方案所示,再蓬松空气过滤幅材10可提供空气过滤介质1或为该空气过滤介质的层,将该空气过滤介质打褶以包括褶皱401和褶皱尖端402。所谓“打褶的”意指基底(无论单层还是多层)的至少部分已折叠以形成成行的大致平行、相反取向的折叠部,如普通技术人员将很好地理解的。空气过滤介质的打褶通常用于增加在标称(平面投影)面积内可用的介质的总表面积;打褶通常不显著改变介质的固有特性,诸如例如蓬松度和颗粒渗透率百分比。
褶皱型幅材的褶皱高度和褶皱间距可以在任何合适的范围内。褶皱高度(褶皱幅度)是沿与褶皱型幅材的总体主平面正交的方向从上游尖端到下游尖端的距离。在各种实施方案中,褶皱高度可为至少4mm、6mm、8mm、10mm、12mm、14mm、16mm、18mm、20mm、30mm或40mm。在其他实施方案中,褶皱高度可为最多110mm、90mm、70mm、50mm、35mm、25mm或14mm。褶皱间距是沿过滤介质的主平面中的方向介于最近相邻的同侧褶皱尖端之间的距离。在各种实施方案中,褶皱间距可为最多约30mm、25mm、20mm、15mm、12mm、10mm、8mm、6mm或4mm。在其他实施方案中,褶皱间距可为至少约3mm、5mm、7mm、9mm或11mm。褶皱可具有任何期望的曲率半径;例如,它们在外观上可以是相对正弦的,或者它们可以是相对尖锐的。
如果需要,褶皱型空气过滤介质1(无论是单独的再蓬松空气过滤幅材10的形式,还是多层结构的形式,所述多层结构的幅材10为过滤层)可以任何合适的方式稳定。这在例如再蓬松工艺明显降低介质刚度的情况下可能是特别有用的。因此,例如,在一些实施方案中,空气过滤介质可配备有任何合适的一个或多个褶皱稳定物品。一般来讲,此类物品可采用构件、条、长丝、长丝的集合、穿孔硬纸板片等形式。此类褶皱稳定物品可仅与褶皱的尖端接触(例如,粘结到褶皱的尖端)(如图5所示的示例性支撑稀松布403);或者,它们可至少部分地沿循介质的褶皱,并且因此也可粘结到褶皱壁和/或谷。前一类型的褶皱稳定物品可包括例如纸板条、聚合物股线等。后一类型的褶皱稳定物品可包括例如丝网或鸡笼型金属网格(例如,施用于过滤介质并随后与其一起打褶的丝网或鸡笼型金属网格),施用于褶皱型介质的洒落胶珠,在打褶之前挤出到介质的表面上的长丝等。
在一些实施方案中,褶皱型介质可设置有桥接长丝,该桥接长丝粘结到褶皱型介质的主侧面的褶皱尖端,以便与介质不连续接触。在一些实施方案中,桥接长丝可具有美国临时专利申请第62/346179号和PCT专利申请公布WO 2017/213926中所述的一般类型,这两个专利文献全文以引用方式并入本文以用于该目的。在一些实施方案中,褶皱型介质可设置有与褶皱型介质连续接触的连续接触长丝(即,连同介质一起打褶)。在一些实施方案中,连续接触长丝可具有代理人案卷号80992US002,名称为“具有包括局部变细的弯曲区域的增强长丝的褶皱型空气过滤器(PLEATED AIR FILTER WITH REINFORCING FILAMENTSCOMPRISING LOCALLY-THINNED BENDING ZONES”)的美国临时专利申请第__/______号中所述的一般类型,该临时专利申请全文以引用方式并入本文以用于该目的。
如果需要,周边支撑框架404可安装在包括再蓬松空气过滤幅材10的空气过滤介质1(例如,褶皱型空气过滤介质1)的主边缘上,例如如图5中的示例性方式所示的。在图5中,框架404的一部分已被省略以便示出褶皱401;另外,应当强调的是,图5是示例性表示,并且介质1的具体特征(例如,褶皱尖端402的形状)可以与所描绘的不同。在许多方便的实施方案中,空气过滤介质是具有四个主边缘的矩形(该术语涵盖正方形形状),在所述四个主边缘上安装周边支撑框架。此类框架可提供支撑和硬化,使得所得的框架式空气过滤器可安装在合适的位置,例如HVAC系统的回风管道中、室内空气净化器的隔室中等。
普通技术人员将会知道,如果高蓬松度纺粘幅材(具体地讲,具有例如小于6.0%的密实度的极高蓬松度幅材)被例如卷成巨型卷并在等待下一加工步骤的同时以该状态保持或储存,则该高蓬松度纺粘幅材可易受压实影响。此类压实可为持久的或永久的,并且可不利地影响过滤性能。然而,将熔纺/粘结工艺与打褶和/或加框直接联机操作可能是麻烦的。因此,可能难以制备高蓬松度纺粘幅材并将其直接馈送入打褶和/或加框工艺中,使得蓬松度被保持。
相比之下,将再蓬松工艺(例如,针刺操作和/或水刺操作)与打褶和/或加框工艺联机操作可相对简单直接。因此,在一些实施方案中,使空气过滤幅材再蓬松的工艺可与使幅材打褶的工艺和/或对幅材进行加框的工艺联机执行。这可有利地允许将再蓬松幅材直接输入打褶和/或加框的工艺中,而不必要将再蓬松幅材卷成巨型卷。
根据定义,如本文所公开的再蓬松幅材为空气过滤幅材。这意指再蓬松幅材被有目的地构造成执行移动气流的颗粒过滤,并且具体地讲意指再蓬松幅材表现出至少0.30的品质因子。(除非另外指明,否则本文对品质因子的所有提及均是指通过用邻苯二甲酸二辛酯(DOP)测试而获得的品质因子。)此类再蓬松幅材可在独立的基础上用作空气过滤介质;或者,再蓬松幅材可用作多层空气过滤介质的过滤层。再蓬松空气过滤幅材将区别于(例如)被构造为用于吸收液体的吸收材料的非织造幅材,例如用于诸如卫生产品、尿布部件、清洁擦拭物等的应用。具体地讲,被充电以便提供从气流中捕获颗粒的增强能力的再蓬松空气过滤幅材将区别于被构造成吸收液体的幅材。
在具体实施方案中,再蓬松空气过滤幅材(例如带电幅材)将至少基本上不含亲水性纤维、粉末等(例如通常包括在非织造幅材中以促进水吸收的纤维素纸浆纤维)。如将对于空气过滤幅材所预期的,在至少一些实施方案中,再蓬松空气过滤幅材将不包括任何贯通孔、贯通狭缝、贯通孔隙;或者,一般来讲,将允许气载颗粒穿过幅材但不遇到任何纤维的任何通道。
实施方案1为一种空气过滤介质,所述空气过滤介质包括再蓬松纺粘非织造幅材,所述再蓬松纺粘非织造幅材表现出小于8.0%至至少3.0%的密实度,并且表现出至少0.30的品质因子,其中所述再蓬松纺粘非织造幅材为针刺幅材、水刺幅材或针刺和水刺幅材。
实施方案2为根据实施方案1所述的空气过滤介质,其中所述再蓬松幅材具有小于7.0%至至少4.0%的密实度。
实施方案3为根据实施方案1至2中任一项所述的空气过滤介质,其中所述再蓬松幅材包括被充电的至少一些熔纺纤维。
实施方案4为根据实施方案1至3中任一项所述的空气过滤介质,其中所述再蓬松幅材包括被水充电的至少一些熔纺纤维。
实施方案5为根据实施方案1至4中任一项所述的空气过滤介质,其中所述再蓬松幅材包括至少一些熔纺带电纤维,所述至少一些熔纺带电纤维为单组分纤维。
实施方案6为根据实施方案1至5中任一项所述的空气过滤介质,其中所述空气过滤幅材具有至少约0.70的品质因子。
实施方案7为根据实施方案1至5中任一项所述的空气过滤介质,其中所述幅材具有至少约1.0的品质因子。
实施方案8为根据实施方案1至7中任一项所述的空气过滤介质,其中所述再蓬松幅材包括纤维-纤维粘结体并且还包括断裂纤维-纤维粘结体。
实施方案9为根据实施方案1至8中任一项所述的空气过滤介质,其中所述再蓬松幅材包括多纤维区域粘结体,所述多纤维区域粘结体以不超过2.5%的面积比存在。
实施方案10为根据实施方案1至9中任一项所述的空气过滤介质,其中所述再蓬松幅材为褶皱型再蓬松幅材。
实施方案11为根据实施方案1至10中任一项所述的空气过滤介质,所述空气过滤介质还包括周边支撑框架,所述周边支撑框架安装在所述空气过滤介质的四个主边缘中的每个主边缘上。
实施方案12为根据实施方案1至11中任一项所述的空气过滤介质,其中所述幅材为针刺幅材。
实施方案13为根据实施方案1至11中任一项所述的空气过滤介质,其中所述幅材为水刺幅材。
实施方案14为一种过滤流动空气流的方法,所述方法包括使所述流动空气流穿过根据实施方案1至13中任一项所述的空气过滤介质。
实施方案15为一种使纺粘前体幅材再蓬松的工艺,所述工艺包括:针刺和/或水刺具有不超过10%的密实度的纺粘前体幅材以制备再蓬松纺粘空气过滤幅材,所述再蓬松纺粘空气过滤幅材具有小于8.0%至至少3.0%的密实度,并且具有至少0.30的品质因子。
实施方案16为根据实施方案15所述的工艺,其中所述再蓬松工艺为针刺工艺。
实施方案17为根据实施方案15所述的工艺,其中所述再蓬松工艺为水刺工艺。
实施方案18为根据实施方案15至17中任一项所述的工艺,其中所述再蓬松工艺与使所述再蓬松纺粘空气过滤幅材打褶的后续工艺联机执行。
实施方案19为根据实施方案15至18中任一项所述的工艺,其中所述再蓬松工艺与将周边支撑框架安装在所述再蓬松纺粘空气过滤幅材的主边缘上的后续工艺联机执行。
密实度通过将非织造纤维幅材的所测量的堆密度除以构成幅材的固体部分的材料的密度来确定。幅材的堆密度可通过首先测量幅材的重量(例如,10cm×10cm的节段)来确定。将所测量的幅材重量除以幅材面积,得到幅材的基重,以g/m
然后密实度通过将非织造纤维幅材的堆密度除以包括幅材的固体长丝的材料(例如,聚合物)的密度来确定。如果供应商没有指定材料的密度,则可以通过标准方法来测量堆聚合物的密度。密实度是通常以百分比来报告的无量纲比率。
蓬松度通常报告为100%减去密实度(例如,7%的密实度相当于93%的蓬松度)。
非织造纤维幅材的(颗粒)渗透率百分比、压降和过滤品质因子(QF)以如下方法测定:使用包含DOP(邻苯二甲酸二辛酯)液滴的测试用气溶胶,其以85升/分钟的流速递送(除非另外指明)以提供14cm/s的面速度,并使用TSI(注册商标)8130型高速自动过滤器测试仪(可从明尼苏达州肖维尤的TSI公司(TSI Inc.,Shoreview,MN)商购获得)来评估。对于DOP测试,该气溶胶可包含直径为约0.185μm的颗粒,并且该自动过滤器测试仪可在加热器关闭且颗粒中和器打开时进行操作。可以在过滤器入口和出口处采用校准过的光度计来测量颗粒浓度以及通过过滤器的颗粒渗透率%。可采用MKS压力换能器(可从马塞诸塞州威明顿的万机仪器公司(MKS Instruments,Wilmington,MA)商购获得)来测量通过过滤器的压降(ΔP,mm H2O)。可使用公式:
以由压降和(颗粒)渗透率百分比来计算QF。
根据ASHRAE标准52.2(“通过粒度测试通用通风空气净化装置排除效率的方法(Method of Testing General Ventilation Air-Cleaning Devices for RemovalEfficiency by Particle Size)”)中的通用方法来测量过滤器的容尘量(以及其他过滤特性,诸如例如捕获效率、计重和最小效率报告值(MERV))。容尘量测试涉及将幅材构造为过滤器(例如,褶皱型和/或框架式过滤器),将过滤器安装到测试管道中并使用ASHRAE 52.2标准中规定的合成粉尘使过滤器经受递增的粉尘负载步骤。容尘量是在所有递增的粉尘负载步骤中由空气过滤器样品捕获的合成粉尘的总重量。在本发明情况下,测试容尘量的样品如下所述进行打褶。因此,将所有样品的容尘量归一化为空气过滤器样品的表面积,并以克粉尘/平方米为单位报告。
获得高蓬松度纺粘幅材。熔纺纤维一般根据美国专利第8240484号的实施例中所述的程序制备和收集。收集的纤维一般根据美国专利第9976771号中所述的程序自生粘结以形成自支撑纺粘幅材,并且也已使用‘484专利中所述的一般方式的压延方法进行区域粘结。区域粘结体估计以大约1.5%-1.6%的幅材面积百分比存在。一般根据美国专利申请公布第2012/0017910号中公开的程序对幅材进行水充电。幅材以两种等级获得:55级,其表现出大约55克/平方米的基重和大约7.5的密实度;以及75级,其表现出大约75克/平方米的基重和大约7.9的密实度。两种等级的材料均作为平坦幅材样品获得。
平坦幅材样品通过针刺再蓬松。以32行方式设置针(以顶侧针刺布置方式,其包括顶部孔板和底部孔板,两者之间具有大约50mm的垂直间距),每行延伸横跨85cm的侧向(横幅)宽度,其中该行沿28.5cm的顺幅范围间隔开。每行具有104根针(因此行内针间距为大约8mm)。针具有一般类型,其以商品名F20-9-28-7-B、针号5230160、15×18×30×3.5RB,购自威斯康星州马尼托瓦克的福斯特针公司(Foster Needle Co.;Manitowoc,WI)。幅材以连续方式以约1.5米/分钟的速度通过针刺机。当幅材通过针刺单元时,以大约150次行程/分钟的速率针刺幅材,其中行程深度为60mm。根据这些参数,估计以大约40次针刺/平方厘米幅材材料的密度针刺幅材。仅从一侧(顶侧)执行针刺。
即使在非正式视觉检测时,幅材蓬松度的增加也是明显地显而易见的。即,与可直接使用的幅材相比,再蓬松幅材明显更厚并且“更毛绒绒”,并且极少的区域粘结区域为仍然可见的;相反,它们似乎被与其叠置的纤维遮挡。再蓬松幅材表现出非常均匀的外观。
这些再蓬松样品连同可直接使用的幅材的密实度和品质因子示于表1中。这些样品在平坦幅材样品上运行。每个数据点是多次测量的平均值。如本文所述,所有此类测量值均是在再蓬松幅材的宏观区域上获得的;因此,结果是总体值。
还包括55级再蓬松样品的容尘量(DHC)。对于DHC测试,将样品打褶以形成总体(标称)尺寸为16英寸×20英寸、褶皱高度为0.75英寸且褶皱密度为大约1.1个褶皱/英寸的褶皱型过滤器。将“按原样”(非再蓬松)55级对照样品类似地打褶。
如从表1显而易见,这些再蓬松样品表现出大约70%至大约80%的品质因子增强(相对于可直接使用的样品的增加%)。相对于“按原样”幅材,测试容尘量的再蓬松样品(55级)表现出非常大的容尘量增强。
以各种针刺密度对样品进行针刺,该针刺密度估计在大约30次针刺/平方厘米至280次针刺/平方厘米的范围内。并非所有这些样品都针对品质因子或容尘量进行表征;然而,它们看起来在物理上类似于上述样品,并且据信它们将至少大致表现类似于(或优于)上述实施例。
获得的样品大致类似于55级,但表现出大约50的基重,并且已使用本领域的常规方法进行电晕充电而不是水充电。通过针刺以与上述类似的方式对样品进行再蓬松。与表现出大约0.55的品质因子的可直接使用的样品相比,再蓬松样品表现出大约1.0的品质因子。
提供上述实施例只是为了清楚地理解本发明,而不应被理解为不必要的限制。在实施例中所描述的测试和测试结果旨在为例示性而非预测性的,并且测试过程的变化可预计得到不同的结果。实施例中所有定量值均应理解为根据所使用过程中所涉及的通常所知公差的近似值。对于本领域的技术人员将显而易见的是,本文所公开的具体示例性元件、结构、特征、细节、构型等在许多实施方案中可修改和/或组合。本发明人预期所有此类变型和组合均在所构思发明的范围内,而不仅仅是被选择用作示例性图示的那些代表性设计。因此,本发明的范围不应限于本文所述的特定说明性结构,而应至少扩展到由权利要求的语言所描述的结构和这些结构的等同形式。本说明书中正面引用的作为替代方案的任何要素可根据需要以任何组合明确地包括于权利要求书中或从权利要求书排除。以开放式语言(例如,包括及其派生词)引用到本说明书中的任何要素或要素的组合被认为是以封闭式语言(例如,由……组成及其派生词)并且以部分封闭式语言(例如,基本上由……组成及其派生词)另外地引用。虽然本文可能已经讨论了各种理论和可能的机理,但在任何情况下都不应将此类讨论用于限制可受权利要求书保护的主题。如果所描述的本说明书与通过引用方式并入本文但未要求优先权的任何文件中的公开内容之间存在任何冲突或差异,那么以所描述的本说明书为准。
- 包括再蓬松纺粘幅材的空气过滤介质以及制备和使用方法
- 双组份自卷曲高蓬松纤维纺粘非织造布及其制备方法