一种新型复合芯体及其制备方法
文献发布时间:2023-06-19 11:21:00
技术领域
本发明涉及一种可应用于成人拉拉裤、女性经期裤等一次性卫生用品的复合芯体,属于一次性卫生材料技术领域。
背景技术
随着成人拉拉裤、女性经期裤和婴儿学步裤等新产品的面世,一次性卫生用品的种类逐步增多和完善。吸收芯体作为一次性卫生用品中最核心的结构,它起到了快速捕捉并锁住液体,增强产品的吸收性能和防反渗的作用。
目前市面上的一次性卫生用品所使用的吸收芯体大致有两种:一种为绒毛浆和高吸水性树脂混合的芯体,该芯体优点在于成型工艺短,吸收性好且成本较低,但缺点在于吸收液体后芯体易堆积分层,影响穿戴时的舒适感;第二种是由非织造材料和高吸水性树脂组合的复合芯体,该芯体的特点为厚度较薄,吸水后不起坨断层,但生产工序较长,成本较高。
发明内容
本发明的目的是提供一种新型复合芯体结构及其制备方法,既提高芯体吸液性能同时又能节约成本。
为了达到上述目的,本发明提供了一种新型的复合芯体,自上而下依次包括上包覆层、上蓬松层、下蓬松层、喷胶层和下包覆层,其特征在于:所述上包覆层与上蓬松层之间以及蓬松层之间通过热风穿透工艺结合在一起;所述下包覆层和下蓬松层之间通过胶液结合在一起;所述每一层蓬松层中都含有至少两层高吸水性树脂颗粒。
进一步的,所述上包覆层是由木浆和低熔点纤维按一定比例混合而成且面密度为15~30g/m
进一步的,所述上蓬松层和下蓬松层是由三维卷曲涤纶纤维和低熔点纤维制成的且面密度均为15~35g/m
进一步的,所述上蓬松层中自上而下含有第一上层高吸水性树脂颗粒和第二上层高吸水性树脂颗粒,下蓬松层中上而下含有第一下层高吸水性树脂颗粒和第二下层高吸水性树脂颗粒。
进一步的,所述每一层高吸水性树脂颗粒面密度均为40~95g/m
更进一步的,所述第一上层高吸水性树脂颗粒中的导液槽为多条自上而下并以一定间距平行排列的空白长条区;所述第二上层高吸水性树脂颗粒中有且只有一条沿芯体中间竖直向下的导液槽;所述第一下层高吸水性树脂颗粒中的导液槽为多条以芯体长度方向的中线为对称轴的连续弯曲条;所述第二下层高吸水性树脂颗粒不设有导液槽。
更进一步的,所述第一上层高吸水性树脂颗粒中的导液槽宽度为1~2cm,间距为1~3cm;所述第二上层高吸水性树脂颗粒中的导液槽宽度为2~4cm;所述第一下层高吸水性树脂颗粒中的导液槽最大宽度处为1~2cm,最小宽度处为 0.5~1cm,间距与宽度相同。
进一步的,所述热风穿透加固工艺的温度为100~150℃。
进一步的,所述喷胶层面密度为2~9g/m
进一步的,所述下包覆层是面密度为20~40g/m
本发明实施例还提供了所述的新型复合芯体的制备方法,所述方法包括如下步骤:
(1)使用木浆粉碎及纤维混合铺网装置6将木浆和低熔点纤维按一定比例混合、成网并铺网,制备出上包覆层纤网材料;
(2)将三维卷曲涤纶纤维和低熔点纤维按一定比例混合开松并送入梳理机7 进行梳理,通过梳理机7的双道夫分别输出下蓬松层和上蓬松层材料;
(3)将步骤(2)所得的下蓬松层叠在上蓬松层之上并覆盖在步骤(1)所得的上包覆层上形成组合层,再将该组合层输送进热风加固烘箱8进行热粘结加固;
(4)将步骤(3)所得的组合层依次送到高吸水性树脂料斗9、10、11、12下方进行第一上层、第二上层、第一下层和第二下层高吸水性树脂颗粒的铺洒,接着再送至喷胶机13进行胶液喷涂得到新组合层;
(5)将下包覆层卷材14放卷并覆盖在由步骤(4)得到的新组合层上形成复合芯体材料;
(6)将步骤(5)得到的复合芯体材料输送至收卷机15进行收卷。
与现有复合芯体相比,本发明的优点为:上包覆层使用木浆层替代了传统的纺粘、水刺层,吸液和导液速率均得到提高;下包覆层与蓬松层之间直接通过热风加固结合在一起减少了胶液的使用量,节约了生产成本;双蓬松层架构的设计和导液槽三维空间交错组合的方式使高吸水性树脂颗粒在芯体中分散更好,一定程度上减少了凝胶阻塞现象的发生,液体下渗速率和吸收速率快,芯体利用率高。
附图说明
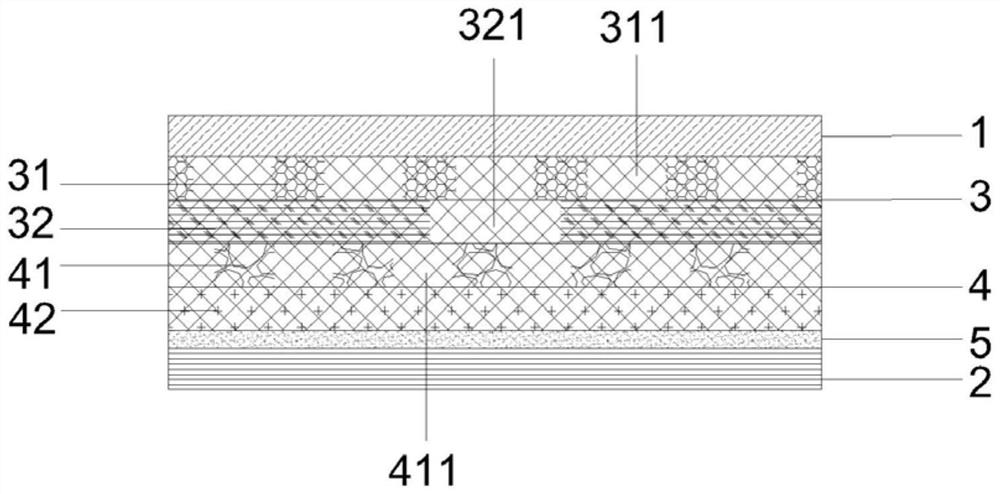
图1为本发明新型复合芯体的结构示意图;
图中1—上包覆层;2—下包覆层;3—上蓬松层;31—第一上层高吸水性树脂颗粒;311—第一上层导液槽;32—第二上层高吸水性树脂颗粒;321—第二上层导液槽;4—下蓬松层;41—第一下层高吸水性树脂颗粒;411—第一下层导液槽;42—第二下层高吸水性树脂颗粒;5—喷胶层。
图2为第一上层高吸水性树脂颗粒排布图;
图3为第二上层高吸水性树脂颗粒排布图;
图4为第一下层高吸水性树脂颗粒排布图;
图5为第二下层高吸水性树脂颗粒排布图;
图6为本发明新型复合芯体的制备工艺流程示意图;
图中6—木浆粉碎及纤维混合铺网装置;7—梳理机;8—热风加固烘箱;9,10, 11,12—高吸水性树脂料斗;13—喷胶机;14—下包覆层卷材;15—收卷机。
具体实施方式
下面结合附图对本发明的内容作进一步的描述,但不作对本发明内容的限制。
实施例1
该新型复合芯体应用于一次性卫生用品,复合芯体包括上包覆层1、上蓬松层3、下蓬松层4、喷胶层5和下包覆层2;上包覆层1为面密度15g/m
实施例2
该新型复合芯体应用于一次性卫生用品,复合芯体包括上包覆层1、上蓬松层3、下蓬松层4、喷胶层5和下包覆层2;上包覆层1为面密度30g/m
对上述两个实施例中制得的两款复合芯体进行性能测试,对比试验为使用亲水性涤纶水刺布作上下包覆层,且蓬松层中不开设导槽并均匀铺洒高吸水性树脂颗粒的普通复合芯体。
上述结果显示,本发明的复合芯体与传统复合芯体相比,液体吸收速率更快、回渗量更低,即吸收性能更优。
- 一种新型复合芯体及其制备方法
- 一种制造复合吸收芯体的方法和该方法制得的复合吸收芯体