一种联轴器快速对中的方法
文献发布时间:2023-06-19 11:22:42
技术领域
本发明涉及一种快速对中方法,具体是一种联轴器快速对中的方法。
背景技术
在齿轮增速型离心式压缩机组中,叶轮作为核心工作部件,转速高达3万转以上。电机输出轴与压缩机齿轮箱输入轴之间,通过中间联接件传递扭矩,多采用弹性联轴器。其中,联轴器对中的好坏直接影响到机组长期稳定运行,以及高速轴的振动是否超标等问题。
当对中不良时,偏心质量在旋转中带来的影响会逐步增大,降低机组运行效率,严重时会造成运转部件的破坏与失效。因此,实现驱动轴两侧快速有效的对中,对机组稳定运行和降低机械损失至关重要。
发明内容
本发明的目的在于提供一种联轴器快速对中的方法,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:
一种联轴器快速对中的方法,其方法步骤如下:步骤一:首先对联轴器两端面距离进行调整,在X方向上,调整至中心点距离值接近联轴器中间段长度ΔD,误差控制在±1mm以内;
步骤二:进一步对轴线AO的端面中心点A,与轴线A′O′的端面中心点A′,沿Z方向,进行高度调整;
步骤三:当两轴线端面中心点A与A′高度差为Δh2≤0.5mm时,进一步对固定端轴线AO与浮动端轴线A′O′进行平行度调节;
步骤四:在固定端轴线AO与浮动端轴线A′O′平行的情况下,再次对浮动端A′O′位于A′处的法兰外边缘进行打表测量,根据两平行轴线的距离差,对电机前后脚,同时增加或减少相同厚度的垫片,完成对中调节。
作为本发明进一步的方案:所述步骤二中轴线AO的端面中心点A,与轴线A′O′的端面中心点A′,沿Z方向高度调整的方法步骤如下:
将千分表的固定端放置于固定端AO一侧,千分表浮动端指针与浮动端A′O′轴线法兰盘外缘接触,通过对浮动端A′O′的外缘进行打表测量,此时A与A′点之间的高度差Δh1约为3mm,增加浮动端前脚垫片,将其调整至0.5mm以内。
作为本发明再进一步的方案:所述步骤三中固定端轴线AO与浮动端轴线A′O′平行度调节的方法步骤如下:
将千分表的固定端放置于AO固定端,表盘浮动端指针测量位于A′端的法兰端面一侧,指针应尽量靠近端面最外圆,通过对浮动端一侧,即电机前后脚垫片的调整,将轴线AO与A′O′调至平行,偏差总量控制在0.1mm。
作为本发明再进一步的方案:所述步骤四中经对中调节后,可接受上下端偏差范围为0.1mm以内。
作为本发明再进一步的方案:所述步骤二、步骤三、步骤四中为联轴器在X方向上的对中调节过程,其与Z方向对中流程相同,同理可对浮动端沿Y方向进行调节,直至偏差控制为0.1mm以内,完成对中。
与现有技术相比,本发明的有益效果是:
本发明方法步骤操作流程简单,不仅大幅缩短对中时间,同时提高对中的精度和可靠性,实现驱动轴两侧快速有效的对中,保证了机组稳定运行和降低了机械损失。
附图说明
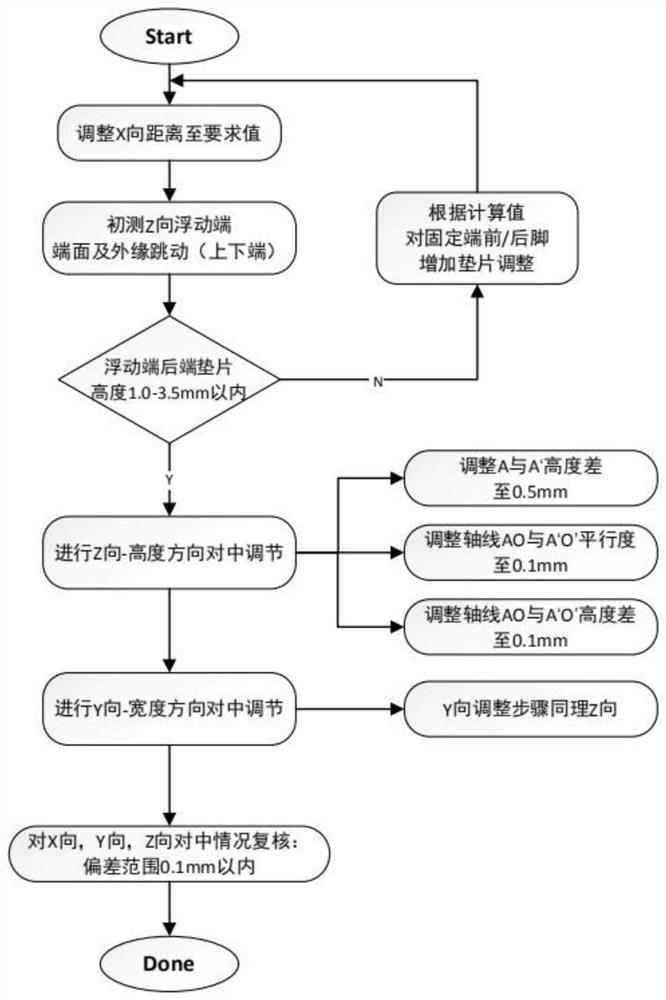
图1为联轴器快速对中的方法的快速对中调节流程示意图。
图2为联轴器快速对中的方法的联轴器两端间距调整示意图。
图3为联轴器快速对中的方法的联轴器两端面中心点高度调整示意图。
图4为联轴器快速对中的方法的联轴器两端面轴线平行度调整示意图。
图5为联轴器快速对中的方法的联轴器两端轴线高度调整示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1~5,本发明实施例中,一种联轴器快速对中的方法,其方法步骤如下:
步骤一:首先对联轴器两端面距离进行调整,在X方向上,调整至中心点距离值接近联轴器中间段长度ΔD,误差控制在±1mm以内;
步骤二:进一步对轴线AO的端面中心点A,与轴线A′O′的端面中心点A′,沿Z方向,进行高度调整;
步骤三:当两轴线端面中心点A与A′高度差为Δh2≤0.5mm时,进一步对固定端轴线AO与浮动端轴线A′O′进行平行度调节;
步骤四:在固定端轴线AO与浮动端轴线A′O′平行的情况下,再次对浮动端A′O′位于A′处的法兰外边缘进行打表测量,根据两平行轴线的距离差,对电机前后脚,同时增加或减少相同厚度的垫片,完成对中调节。
所述步骤二中轴线AO的端面中心点A,与轴线A′O′的端面中心点A′,沿Z方向高度调整的方法步骤如下:
将千分表的固定端放置于固定端AO一侧,千分表浮动端指针与浮动端A′O′轴线法兰盘外缘接触,通过对浮动端A′O′的外缘进行打表测量,此时A与A′点之间的高度差Δh1约为3mm,增加浮动端前脚垫片,将其调整至0.5mm以内。
所述步骤三中固定端轴线AO与浮动端轴线A′O′平行度调节的方法步骤如下:
将千分表的固定端放置于AO固定端,表盘浮动端指针测量位于A′端的法兰端面一侧,指针应尽量靠近端面最外圆,通过对浮动端一侧,即电机前后脚垫片的调整,将轴线AO与A′O′调至平行,偏差总量控制在0.1mm。
所述步骤四中经对中调节后,可接受上下端偏差范围为0.1mm以内。
所述步骤二、步骤三、步骤四中为联轴器在X方向上的对中调节过程,其与Z方向对中流程相同,同理可对浮动端沿Y方向进行调节,直至偏差控制为0.1mm以内,完成对中。
由于加工及装配误差的存在,会出现固定端一侧轴倾斜度过大的情况,即向上或向下倾斜过多,当固定轴向上倾斜导致浮动侧末端垫片超过5mm时,或固定轴向下倾斜导致浮动侧末端小于0.5mm时,可对固定端的轴线进行一定微调;
按照步骤二和步骤三中的步骤进行快速测量,记录数据并输入编制的计算程序,可确定对固定端轴线的调整方案,当固定端轴线向下倾斜时,可在固定端前脚增加垫片。当固定端轴线向上倾斜时,可在固定端后脚增加垫片,同时,为保证各连接部件的稳定及可靠性,固定端侧的前后脚垫片厚度应控制在0.5-1mm范围内。
当初测结果显示固定端轴线存在较大倾斜度时,可及时对固定端轴线进行微调,同时,将对中调节过程,依次按照步骤一、步骤二、步骤三和步骤四的操作流程,不仅大幅缩短对中时间,同时提高对中的精度和可靠性。
尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种联轴器快速对中的方法
- 一种采用激光投线仪实现联轴器快速对中找正的方法