一种电芯、电池模组、电池包及电池的制作方法
文献发布时间:2023-06-19 11:26:00
技术领域
本发明涉及电池制造技术领域,尤其涉及一种电芯、电池模组、电池包及电芯的制作方法。
背景技术
软包锂离子电池具有能量密度高、安全性好、体积轻巧等优势,被广泛应用于3C数码电子、手持电动工具、储能设备及新能源汽车等。目前软包锂离子电池均采用在集流体上进行双面活性物质涂布制成极片,然后将极片上的未涂覆区域进行切割形成极耳,再将极片进行卷绕或叠片后将正负极的极耳通过焊接的方式与外接集流体结合,注液封装后组成电池。
传统的软包锂离子电池的极耳沿着电芯长度方向与外接集流体焊接,如图1所示,电芯的总长度为本体1’长度、极耳2’长度与外接集流体3’长度之和。如图2所示,当电池堆叠之后,外接集流体3’裁切后会焊接在顶盖4’上,极耳2’所占用的空间无法为电芯提供能量,使得电芯的两端产生了空间浪费,降低了电芯在模组100’内的空间利用率,降低了成组效率。
因此,亟需一种可有效提高电芯的空间利用率的电芯、电池模组、电池包及电芯的制作方法,以解决现有技术中存在的上述技术问题。
发明内容
本发明的目的在于提出一种电芯、电池模组、电池包及电芯的制作方法,该电芯、电池模组、电池包及电芯的制作方法可有效提高电芯的空间利用率,进而提高了电芯的成组效率。
为达此目的,本发明采用以下技术方案:
一种电芯,包括:
电芯本体;
正负极极耳,与所述电芯本体连接,且所述正负极极耳沿所述电芯本体的厚度方向贴合设置于所述电芯本体的端部;
正负极外接集流体,与所述正负极极耳连接。
作为一种电芯的优选技术方案,所述正负极极耳包括正极极耳和负极极耳,所述正极极耳和所述负极极耳分别连接于所述电芯本体的两端。
作为一种电芯的优选技术方案,所述正负极外接集流体包括正极外接集流体和负极外接集流体,所述正极外接集流体和所述负极外接集流体分别与所述正极极耳和所述负极极耳连接。
作为一种电芯的优选技术方案,所述正极外接集流体和所述负极外接集流体均包括相互连接的第一连接部和第二连接部,所述第一连接部沿所述电芯本体的厚度方向贴合连接于所述正负极极耳上,所述第二连接部沿所述电芯本体的长度方向延伸设置。
作为一种电芯的优选技术方案,所述正极外接集流体和所述负极外接集流体均呈L型。
作为一种电芯的优选技术方案,所述电芯还包括外壳,所述外壳包裹于所述电芯本体、所述正负极极耳和所述第一连接部外,且所述第二连接部外露于所述外壳外。
为达上述目的,本发明还提供了一种电池模组,包括如上所述的电芯。
为达上述目的,本发明还提供了一种电池包,包括如上所述的电池模组。
为达上述目的,本发明还提供了一种电芯的制作方法,用于制作如上所述的电芯,所述电芯的制作方法包括:
步骤S1,采用叠片或者卷绕的方式形成叠片体或卷绕体,并通过极耳预焊接和极耳裁切,使预设长度的所述正负极极耳位于所述电芯本体的厚度的内部位置或侧部位置;
步骤S2,将所述正负极外接集流体与所述正负极极耳进行对应焊接;
步骤S3,将所述正负极极耳和所述正负极外接集流体焊接于所述正负极极耳上的部分进行绝缘处理后90°弯折,使所述正负极外接集流体未焊接部分位于所述电芯本体的厚度的内部位置或者侧部位置。
作为一种电芯的制作方法的优选技术方案,所述电芯的制作方法还包括:
步骤S4,采用外壳包裹所述电芯本体、所述正负极极耳和所述正负极外接集流体的焊接部分,且所述正负极外接集流体的未焊接部分外露于所述外壳外;
步骤S5,将所述外壳进行封装。
本发明提供了一种电芯、电池模组、电池包及电芯的制作方法,电池模组包括电芯,电池包包括电池模组,电芯的制作方法用于制作电芯,通过将正负极极耳沿电芯本体的厚度方向贴合设置于电芯本体的端部,从而减少正负极极耳占用电芯两端的空间,减少空间浪费,提高了电芯的空间利用率,进而提高了电芯的成组效率。
附图说明
图1是现有技术提供的电芯的俯视图;
图2是现有技术提供的模组的主视图;
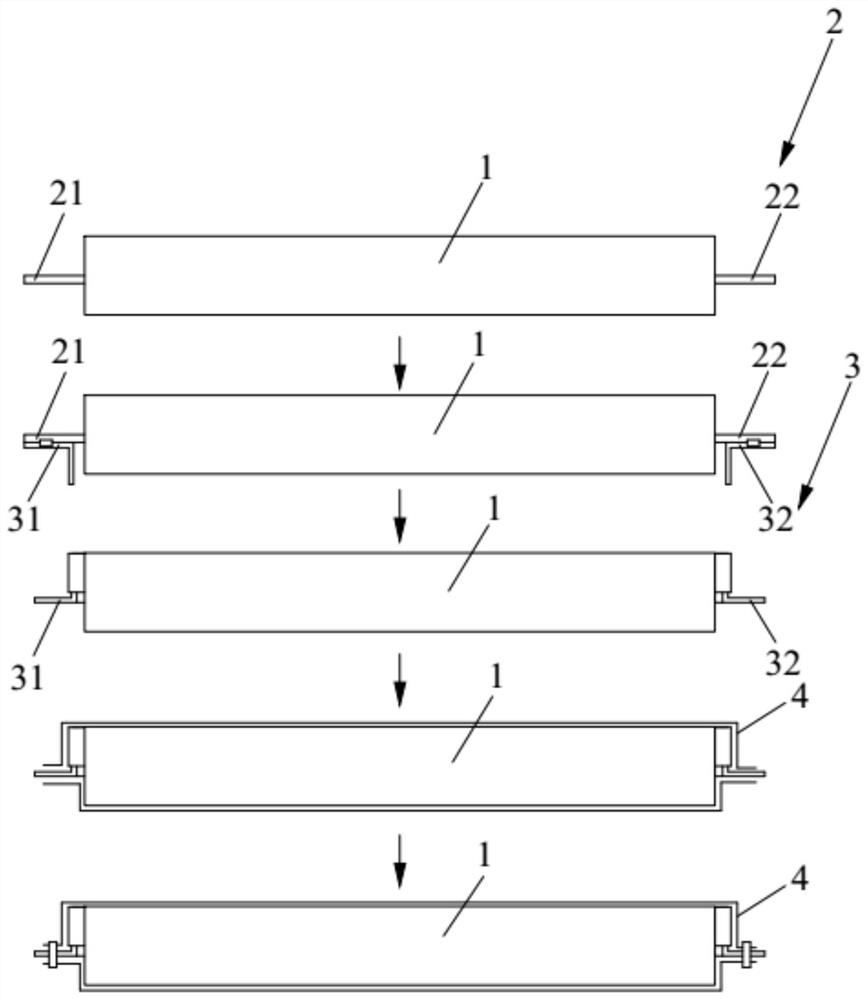
图3是本发明具体实施方式提供的第一种电芯的制作方法的工艺流程示意图;
图4是本发明具体实施方式提供的第二种电芯的制作方法的工艺流程示意图;
图5是本发明具体实施方式提供的第三种电芯的制作方法的工艺流程示意图;
图6是本发明具体实施方式提供的第四种电芯的制作方法的工艺流程示意图;
图7是本发明实施例二提供的电池模组的主视图。
附图标记:
1’、本体;2’、极耳;3’、外接集流体;4’、顶盖;100’、模组;
1、电芯本体;2、正负极极耳;21、正极极耳;22、负极极耳;3、正负极外接集流体;31、正极外接集流体;32、负极外接集流体;4、外壳;
100、电池模组。
具体实施方式
为使本发明解决的技术问题、采用的技术方案和达到的技术效果更加清楚,下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
在本发明的描述中,除非另有明确的规定和限定,术语“相连”、“连接”、“固定”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
在本实施例的描述中,术语“上”、“下”、“左”、“右”等方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述和简化操作,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅仅用于在描述上加以区分,并没有特殊的含义。
实施例一
如图3~图6所示,本实施例提供了一种电芯,该电芯包括电芯本体1、正负极极耳2和正负极外接集流体3,其中,正负极极耳2与电芯本体1连接,且正负极极耳2沿电芯本体1的厚度方向贴合设置于电芯本体1的端部;正负极外接集流体3与正负极极耳2连接。
通过将正负极极耳2沿电芯本体1的厚度方向贴合设置于电芯本体1的端部,从而减少正负极极耳2占用电芯两端的空间,减少空间浪费,提高了电芯的空间利用率,进而提高了电芯的成组效率。
具体地,正负极极耳2包括正极极耳21和负极极耳22,正极极耳21和负极极耳22分别连接于电芯本体1的两端,正极极耳21和负极极耳22分别沿电芯本体1的厚度方向贴合设置,相较于传统正负极极耳沿着电芯本体的长度方向与正负极外接集流体连接而言,减少了电芯的整体长度,提高了电芯在模组内的空间利用率,提高了成组效率。
进一步地,正负极外接集流体3包括正极外接集流体31和负极外接集流体32,正极外接集流体31和负极外接集流体32分别与正极极耳21和负极极耳22连接。
更进一步地,正极外接集流体31和负极外接集流体32均包括相互连接的第一连接部和第二连接部,第一连接部沿电芯本体1的厚度方向贴合连接于正负极极耳2上,第二连接部沿电芯本体1的长度方向延伸设置,第一连接部方便与正负极极耳2连接的同时,还能减少占用电芯长度方向的空间,第二连接部沿电芯本体1的长度方向延伸,方便引出后与外部的顶盖连接。在本实施例中,第一连接部焊接于正负极极耳2上,由于第一连接部沿电芯本体1的厚度方向贴合于正负极极耳2上,因此可减少焊印占用电芯沿其长度方向的端部的空间,可进一步提高电芯的空间利用率。优选地,正极外接集流体31和负极外接集流体32均呈L型。
如图3~图6所示,电芯还包括外壳4,外壳4包裹于电芯本体1、正负极极耳2和第一连接部外,且第二连接部外露于外壳4外。
实施例二
如图7所示,本实施例提供了一种电池模组100,该电池模组100包括实施例一中的电芯。由于实施例一中的电芯有效提高了空间利用率,增加了电芯本体1在电芯长度方向的可用空间,从而提高了电芯的成组效率,进而提高电池模组的空间利用率。
实施例三
本实施例提供了一种电池包,该电池包包括实施例二中的电池模组100。由于实施例二中的电池模组100的空间利用率提高,因此,电池包的空间利用率也得到了有效的提高。
实施例四
本实施例提供了一种电芯的制作方法,用于制作实施例一中的电芯,该电芯的制作方法包括:
步骤S1,采用叠片或者卷绕的方式形成叠片体或卷绕体,并通过极耳预焊接和极耳裁切,使预设长度的正负极极耳2位于电芯本体1的厚度的内部位置或侧部位置;
步骤S2,将正负极外接集流体3与正负极极耳2进行对应焊接;
步骤S3,将正负极极耳2和正负极外接集流体3焊接于正负极极耳2上的部分进行绝缘处理后90°弯折,使正负极外接集流体3未焊接部分位于电芯本体1的厚度的内部位置或者侧部位置。
优选地,电芯的制作方法还包括:
步骤S4,采用外壳4包裹电芯本体1、正负极极耳2和正负极外接集流体3的焊接部分,且正负极外接集流体3的未焊接部分外露于外壳4外;
优选地,在本实施例中,外壳4为铝塑膜。铝塑膜根据电芯本体1、正负极极耳2和正负极外接集流体3的外形进行冲坑,以采用两个冲坑长度、深度不同或相同的铝塑膜包裹电芯本体1、正负极极耳2和正负极外接集流体3等结构。
步骤S5,将外壳4进行封装。
根据电芯的制作方法,提供四种制作电芯的示例。
示例1
如图3所示,该示例提供的电芯的制作方法包括如下步骤:
步骤S1,采用叠片或者卷绕的方式形成叠片体或卷绕体,并通过极耳预焊接和极耳裁切,使预设长度的正负极极耳2位于电芯本体1的厚度的内部位置;
步骤S2,将正负极外接集流体3与正负极极耳2进行对应焊接;
步骤S3,将正负极极耳2和正负极外接集流体3焊接于正负极极耳2上的部分进行绝缘处理后90°弯折,使正负极外接集流体3未焊接部分位于电芯本体1的厚度的内部位置;
步骤S4,采用外壳4包裹电芯本体1、正负极极耳2和正负极外接集流体3的焊接部分,且正负极外接集流体3的未焊接部分外露于外壳4外;
步骤S5,将外壳4进行封装。
示例2
如图4所示,该示例提供的电芯的制作方法包括如下步骤:
步骤S1,采用叠片或者卷绕的方式形成叠片体或卷绕体,并通过极耳预焊接和极耳裁切,使预设长度的正负极极耳2位于电芯本体1的厚度的侧部位置;
步骤S2,将正负极外接集流体3与正负极极耳2进行对应焊接;
步骤S3,将正负极极耳2和正负极外接集流体3焊接于正负极极耳2上的部分进行绝缘处理后90°弯折,使正负极外接集流体3未焊接部分位于电芯本体1的厚度的内部位置;
步骤S4,采用外壳4包裹电芯本体1、正负极极耳2和正负极外接集流体3的焊接部分,且正负极外接集流体3的未焊接部分外露于外壳4外;
步骤S5,将外壳4进行封装。
示例3
如图5所示,该示例提供的电芯的制作方法包括如下步骤:
步骤S1,采用叠片或者卷绕的方式形成叠片体或卷绕体,并通过极耳预焊接和极耳裁切,使预设长度的正负极极耳2位于电芯本体1的厚度的内部位置;
步骤S2,将正负极外接集流体3与正负极极耳2进行对应焊接;
步骤S3,将正负极极耳2和正负极外接集流体3焊接于正负极极耳2上的部分进行绝缘处理后90°弯折,使正负极外接集流体3未焊接部分位于电芯本体1的厚度的侧部位置;
步骤S4,采用外壳4包裹电芯本体1、正负极极耳2和正负极外接集流体3的焊接部分,且正负极外接集流体3的未焊接部分外露于外壳4外;
步骤S5,将外壳4进行封装。
示例4
如图6所示,该示例提供的电芯的制作方法包括如下步骤:
步骤S1,采用叠片或者卷绕的方式形成叠片体或卷绕体,并通过极耳预焊接和极耳裁切,使预设长度的正负极极耳2位于电芯本体1的厚度的侧部位置;
步骤S2,将正负极外接集流体3与正负极极耳2进行对应焊接;
步骤S3,将正负极极耳2和正负极外接集流体3焊接于正负极极耳2上的部分进行绝缘处理后90°弯折,使正负极外接集流体3未焊接部分位于电芯本体1的厚度的侧部位置;
步骤S4,采用外壳4包裹电芯本体1、正负极极耳2和正负极外接集流体3的焊接部分,且正负极外接集流体3的未焊接部分外露于外壳4外;
步骤S5,将外壳4进行封装。
以上内容仅为本发明的较佳实施例,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本发明的限制。
- 一种电芯、电池模组、电池包及电池的制作方法
- 动力电池的电芯盖板、电芯、模组及电池包