用于A级防火保温板的生产设备
文献发布时间:2023-06-19 11:27:38
技术领域
本发明涉及一种用于A级防火保温板的生产设备。
背景技术
随着安全意识的逐步提高,在建筑设计过程中,对所采用的保温材料的防火等级已普遍不再满足于传统的B级的要求,越来越多的建筑在设计建造的过程中会采用防火等级达到A级不燃的保温材料。A级防火保温材料的生产过程中往往会涉及对原料组合物在模具中的加压,以提高原料组合物的密实程度,提高成品的物理性能。
传统的加压模具普遍采用“平板型”,在模具厚度方向垂直加压。但这种加压方式局限了模具的布料形式,带来了由于采用“平板型”模具,布料后加压前必不可少的需经过原料整平的步骤。同时,由于模具的加压形式的原因,对生产场地具有一定的要求,场地利用率低。如进一步需在原料组合物中架设加强网等加强部件,即需要布一层料一层网,再布一层料的形式,则会导致布料次数增加为多次。工序繁多、原料密实度难以控制、加工效率低且质量不可控。
现有为提高生产效率,一般会采用多模具叠合后再统一加压的解决方案。但这一解决方案则需要增加后续的“叠模”工序,使整个制备工序进一步增加,不解决根本问题。
发明内容
本发明的目的是为了克服现有存在的上述不足,本发明提供一种用于A级防火保温板的生产设备。
本发明是通过以下技术方案实现的:
一种用于A级防火保温板的生产设备,其包括:
注料单元,所述注料单元用于放置模具的下模并向所述下模内投放原料组合物;
吊装上盖装置,所述吊装上盖装置位于所述注料单元的下游并用于将模具的上盖连接于所述下模上,以使所述下模与所述上盖之间形成有模具空间;
加压锁紧单元,所述加压锁紧单元位于所述吊装上盖装置的下游并用于对模具两侧的侧模施加作用力,以使两个所述侧模之间沿相互靠拢的方向移动并用于限制两个所述侧模之间沿相互远离的方向移动。
进一步地,所述用于A级防火保温板的生产设备还包括布网装置,所述布网装置位于所述注料单元的上游并用于对加强网进行切断,以使加强网置入所述下模内。
进一步地,所述吊装上盖装置包括吊起机构和第一锁紧机构,所述吊起机构用于驱动所述上盖的向下移动,所述第一锁紧机构用于将第一锁紧件连接于所述上盖和所述下模。
进一步地,所述加压锁紧单元包括加压机构和第二锁紧机构,所述加压机构用于两个所述侧模之间沿相互靠拢的方向移动,所述第二锁紧机构用于将第二锁紧件连接于所述侧模、所述下模和/或所述上盖,以限制两个所述侧模之间沿相互远离的方向移动。
进一步地,所述注料单元包括有振动弹簧和振动电机,所述下模放置在所述振动弹簧和所述振动电机上,所述振动弹簧和所述振动电机用于在投放原料组合物时带动所述下模振动。
进一步地,所述用于A级防火保温板的生产设备还包括脱模装置和至少一个加温装置,所述脱模装置用于对所述模具脱模,所述加温装置设于所述加压锁紧单元与所述脱模装置之间,且所述加温装置用于对所述模具空间内进行加热。
进一步地,所述用于A级防火保温板的生产设备还包括至少一个降温装置,所述降温装置设于所述加温装置与所述脱模装置之间,且所述降温装置用于对所述模具空间内进行降温冷却。
进一步地,所述用于A级防火保温板的生产设备用于制作防火等级为A级的保温材料。
进一步地,所述用于A级防火保温板的生产设备用于制作防火等级为A级的有机无机复合保温材料。
进一步地,所述用于A级防火保温板的生产设备用于制作防火等级为A级的硅墨烯保温材料。
本发明的有益效果在于:通过加压锁紧单元对模具两侧的侧模施加作用力来实现加压操作,使得加工生产的产品呈立式加压的形式,竖向注料有助于材料在模具中的自密实,提高了生产效率,且最大限度的节约生产场地占用的问题。同时,通过设置注料单元、吊装上盖装置和加压锁紧单元等一系列自动化流水线替代人工操作,降低人为操作存在的安全隐患与对产品质量不可控的隐患,进一步提高生产效率,且提高产量与经济效益。
附图说明
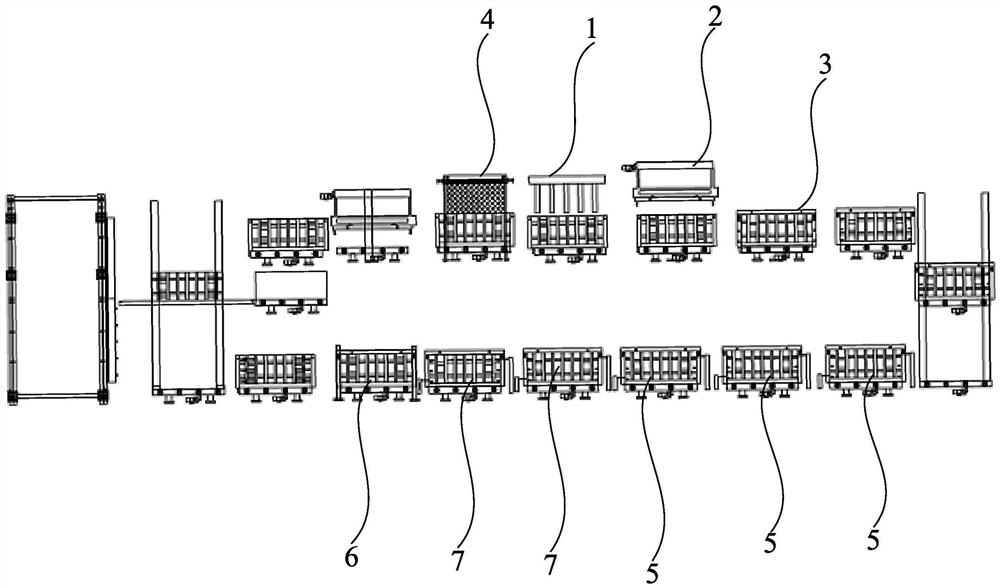
图1为本发明实施例的用于A级防火保温板的生产设备的结构示意图。
图2为本发明实施例的模具的分解结构示意图。
附图标记说明:
注料单元1
吊装上盖装置2
加压锁紧单元3
布网装置4
加温装置5
脱模装置6
降温装置7
模具10
上盖11
侧模12
下模13
第一锁紧件20
第二锁紧件30
具体实施方式
以下各实施例的说明是参考附图,用以示例本发明可以用以实施的特定实施例。
如图1所示,本实施例公开了一种用于A级防火保温板的生产设备,该用于A级防火保温板的生产设备通过如图2所示的模具10并用于加工制作产品。该模具10包括上盖11、下模13和两个侧模12,上盖11连接于下模13的顶部,两个侧模12分别设置于下模13的两侧,且两个侧模12之间能够沿相互靠拢的方向移动,以实现对模具10内空间的厚度变小。
本实施例用于A级防火保温板的生产设备包括注料单元1、吊装上盖装置2和加压锁紧单元3,注料单元1用于放置模具10的下模13并向下模13内投放原料组合物;吊装上盖装置2位于注料单元1的下游并用于将模具10的上盖11连接于下模13上,以使下模13与上盖11之间形成有模具空间;加压锁紧单元3位于吊装上盖装置2的下游并用于对模具10两侧的侧模12施加作用力,以使两个侧模12之间沿相互靠拢的方向移动并用于限制两个侧模12之间沿相互远离的方向移动。
两个侧模12位于下模13的两侧并一同放置在注料单元1上,原料组合物注入至下模13内;在注料完成之后,通过吊装上盖装置2将上盖11连接于下模13,从而实现对模具10内的模具空间进行密闭。加压锁紧单元3用于施加作用力在两个侧模12上,以使两个侧模12之间沿相互靠拢的方向移动,从而实现对模具空间内的原料组合物进行加压操作,原料组合物将会在模具空间内被挤压,增加产品的致密度,大大改善了产品的质量,扩展了产品的适用性。且使得加工生产的产品呈立式加压的形式,竖向注料有助于材料在模具10中的自密实,提高了生产效率,且最大限度的节约生产场地占用的问题。同时,通过设置注料单元1、吊装上盖装置2和加压锁紧单元3等一系列自动化流水线替代人工操作,降低人为操作存在的安全隐患与对产品质量不可控的隐患,进一步提高生产效率,且提高产量与经济效益。
需要特别说明的是,本实施例的用于A级防火保温板的生产设备用于制作防火等级为A级的保温材料。使得通过用于A级防火保温板的生产设备所制作出来的产品有效保证保温性能和防火性能。
其中,用于A级防火保温板的生产设备用于制作防火等级为A级的有机无机复合保温材料。通过防火等级为A级的有机无机复合保温材料能够确保在同样厚度的保温材料情况下,强度达到相关产品标准要求,且防火性能达到A级,无需另复合无机类板材来加强其强度与防火性能。优选地,用于A级防火保温板的生产设备用于制作防火等级为A级的硅墨烯保温材料。
用于A级防火保温板的生产设备还包括布网装置4,布网装置4位于注料单元1的上游并用于对加强网进行切断,以使加强网置入下模13内。通过布网装置4对加强网进行切断,使得切割后的加强网由模具10的上方进入至下模13内,通过布网装置4实现自动化布网操作之后,下模13将输送至注料单元1。通过布网装置4实现了自动化代替现有人工布网;且实现了精准布网的效果,提升了成品的质量稳定性。
在本实施例中,布网装置4包括有推进机构和切网机构,通过推进机构来实现加强网的向前输送,切网机构将用于将加强网进行切断。布网装置4还包括计数器,通过计数器来计算加强网向前输送的长度,从而来检测加强网到达指定位置之后将控制推进机构的停止以及切网机构的开启,实现切网机构对加强网的切断更为精确。
注料单元1包括有振动弹簧和振动电机,下模13放置在振动弹簧和振动电机上,振动弹簧和振动电机用于在投放原料组合物时带动下模13振动。原料组合物注入至下模13内,通过振动电机和振动弹簧将带动下模13振动,实现布料均匀,大大提升了成品的质量稳定性。
在本实施例中,下模13的顶部具有若干个插入孔,下模13上开设有锁杆孔,锁杆孔与多个插入孔相连通,上盖11的底部具有若干个锁钩,若干个锁钩与若干个插入孔一一对应,锁钩插入至插入孔内,通过第一锁紧件20插入至锁杆孔内并与锁钩相连接,以实现锁钩与下模13相连接。
吊装上盖装置2包括吊起机构和第一锁紧机构,吊起机构用于驱动上盖11的向下移动,第一锁紧机构用于将第一锁紧件20连接于上盖11和下模13。通过吊起机构将驱动上盖11向下移动,使得锁钩插入至插入孔内;通过第一锁紧机构驱动第一锁紧件20移动并插入至锁杆孔内,使得第一锁紧件20连接于上盖11的锁钩和下模13的锁杆孔内。结构简单,使用非常方便。同时,上盖11与下模13之间连接强度高,大大提高了用于A级防火保温板的生产设备的安全稳定性。
在本实施例中,模具10上设有若干个保压孔,若干个第二锁紧件30将分别连接于若干个保压孔并抵靠于侧模12的外侧面。有效避免了两个侧模12之间沿相互远离的方向移动,保证了模具10的保压效果。
加压锁紧单元3包括加压机构和第二锁紧机构,加压机构用于两个侧模12之间沿相互靠拢的方向移动,第二锁紧机构用于将第二锁紧件30连接于侧模12、下模13和/或上盖11,以限制两个侧模12之间沿相互远离的方向移动。加压机构施加作用力在两个侧模12上,以使两个侧模12之间沿相互靠拢的方向移动;在加压到位之后,第二锁紧机构将用于驱动第二锁紧件30移动并插入至保压孔内,使得第二锁紧件30连接于侧模12、下模13和/或上盖11,以限制两个侧模12之间沿相互远离的方向移动。加压锁紧单元3将对两个侧模12的锁紧固定,实现加压和保压的效果,大大提高了用于A级防火保温板的生产设备的安全稳定性,保证了A级防火保温板的厚度、密度制作要求。
用于A级防火保温板的生产设备还包括脱模装置6和至少一个加温装置5,脱模装置6用于对模具10脱模,加温装置5设于加压锁紧单元3与脱模装置6之间,且加温装置5用于对模具10空间内进行加热。在保压之后,通过加温装置5将实现对模具空间内的直接加温,无需利用中间介质间接加热,且通过加温装置5来实现对模具空间内温度的调节控制,从而实现最大化的热量利用率,提高了产品生产效率,提升产品质量。之后通过脱模装置6将用于起吊上盖11以实现对模具10的脱模,实现模具10的再次利用。
用于A级防火保温板的生产设备还包括至少一个降温装置7,降温装置7设于加温装置5与脱模装置6之间,且降温装置7用于对模具10空间内进行降温冷却。降温装置7位于加温装置5的下游并用于对模具10降温,从而实现对模具10加速降温定型,提高了用于A级防火保温板的生产设备的生产效率,也提高产量与经济效益。
其中,模具10内可以具有控温腔,控温腔内用于容纳热媒或者冷媒。通过外部的温控设备对控温腔内充入热媒或者冷媒,从而对模具10内的产品实现加温或者冷却的效果,从而无需另外使用加温装置和冷却装置,大大提高了用于A级防火保温板的生产设备的生产效率,且降低了成本。
以上所揭露的仅为本发明较佳实施例而已,当然不能以此来限定本发明之权利范围,因此依本发明权利要求所作的等同变化,仍属本发明所涵盖的范围。
- 用于A级防火保温板的生产设备
- 用于生产A级防火保温板的加压定型装置和生产设备