金属薄壁曲面件的局部小特征冲击成形装置及方法
文献发布时间:2023-06-19 11:37:30
技术领域
本发明涉及金属薄壁零件成形技术领域,特别是涉及一种金属薄壁曲面件的局部小特征冲击成形装置及方法。
背景技术
金属薄壁曲面零件在航空、航天、汽车及电子产品中有非常广泛的应用,例如飞机蒙皮、汽车外覆盖件和内部整体B柱、智能电子产品金属外壳等。为了形成合理的气动流场、满足精密的连接关系、获得艺术造型等不同目的,在金属薄壁曲面零件上往往存在局部的凸起、凹陷、棱线等特征。
通常,可将金属薄壁曲面构件的结构特征分为整体宏观形状和局部特殊结构。由于零件的宏观形状和局部特殊结构在曲率变化速度、圆角半径大小等方面差异明显,在成形这些形状和特征时材料的变形流动也完全不同,因此需要采用不同的成形方法来分别成形。对于整体尺寸较大的曲面薄壁件,因坯料刚度小,在成形宏观形状和局部特征时,一般都需要用模具对坯料进行约束,然后利用刚性凸模、流体介质或电磁力进行加载成形,相应的成形方法称为冲压成形、流体胀形、电磁成形。
冲压成形时,需要凸模和凹模相配合实现对板坯的加载。在利用整体模具将板坯成形出大范围的宏观形状后,再利用小模具局部独立成形出内凹、外凸或棱线等小特征。但是,整体成形模具和局部小模具的加工制作、独立控制和配合都很困难。流体胀形时,利用高压的液体或气体等流体介质将坯料压靠到凹模上。在成形宏观形状时,所需介质压力相对较小,但是在成形局部小特征时往往需要50MPa甚至更高的介质压力。由于介质压力一般是同时作用在整个坯料上,因此往往导致需要很大吨位的压力机才能抵消高压介质产生的反力,这就对设备的合模力、控制精度等提出很高要求。而且,不论是冲压成形还是流体胀形,在板坯上施加的都是准静态的载荷,坯料的成形速度相对较慢,所以容易出现明显的整体回弹,在集中载荷作用区的邻近区域也会产生较明显的变形,从而影响最终构件的精度。此外,在成形局部小特征时,因为变形主要集中在较小的区域且变形量大,材料更容易减薄开裂,因此对材料的成形性能提出更高要求。
电磁成形是利用电磁力对板坯进行快速加载,材料在很高的应变速率下变形,而且模具与坯料间不存在复杂的摩擦力作用,因此有利于提高材料的成形性能。但是,在成形局部小特征时,电磁成形需要采用专用且体积较大的装备和模具,其与整体成形模具之间常形成干涉,实施难度大。近年来出现的液体冲击成形是利用高速锤等来驱动液体介质,进而对金属板坯表面产生快速的高压作用。但是,这种成形方法同样需要专用的设备以在模具和板坯上短时间建立起高压环境,实施难度较大,目前还无法用于大尺寸薄壁曲面件的局部小特征成形。
概括而言,在成形金属薄壁曲面件上的局部小特征时,现有的冲压成形、流体胀形、电磁成形或液体冲击成形等方法因需要专用的装备和复杂的模具工装,所以成本很高、效率低。当局部小特征与相邻区域的形状、曲率半径、圆角半径等差异较大时,在有限的狭窄空间中往往难以甚至无法实现整体成形模具和局部小特征成形模具的合理布置和协调工作。为此,需要一种能够灵活地在待成形金属薄壁曲面件的局部区域产生足够大的作用力、足够高的加载速度,以使板坯发生快速、集中变形的成形技术。
发明内容
本发明的目的是提供一种金属薄壁曲面件的局部小特征冲击成形装置及方法,以解决上述现有技术存在的问题,生产操作方便,生产成本低,生产效率高,成形效果好,并能够在极端环境下成形使用。
为实现上述目的,本发明提供了如下方案:
本发明提供一种金属薄壁曲面件的局部小特征冲击成形装置,包括冲击成形模具、冲击加载单元和成形支撑模具;
所述冲击成形模具设有冲击成形部,所述冲击成形部为与局部小特征相对应的凸起部;
所述成形支撑模具能够对未成形局部小特征的金属薄壁曲面件进行支撑固定,且所述成形支撑模具设有与所述冲击成形部相配合的凹陷部;
所述冲击加载单元包括导轨、爆炸弹和引爆块,所述引爆块和所述爆炸弹均设置于所述导轨内,通过所述引爆块能够击发所述爆炸弹以对所述冲击成形模具施加瞬时冲击载荷,在所述冲击加载单元的冲击加载下,所述冲击成形部在所述凹陷部的配合作用下能够对未成形局部小特征的金属薄壁曲面件冲击以成形局部小特征。
优选的,所述导轨设置为直线筒体,所述引爆块设置为撞针。
优选的,所述导轨设置为曲线筒体,所述引爆块设置为钢珠。
优选的,所述成形支撑模具上设有固定块,所述固定块用于将未成形局部小特征的金属薄壁曲面件固定于所述成形支撑模具上。
本发明还提供一种采用以上所述的金属薄壁曲面件的局部小特征冲击成形装置的金属薄壁曲面件的局部小特征冲击成形方法,包括以下步骤:
S1:对金属薄壁曲面件的整体形状和局部小特征进行分析,设计并加工成形支撑模具及冲击成形模具;
S2:利用成形支撑模具对未成形局部小特征的金属薄壁曲面件进行支撑固定;
S3:利用冲击加载单元,对冲击成形模具施加瞬时冲击载荷,冲击成形部在凹陷部的配合作用下对未成形局部小特征的金属薄壁曲面件冲击,完成局部小特征的冲击成形。
优选的,局部小特征为内凹特征时,通过成形支撑模具对未成形局部小特征的金属薄壁曲面件的内壁进行支撑,冲击加载单元通过冲击成形模具从未成形局部小特征的金属薄壁曲面件的外侧向内冲击加载。
优选的,局部小特征为外凸特征时,通过成形支撑模具对未成形局部小特征的金属薄壁曲面件的外壁进行支撑,冲击加载单元通过冲击成形模具从未成形局部小特征的金属薄壁曲面件的内侧向外冲击加载。
优选的,当局部小特征为多个相同的局部小特征时,采用一组冲击成形模具和冲击加载单元逐个依次成形。
优选的,当局部小特征为多个不同的局部小特征时,采用多组冲击成形模具和冲击加载单元同时加载成形。
本发明相对于现有技术取得了以下技术效果:
(1)本发明提供的金属薄壁曲面件的局部小特征冲击成形装置及方法,采用冲击加载单元快速成形若干局部小特征,冲击加载单元采用爆炸弹瞬时爆炸产生的能量来提供冲击载荷,冲击加载单元的体积小、操作方便且无需额外专用设备,可方便地与成形支撑模具相配合,从而完成各种形式局部小特征的成形。
(2)本发明提供的金属薄壁曲面件的局部小特征冲击成形装置及方法,采用冲击加载单元快速成形若干局部小特征,因采用相对独立的爆炸弹作为冲击载荷的来源,爆炸弹容易制备、弹药量容易调节,而且无需昂贵的专用设备,因此成本很低。
(3)本发明提供的金属薄壁曲面件的局部小特征冲击成形装置及方法,采用冲击加载单元快速成形若干局部小特征,因冲击载荷是通过爆炸弹瞬时爆炸产生的能量来驱动体积很小的冲击成形模具,因此可以对坯件上非常集中的区域进行加载,避免了传统加载方式因载荷不集中导致其他相邻区域发生不必要变形的问题,成形效果好。
(4)本发明提供的金属薄壁曲面件的局部小特征冲击成形装置及方法,采用冲击加载单元快速成形若干局部小特征,因冲击载荷是由体积很小的冲击成形模具来传递,可用于包括各种金属薄板甚至非金属材料的成形,避免了电磁成形技术仅能用于磁性金属材料的限制。
(5)本发明提供的金属薄壁曲面件的局部小特征冲击成形装置及方法,采用冲击加载单元快速成形若干局部小特征,因冲击载荷是由体积小、易操作的冲击加载单元瞬时施加,其无需与模具工装紧密连接和长时间接触,因此可用于高温、低温、高压等特殊条件中,解决了现有方法所采用的装备和工装无法在极端环境下使用的难题。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1为实施例一中金属薄壁曲面件的局部小特征冲击成形装置的成形示意图;
图2为实施例一中金属薄壁曲面件的局部小特征冲击成形装置的冲击成形状态图;
图3为实施例二中金属薄壁曲面件的局部小特征冲击成形装置的成形示意图;
图4为实施例二中金属薄壁曲面件的局部小特征冲击成形装置的冲击成形状态图;
图5为实施例三中金属薄壁曲面件的局部小特征冲击成形装置的成形示意图;
图6为实施例三中金属薄壁曲面件的局部小特征冲击成形装置的冲击成形状态图;
图7为实施例四中局部小特征为内凹特征时的金属薄壁曲面件的局部小特征冲击成形装置的成形示意图;
图8为实施例四中局部小特征为内凹特征时的金属薄壁曲面件的局部小特征冲击成形装置的冲击成形状态图;
图9为实施例四中采用一组冲击成形模具和冲击加载单元逐个依次成形示意图;
图10为实施例四中采用多组冲击成形模具和冲击加载单元同时加载成形示意图;
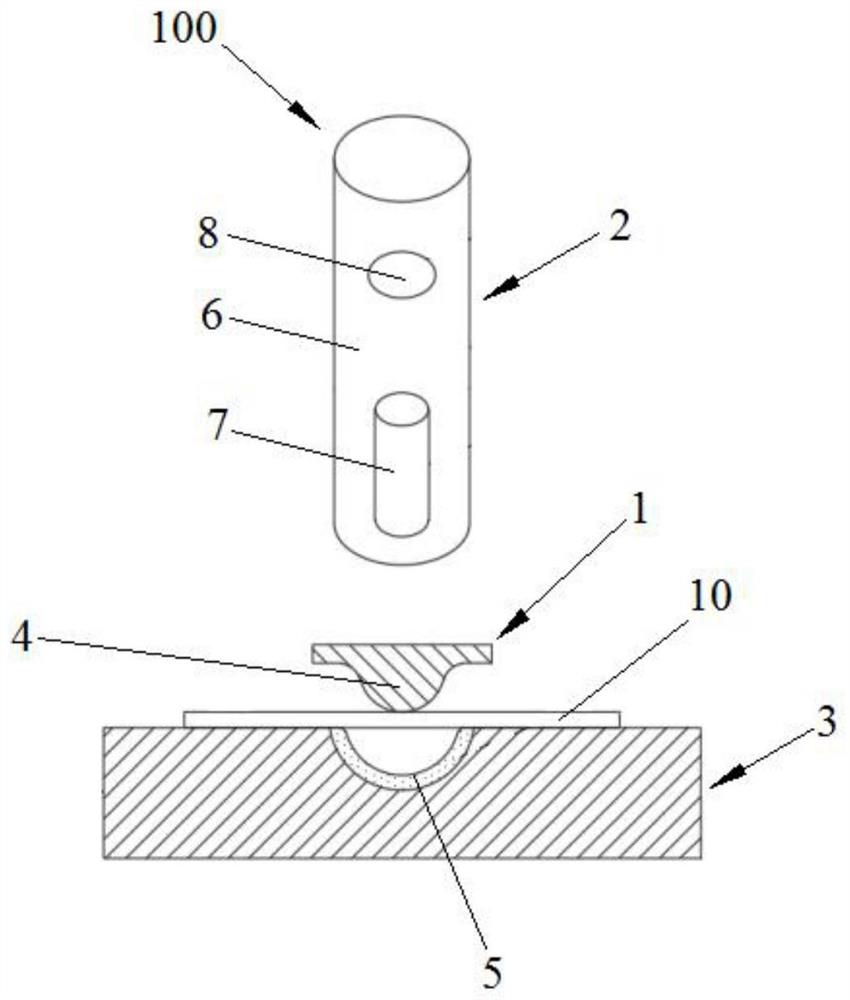
图中:100-金属薄壁曲面件的局部小特征冲击成形装置、1-冲击成形模具、2-冲击加载单元、3-成形支撑模具、4-冲击成形部、5-凹陷部、6-导轨、7-爆炸弹、8-引爆块、9-固定块、10-未成形局部小特征的金属薄壁曲面件、11-支撑凹模、12-冲击波、13-支撑凸模。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明的目的是提供一种金属薄壁曲面件的局部小特征冲击成形装置及方法,以解决现有技术存在的问题,生产操作方便,生产成本低,生产效率高,成形效果好,并能够在极端环境下成形使用。
为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
如图1~2所示,本实施例提供一种金属薄壁曲面件的局部小特征冲击成形装置100,包括冲击成形模具1、冲击加载单元2和成形支撑模具3;
冲击成形模具1设有冲击成形部4,冲击成形部4为与局部小特征相对应的凸起部;
成形支撑模具3能够对未成形局部小特征的金属薄壁曲面件10进行支撑固定,且成形支撑模具3设有与冲击成形部4相配合的凹陷部5;
冲击加载单元2包括导轨6、爆炸弹7和引爆块8,引爆块8和爆炸弹7均设置于导轨6内,通过引爆块8能够击发爆炸弹7以对冲击成形模具1施加瞬时冲击载荷,在冲击加载单元2的冲击加载下,冲击成形部4在凹陷部5的配合作用下能够对未成形局部小特征的金属薄壁曲面件10冲击以成形局部小特征。
在金属薄壁曲面件的局部小特征冲击成形时,利用成形支撑模具3对未成形局部小特征的金属薄壁曲面件10进行支撑固定,其中,成形支撑模具3可以是对金属薄壁曲面件进行整体成形(未成形局部小特征)时的整体成型模具中的结构,例如,可以采用整体成形模具中的凸模或凹模对金属薄壁曲面件进行支撑固定,对应的,在整体成形模具中的凸模或凹模中设有与冲击成形部4配合的凹陷部5,然后,将冲击成形模具1装配至与凹陷部相应的位置,通过引爆块8击发爆炸弹7,爆炸弹7产生的冲击波12瞬间作用于冲击成形模具1上,冲击成形部4在凹陷部5的配合作用下对未成形局部小特征的金属薄壁曲面件10快速冲击,从而成形出局部小特征,如图2表示局部小特征冲击成形状态。冲击加载单元2采用爆炸弹7瞬时爆炸产生的能量来提供冲击载荷,冲击加载单元2的体积小、操作方便且无需额外专用设备,可方便地与成形支撑模具3相配合,从而完成各种形式局部小特征的成形;因采用相对独立的爆炸弹7作为冲击载荷的来源,爆炸弹容易制备、弹药量容易调节,而且无需昂贵的专用设备,因此成本很低;通过爆炸弹7瞬时爆炸产生的能量来驱动体积很小的冲击成形模具1,因此可以对坯件上非常集中的区域进行加载,避免了传统加载方式因载荷不集中导致其他相邻区域发生不必要变形的问题,成形效果好;因冲击载荷是由体积小、易操作的冲击加载单元2瞬时施加,其无需与模具工装紧密连接和长时间接触,因此可用于高温、低温、高压等特殊条件中,解决了现有方法所采用的装备和工装无法在极端环境下使用的难题。
在本实施例中,导轨6设置为直线筒体,引爆块8设置为撞针,撞针可由高压射钉装置(例如射钉枪)提供初始加速度。通过撞针在直线筒体内移动击发爆炸弹7,爆炸弹7的被击发方向和爆炸弹7施加冲击载荷的作用方向一致,便于进行局部小特征的冲击成形操作。
当成形支撑模具3处于高温、超低温或高压等条件下,可以将冲击成形模具1预先嵌入在成形支撑模具3中,冲击加载单元2短时间内接触冲击成形模具1并完成击发,无需与模具工装紧密连接和长时间接触,因此可用于高温、低温、高压等特殊条件中,解决了现有方法所采用的装备和工装无法在极端环境下使用的难题。
实施例二
如图3~4所示,本实施例提供一种金属薄壁曲面件的局部小特征冲击成形装置100,与实施例一的不同之处在于,导轨6设置为曲线筒体,引爆块8设置为钢珠,钢珠可由高压射钉装置(例如射钉枪)提供初始加速度。通过将导轨6设置为曲线筒体,通过钢珠在曲线筒体内移动击发爆炸弹7,爆炸弹7的被击发方向和爆炸弹7施加冲击载荷的作用方向不一致,从而可以对一些狭小空间、模具工装背面和被遮挡部位进行冲击加载。
实施例三
如图5~6所示,本实施例提供一种金属薄壁曲面件的局部小特征冲击成形装置100,与实施例一的不同之处在于,成形支撑模具3上设有固定块9,固定块9用于将未成形局部小特征的金属薄壁曲面件10固定于成形支撑模具3上。在本实施例中,成形支撑模具3具体可为支撑凹模11,支撑凹模11上设有与冲击成形部4相配合的凹陷部5,通过支撑凹模11和固定块9将未成形局部小特征的金属薄壁曲面件10支撑固定于支撑凹模11内,并将冲击成形模具1装配在与凹陷部5相对应的位置,以便通过冲击加载单元2对冲击成形模具1施加冲击载荷,从而成形出局部小特征。
实施例四
本实施例提供一种金属薄壁曲面件的局部小特征冲击成形方法,包括以下步骤:
S1:对金属薄壁曲面件的整体形状和局部小特征进行分析,设计并加工成形支撑模具3及冲击成形模具1;
S2:利用成形支撑模具3对未成形局部小特征的金属薄壁曲面件10进行支撑固定;
S3:利用冲击加载单元2,对冲击成形模具1施加瞬时冲击载荷,冲击成形部4在凹陷部5的配合作用下对未成形局部小特征的金属薄壁曲面件冲击,完成局部小特征的冲击成形。
如图7~8所示,局部小特征为内凹特征时,通过成形支撑模具3对未成形局部小特征的金属薄壁曲面件10的内壁进行支撑,冲击加载单元2通过冲击成形模具1从未成形局部小特征的金属薄壁曲面件10的外侧向内冲击加载。成形支撑模具3具体可为支撑凸模13,支撑凸模13上设有凹陷部5,根据所需成形的内凹的位置,可以预先确定冲击加载单元2的角度和方向,使其与成形支撑模具3配合工作。
如图5~6所示,局部小特征为外凸特征时,通过成形支撑模具3对未成形局部小特征的金属薄壁曲面件10的外壁进行支撑,冲击加载单元2通过冲击成形模具1从未成形局部小特征的金属薄壁曲面件10的内侧向外冲击加载。根据所需成形的外凸的位置,可以预先确定冲击加载单元2的角度和方向,使其与成形支撑模具3配合工作。
如图9所示,当局部小特征为多个相同的局部小特征时,采用一组冲击成形模具1和冲击加载单元2逐个依次成形。冲击加载单元2具有通用性、便携性、操作简便的特点,且无需额外专用设备,可方便地与成形支撑模具3相配合,从而完成各种形式的局部小特征的成形,大大降低了生产成本。
如图10所示,当局部小特征为多个不同的局部小特征时,采用多组冲击成形模具1和冲击加载单元2同时加载成形。多组冲击加载单元2可以在几乎相同的时刻击发爆炸弹7,产生的冲击载荷几乎同时作用在未成形局部小特征的金属薄壁曲面件10上,避免依次加载时可能产生相邻区域的变形干涉。
本发明中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
- 金属薄壁曲面件的局部小特征冲击成形装置及方法
- 局部小特征、金属薄壁件、金属薄壁管件成形装置及方法