有色金属切铣屑防高温的循环进料装置及应用方法
文献发布时间:2023-06-19 11:40:48
技术领域
本发明涉及有色金属锭料的切铣屑、制粒、制粉的加工技术,尤其是有色金属切铣屑防高温的循环进料装置及应用方法。
背景技术
之前,使用普遍的机械铣削方法,在加工有色金属锭料时,如铝镁合金锭铣屑时会产生高温,使铣刀粘粘、屑料不能成型,并且由于切铣屑时产生高温,发生屑料氧化或者燃烧的情况。不能持续作业使得产量低,品质也不能满足用户要求。
发明内容
本发明的目的是提供可以有效防止有色金属锭料在切铣屑中产生高温氧化的有色金属切铣屑防高温的循环进料装置及应用方法,它解决了目前其它技术存在的问题,本发明的目的是这样实现的,它包括电机立式刀辊机头链轮总成、减速器、机架、锭料输送盒、推料油缸、压料油缸,所述电机、立式刀辊机头安装在机架的一端侧面,并垂直于地面;在机架的另一端安装有减速器,所述减速器与链轮总成上的带轮由传输带连接,其带轮安装在链轮轴的一侧;所述推料油缸安装在机架的一端侧面,压料油缸安装在机架的一端另侧面。
所述锭料输送盒依次固定在链轮总成上,形成环形链体,其环形链体安装在机架上,其环形链体可循环旋转。
所述环形链体的长度4100mm、宽度65mm、高度780mm,回转半径为380mm。
本发明的应用方法,将循环锭料输送盒依次安装在链轮总成上,并置于机架中,由减速器拖动链轮总成呈环状循环运行,并带动锭料输送盒循环运行;由于锭料置放在锭料输送盒中,水平横向输送到刀辊铣屑位置,由推料油缸、压料油缸定量进给,并进行切铣屑;整机配有液晶操控装置、配电柜进行操控。
本发明的的意义,本装置将数百块锭料放入锭料输送盒中依次切铣屑,减少了每块锭料的切铣时间,有效的阻断切铣时的热转导,并使锭料散热充分,屑料不氧化,避免了屑料燃烧;这样就可以切铣1-0.05mm左右的薄屑,并且可连续作业,提高了生产效率,确保了产品质量。
附图说明
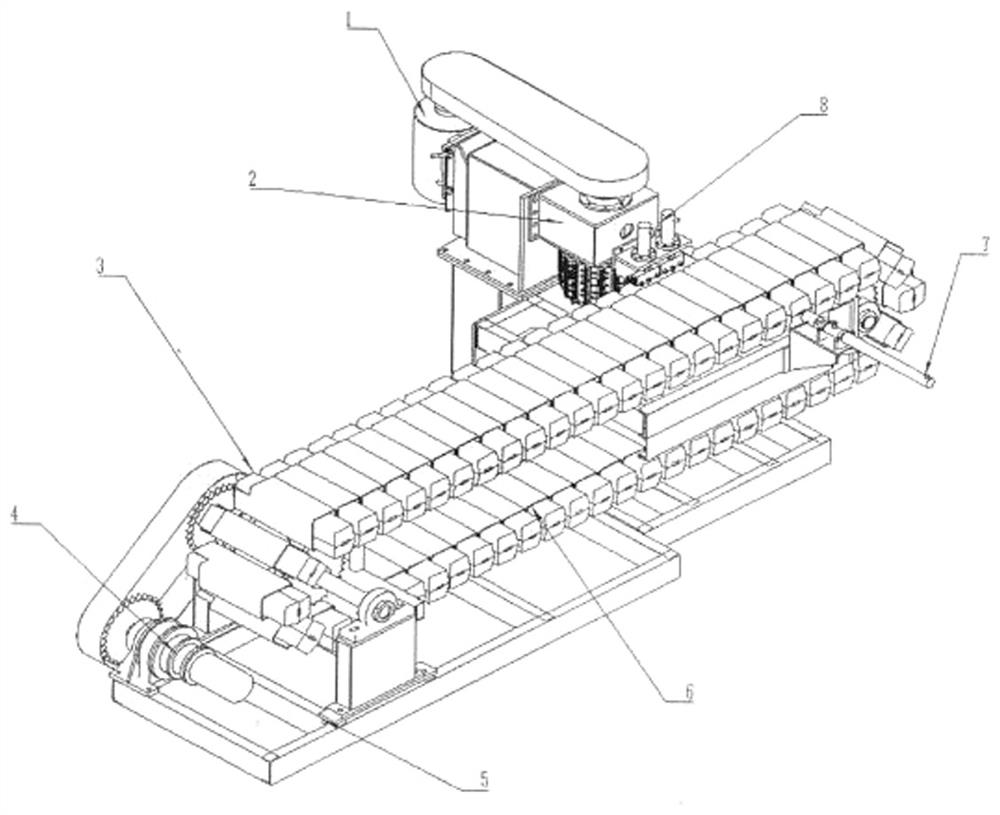
图1为有色金属切铣屑防高温的循环进料装置的结构示意图,图中 1、电机 2、立式刀辊机头 3、链轮总成 4、减速器 5、机架 6、锭料输送盒 7、推料油缸 8、压料油缸。
图2 为有色金属切铣屑防高温的循环进料装置的主视图,图中2、立式刀辊机头4、减速器 6、锭料输送盒。
图3为有色金属切铣屑防高温的循环进料装置的俯视图,图中 1、电机 3、链轮总成 4、减速器 7、推料油缸 8、压料油缸。
具体实施方式
实施例1、本发明包括电机1 立式刀辊机头2 链轮总成3、减速器4、机架5、锭料输送盒6、推料油缸7、压料油缸8,所述电机1、立式刀辊机头2安装在机架5的一端侧面,并垂直于地面;在机架5的另一端安装有减速器4,所述减速器4与链轮总成3上的带轮由传输带连接,其带轮安装在链轮轴的一侧;所述推料油缸7安装在机架5的一端侧面,压料油缸8安装在机架5的一端另侧面。
实施例2、所述锭料输送盒6依次固定在链轮总成3上,形成环形链体,其环形链体安装在机架5上。
实施例3、所述环形链体的长度4100mm、宽度65mm、高度780mm,回转半径为380mm。
本发明的应用方法,将锭料输送盒6依次安装在链轮总成3上,并置于机架5中,由减速器4拖动链轮总成3呈环状循环运行,并带动锭料输送盒6循环运行;由于锭料置放在锭料输送盒6中,水平横向输送到刀辊铣屑位置,由推料油缸7、压料油缸8定量进给,并进行切铣屑;整机配有液晶操控装置、配电柜进行操控。
本发明并不限于上述实施方式,采用与本发明上述实施例相同或近似的结构,而得到的其他结构设计,均在本发明的保护范围之内。
- 有色金属切铣屑防高温的循环进料装置及应用方法
- 铣边机挡屑板及铣边机挡屑结构