电池串生产设备及电池串生产方法
文献发布时间:2023-06-19 12:02:28
技术领域
本发明涉及电池生产技术领域,具体地,涉及一种电池串生产设备及电 池串生产方法。
背景技术
在光伏电池生产过程中,存在采用电池片串生产设备将电池片与焊带焊 接形成电池串的工序。
在焊接形成电池串之前,首先将电池片和焊带进行叠放,传统的方式是 在输送装置上依次放置焊带和电池片,使得焊带和电池片叠放成串。
但是,目前的叠放焊带和电池片的方式,由于对焊带没有进行定位,焊 带和电池片之间叠放位置可能会存在偏离,从而会影响电池串的生产质量, 而且目前的叠放焊带和电池片的方式效率较低。
发明内容
本发明的目的是解决目前电池串的生产质量及生产效率低的问题。
为了实现上述目的,本发明提供一种电池串生产设备,所述电池串生产 设备包括:电池片提供装置、焊带提供装置、承载部件、搬运装置、焊接输 送装置以及焊接装置;
所述承载部件设置有多个,每个所述承载部件包括电池片承载部和焊带 承载部,其中,所述电池片承载部包括至少两个用于承载电池片的第一支撑 部,所述焊带承载部包括至少一个用于承载焊带的第二支撑部,所述第二支 撑部上设置有用于容纳焊带的条形槽,所述焊带的后半段位于所述第二支撑 部的所述条形槽内时,前半段叠放在所述第一支撑部的电池片上;其中,相 邻设置的两个所述承载部件设置为后一承载部件的第一支撑部与前一承载 部件的第二支撑部彼此交错插接时,前一承载部件上的第二支撑部上的焊带叠放在后一承载部件上的电池片的下方;
所述电池片提供装置用于将电池片放置到所述承载部件的所述电池片 承载部上;
所述焊带提供装置用于提供焊带,并将焊带的后半段放到所述焊带承载 部的所述条形槽内,前半段叠放在所述电池片承载部所承载的电池片上;
所述搬运装置将承载有电池片和焊带的所述承载部件搬运至所述焊接 输送装置上,所述焊接输送装置上后一承载部件的第一支撑部与前一承载部 件的所述第二支撑部交错插接;
所述焊接装置设置为将所述焊接输送装置输送至焊接工位的所述承载 部件上的电池片和焊带焊接在一起。
优选地,所述电池串生产设备还包括用于运载所述承载部件且能够在第 一工位和第二工位之间移动的移动装置;
在所述移动装置移动至所述第一工位时,所述电池片提供装置将电池片 放置到所述承载部件上,在所述移动装置移动至所述第二工位时,所述焊带 提供装置将焊带放置到所述承载部件上;
所述搬运装置设置为从所述移动装置上将承载有焊带和电池片的所述 承载部件搬运至所述焊接输送装置上。
优选地,所述移动装置设置有至少两个且分别能够独立移动,每个所述 移动装置设置为运载一个所述承载部件;其中,至少两个所述移动装置形成 一组,一组中的所述移动装置能够移动使得至少两个所述承载部件分开一定 距离且能够彼此插接在一起;
所述搬运装置设置为能够将插接在一起的至少两个所述承载部件一起 搬运至所述焊接输送装置上。
优选地,所述移动装置设置有至少两组,至少两组所述移动装置交替将 所述承载部件移动至所述第一工位和所述第二工位,且至少两组所述移动装 置上的插接在一起的所述承载部件交替搬运至所述焊接输送装置上。
优选地,对应每组所述移动装置分别设置有一个所述焊带提供装置,每 个所述焊带提供装置向所对应的一组所述移动装置提供焊带;和/或,
对应每组所述移动装置分别设置有一个所述搬运装置,每个所述搬运装 置从所对应的一组所述移动装置上搬运所述承载部件。
优选地,所述移动装置设置为从所述承载部件的下方承托所述承载部件 移动,或者,所述移动装置设置为抓握或提吊所述承载部件的两端移动;
所述搬运装置设置为通过吸附所述承载部件的相对的两端来搬运所述 承载部件,或者,所述搬运装置设置为通过夹持或者提吊所述承载部件的两 端来搬运所述承载部件。
优选地,所述搬运装置设置为能够将所述承载部件搬运至第一工位,在 所述第一工位,所述电池片提供装置将电池片放置到所述承载部件上;
所述搬运装置设置为能够将所述承载部件搬运至第二工位,在所述第二 工位,所述焊带提供装置将焊带放置到所述承载部件上。
优选地,所述焊带提供装置包括用于牵引焊带的焊带牵引机构以及裁切 焊带的焊带裁切机构;
在所述焊带牵引机构牵引焊带以将焊带铺放在一个或者至少两个间隔 预定距离的所述承载部件上时,对应每个所述承载部件设置的所述焊带裁切 机构裁切焊带,使得每个所述承载部件上承载预定长度的焊带段。
优选地,所述承载部件的所述第一支撑部上设置有用于吸附电池片的电 池片吸附孔;
和/或,所述承载部件的所述第二支撑部上设置有位于所述条形槽内的 压针孔,所述压针孔内设置有可移动的压针,所述压针设置为能够向上移动 至凸出所述条形槽的底面以将位于所述条形槽内的焊带向上顶压在上方叠 放的电池片上,且所述压针能够向下缩回所述压针孔中。
优选地,所述承载部件的所述第一支撑部上设置有用于吸附电池片的电 池片吸附孔;
和/或,所述承载部件的所述第二支撑部上设置有位于所述条形槽内的 用于吸附焊带的焊带吸附孔。
优选地,所述电池串生产设备还包括用于承载焊带的首位承载部件,所 述首位承载部件包括至少一个具有条形槽的第三支撑部,所述第三支撑部能 够与所述承载部件的所述第一支撑部彼此插接,焊带的至少部分位于所述第 三支撑部的条形槽内;
所述焊带提供装置在所述首位承载部件上放置焊带后,所述搬运装置将 所述首位承载部件放置到所述焊接输送装置上。
优选地,所述电池串生产设备还包括压紧工装及压紧工装搬运装置,所 述压紧工装搬运装置设置为在将电池片和焊带放置到所述承载部件上后,将 所述压紧工装压紧在所述承载部件所承载的电池片上方的焊带上。
优选地,所述电池串生产设备还包括承载部件循环装置,所述承载部件 循环装置设置为在所述焊接输送装置上的电池片和焊带焊接完毕后,承接所 述焊接输送装置上的所述承载部件并将所述承载部件运送到预定位置。
根据本发明的另一方面,还提供一种电池串生产方法,所述电池串生产 方法包括:
将电池片和焊带放置到第i组承载部件上,i大于1,第i组承载部件包 括一个或者至少两个承载部件;其中,每个所述承载部件包括电池片承载部 和焊带承载部,所述电池片承载部包括至少两个第一支撑部,所述焊带承载 部包括至少一个第二支撑部,所述第二支撑部上设置有条形槽,所述电池片 支撑在所述第一支撑部上,所述焊带的后半段位于所述第二支撑部的所述条 形槽内,前半段叠放在所述第一支撑部的电池片上;
将承载有电池片和焊带的第i组承载部件搬运至焊接输送装置上,并使 得放置在所述焊接输送装置上的后一承载部件的第一支撑部与前一承载部 件的第二支撑部彼此交错插接在一起;
所述焊接输送装置将所述承载部件输送至焊接工位,位于所述焊接工位 的焊接装置将所述承载部件上的电池片和焊带焊接在一起。
优选地,所述第i组承载部件包括至少两个承载部件,所述将电池片和 焊带放置到第i组承载部件上,包括:
将第i组承载部件中的每个所述承载部件分别对应放置于一个移动装置 上,每个所述移动装置能够独立移动;
控制每个所述移动装置将所承载的承载部件移动至第一工位,控制电池 片提供装置在每个所述承载部件上放置一片电池片;
控制每个所述移动装置将所承载的承载部件移动至第二工位,控制焊带 提供装置在每个所述承载部件上放置焊带;
控制至少两个所述移动装置朝向彼此移动,使得所述至少两个承载部件 插接在一起;
所述将承载有电池片和焊带的承载部件搬运至焊接输送装置上,包括: 将所述移动装置上彼此插接在一起的所述至少两个承载部件一起搬运至所 述焊接输送装置上。
优选地,所述控制每个所述移动装置将所承载的承载部件移动至第二工 位,控制焊带提供装置在每个所述承载部件上放置焊带,包括:
控制每个所述移动装置移动,使得所述第i组承载部件中的所述至少两 个承载部件之间沿直线间隔预定距离;
控制焊带牵引机构牵引焊带,使得焊带依次铺放在所述至少两个承载部 件上;
对应每个所述承载部件裁切焊带,使得每个所述承载部件承载预设长度 的焊带。
本发明提供的技术方案中,通过承载部件承载电池片和焊带,然后将多 个承载部件进行插接实现电池片和焊带叠放的方式,可以提高电池片和焊带 的叠放精度,从而利于提高电池串的生产质量。
附图说明
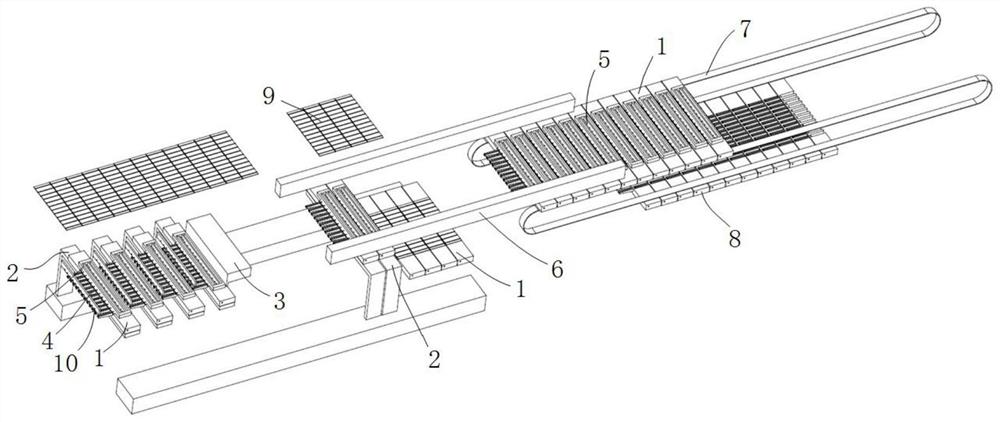
图1为根据本发明的一个实施方式中电池串生产设备的结构示意图;
图2为图1中电池串生产设备的部分放大示意图;
图3为图1所示的电池串生产设备的侧视图;
图4为根据本发明的一个实施方式中承载部件的结构示意图;
图5为根据本发明的另一实施方式中承载部件的结构示意图;
图6为图5所示的承载部件的剖切结构示意图;
图7为根据本发明的再一实施方式中承载部件的结构示意图;
图8为图7所示的承载部件的剖切示意图;
图9为图7所示的承载部件的另一剖切示意图。
附图标记说明
1-承载部件;11-第一支撑部;111-电池片吸附孔;112-第一凹槽;12- 第二支撑部;121-条形槽;122-压针孔;1221-第一开孔;1222-第二开孔; 123-压针;1231-第一止挡部;1232-第二止挡部;124-弹簧;125-焊带吸附 孔;126-连通通道;127-第二凹槽;13-定位孔;14-盖板;2-移动装置;3- 焊带牵引机构;4-焊带裁切机构;5-压紧工装;6-搬运装置;7-焊接输送装 置;8-承载部件循环装置;9-电池片;10-焊带。
具体实施方式
现在将参考附图更全面地描述示例实施方式。然而,示例实施方式能够 以多种形式实施,且不应被理解为限于在此阐述的范例;相反,提供这些实 施方式使得本公开将更加全面和完整,并将示例实施方式的构思全面地传达 给本领域的技术人员。附图仅为本公开的示意性图解,并非一定是按比例绘 制。图中相同的附图标记表示相同或类似的部分,因而将省略对它们的重复 描述。
此外,所描述的特征、结构或特性可以以任何合适的方式结合在一个或 更多实施方式中。在下面的描述中,提供许多具体细节从而给出对本公开的 实施方式的充分理解。然而,本领域技术人员将意识到,可以实践本公开的 技术方案而省略所述特定细节中的一个或更多,或者可以采用其它的方法、 组元、装置、步骤等。在其它情况下,不详细示出或描述公知结构、方法、 装置、实现、材料或者操作以避免喧宾夺主而使得本公开的各方面变得模糊。
为了易于说明,在这里可以使用诸如“上”、“下”、“左”、“右”等空间 相对术语,用于说明图中示出的一个元件或特征相对于另一个元件或特征的 关系。应该理解的是,除了图中示出的方位之外,空间术语意在于包括装置 在使用或操作中的不同方位。例如,如果图中的装置被倒置,被叙述为位于 其他元件或特征“下”的元件将定位在其他元件或特征“上”。因此,示例 性术语“下”可以包含上和下方位两者。装置还可以以其他方式定位,例如旋转90度或位于其他方位,这里所用的空间相对说明可相应地解释。
本发明提供一种电池串生产设备,如图1所示,所述电池串生产设备包 括:电池片提供装置、焊带提供装置、承载部件1、搬运装置6、焊接输送 装置7以及焊接装置;
所述承载部件1设置有多个,如图4所示,每个所述承载部件1包括电 池片承载部和焊带承载部,其中,所述电池片承载部包括至少两个用于承载 电池片的第一支撑部11,所述焊带承载部包括至少一个用于承载焊带的第二 支撑部12,所述第二支撑部12上设置有用于容纳焊带的条形槽121,所述 焊带的后半段位于所述第二支撑部12的所述条形槽121内时,前半段叠放 在所述第一支撑部11的电池片上;其中,相邻设置的两个所述承载部件1 设置为后一承载部件的第一支撑部11与前一承载部件的第二支撑部12彼此 交错插接时,前一承载部件上的第二支撑部12上的焊带叠放在后一承载部 件上的电池片的下方;
所述电池片提供装置用于将电池片9放置到所述承载部件1的所述电池 片承载部上;
所述焊带提供装置用于提供焊带10,并将焊带10的后半段放到所述焊 带承载部的条形槽121内,前半段叠放在所述电池片承载部所承载的电池片 上;
所述搬运装置6将承载有电池片和焊带的所述承载部件1搬运至所述焊 接输送装置7上,所述焊接输送装置7上后一承载部件的第一支撑部11与 前一承载部件的第二支撑部12交错插接;
所述焊接装置设置为将所述焊接输送装置7输送至焊接工位的承载部件 1上的电池片和焊带焊接在一起。
本发明提供的技术方案通过承载部件1承载电池片和焊带,然后将多个 承载部件1进行插接实现电池片和焊带叠放的方式,可以提高电池片和焊带 的叠放精度,从而利于提高电池串的生产质量。
在本发明的一个实施方式中,如图1-图3所示,所述电池串生产设备还 包括用于运载所述承载部件1且能够在第一工位和第二工位之间移动的移动 装置2;
在所述移动装置2移动至所述第一工位时,所述电池片提供装置将电池 片放置到所述承载部件1上,在所述移动装置2移动至所述第二工位时,所 述焊带提供装置将焊带放置到所述承载部件1上;
所述搬运装置6设置为从所述移动装置2上将承载有焊带和电池片的所 述承载部件1搬运至所述焊接输送装置7上。
优选地,所述移动装置2设置有至少两个且分别能够独立移动,每个所 述移动装置2设置为运载一个承载部件1,其中,至少两个所述移动装置形 成一组,一组中的所述移动装置2能够移动使得至少两个承载部件1分开一 定距离且能够彼此插接在一起;所述搬运装置6设置为能够将插接在一起的 至少两个承载部件1一起搬运至焊接输送装置7上。采用首先将至少两个承 载部件1插接在一起然后整体搬运至焊接输送装置7上的方式可以有效提高 生产效率。
为更快地向焊接输送装置上放置承载部件1,优选地,所述移动装置2 设置有至少两组,至少两组所述移动装置2交替将所述承载部件1移动至所 述第一工位和所述第二工位,且至少两组所述移动装置2上的插接在一起的 所述承载部件1交替搬运至所述焊接输送装置7上
进一步的,可以对应每组所述移动装置2分别设置有一个所述焊带提供 装置,每个所述焊带提供装置向所对应的一组所述移动装置2提供焊带;
还可以对应每组所述移动装置2分别设置有一个所述搬运装置6,每个 所述搬运装置6从所对应的一组所述移动装置2上搬运所述承载部件。当然, 也可以仅采用一个搬运装置6交替从至少两组移动装置上搬运承载部件。
还可以理解的是,也可以设置每组移动装置仅包括一个移动装置2,搬 运装置6每次从一个移动装置2上搬运一个承载部件1并放置到焊接输送装 置7上,在焊接输送装置7上将释放的承载部件1与前一承载部件1进行插 接。
本实施方式中,所述移动装置2设置为从承载部件1的下方承托所述承 载部件1移动,当然,所述移动装置2也可以设置为抓握或提吊承载部件1 的两端移动;
所述搬运装置6设置为通过吸附承载部件1的相对的两端来搬运所述承 载部件1,或者,所述搬运装置6设置为通过夹持或者提吊所述承载部件1 的两端来搬运所述承载部件1。
进一步的,本实施方式中,为向所述移动装置2上的承载部件1提供焊 带,如图1所示,所述焊带提供装置包括牵引焊带10的焊带牵引机构3以 及裁切焊带的焊带裁切机构4,每个承载部件1对应设置一个焊带裁切机构 4;在所述焊带牵引机构3牵引焊带10以将焊带铺放在一个或者至少两个间 隔预定距离的承载部件1上时,对应每个承载部件1设置的焊带裁切机构4 裁切焊带10,使得每个承载部件1上承载预定长度的焊带段,承载部件1 上的焊带段的前半段位于电池片承载部所承载的电池片上,后半段位于焊带 承载部的条形槽内。
图1-图3中显示了焊带牵引机构3牵引焊带10依次铺放在四个移动装 置2上放置的承载部件1上,在焊带裁切机构4裁切焊带10后,四个移动 装置2可朝向彼此移动,使得四个承载部件1插接在一起。
当然,在一个移动装置2在第二工位承载焊带时,焊带牵引机构3牵引 焊带铺放在一个承载部件1上并裁切焊带,然后再将该单个的承载部件1搬 运至焊接输送装置7上。
本领域技术人员可以理解的是,在另外的实施方式中,也可以不设置所 述移动装置2,所述搬运装置6设置为能够将所述承载部件1搬运至第一工 位,在所述第一工位,所述电池片提供装置将电池片放置到所述承载部件1 上;所述搬运装置6设置为能够将所述承载部件1搬运至第二工位,在所述 第二工位,所述焊带提供装置将焊带放置到所述承载部件1上。
具体的,可以设置搬运装置抓握承载部件1的两端或者吊装承载部件1 的两端,在搬运装置6抓握承载部件1的两端移动至第一工位由电池片提供 装置放置电池片以及移动至第二工位由焊带提供装置放置焊带后,搬运装置 再将该承载部件1移动并放置到焊接输送装置7上。也可设置至少两个搬运 装置6,每个搬运装置6将承载部件1移动至第一工位承载电池片以及移动 至第二工位承载焊带后,该至少两个搬运装置再朝向彼此移动至将所搬运的 承载部件1插接在一起,然后再将插接在一起的至少两个承载部件1一起放 置到焊接输送装置7上。
为在焊接输送装置7上放置电池串首端的焊带,所述电池串生产设备还 包括用于承载焊带的首位承载部件(图中未显示),所述首位承载部件包括 有至少一个具有条形槽的第三支撑部,所述第三支撑部能够与所述承载部件 1的所述第一支撑部11彼此插接,焊带的至少部分位于所述第三支撑部的条 形槽内(即位于电池串首端的焊带可以整体位于条形槽内,也可以仅后段部 分位于条形槽内);所述焊带提供装置在所述首位承载部件上放置焊带后, 所述搬运装置6将所述首位承载部件放置到所述焊接输送装置7上,然后搬运装置6再搬运承载有电池片和焊带的承载部件1放置在焊接输送装置7上, 该承载部件1的第一支撑部11与所述首位承载部件的第三支撑部插接。
本实施方式中,如图1所示,所述电池串生产设备还可以包括压紧工装 5及压紧工装搬运装置,所述压紧工装搬运装置设置为在将电池片9和焊带 10放置到所述承载部件1上后,将所述压紧工装5压紧在所述承载部件1 所承载的电池片上方的焊带上,对焊带进行定位。
所述电池串生产设备还包括承载部件循环装置8,所述承载部件循环装 置8设置为在所述焊接输送装置7上的电池片和焊带焊接完毕后,承接所述 焊接输送装置7上的所述承载部件1并将所述承载部件1运送到预定位置, 以实现承载部件1的循环利用。
其中所述承载部件循环装置8可以包括具有输送带的输送机构以及将所 述焊接输送装置7上的承载部件1移载到所述输送机构上的移载机构。
下面再进一步对承载部件1的结构进一步描述。
在一个实施方式中,如图5和图6所示,所述承载部件1包括电池片承 载部和焊带承载部,电池片承载部包括多个第一支撑部11,所述焊带承载部 包括多个第二支撑部12,所述第二支撑部12上设置有用于容纳焊带的条形 槽121;
其中,第一支撑部11上可以设置负压腔以及与该负压腔连通的用于吸 附电池片的电池片吸附孔111,通过抽吸负压腔内的气体可以使得电池片吸 附孔111内形成负压从而能够吸附电池片;
所述第二支撑部12上设置有位于条形槽121上且上下贯通的压针孔122, 所述压针孔122内设置有可移动的压针123,所述压针123设置为能够向上 移动至凸出所述条形槽121的底面以将位于所述条形槽121内的焊带向上顶 压在上方叠放的电池片上,且所述压针123能够向下缩回所述压针孔122中。
在一个承载部件的第二支撑部12与后一承载部件的第一支撑部11插接 时,所述后一承载部件上的电池片叠放在该承载部件的第二支撑部12的焊 带上方,此时可以使得压针123向上移动以通过压针123将该第二支撑部12 的条形槽121内的焊带顶压在上方的电池片上,这样焊带能够与电池片进行 有效接触,在焊接时可以提升焊带和电池片的焊接效果,由此来提高电池串 的生产质量。
为使得压针123能够向上顶压焊带以及向下移动,压针123的设置如图 6所示,所述承载部件1还包括弹簧124,所述弹簧124对所述压针123施 加向上的弹力使得所述压针123能够上移,在对所述压针123施加向下的力 来克服所述弹簧124的弹力时能够使得所述压针123向下缩回所述压针孔 122内。
更具体的,所述压针孔122包括位于上方的第一开孔1221及位于所述 第一开孔1221下方的第二开孔1222,所述第二开孔1222的直径小于所述第 一开孔1221;所述压针123位于所述第一开孔1221和所述第二开孔1222 中,所述压针123的顶端设置有用于防止所述压针123向下穿出所述压针孔 的第一止挡部1231,所述压针123的下端伸出所述第二开孔1222,且所述 下端设置有防止所述压针123向上穿出所述压针孔122的第二止挡部1232; 其中,所述第二止挡部1232为设置在压针123下端的环形槽中的环形挡圈。
所述弹簧124套在所述压针123上且一端顶在所述第一止挡部1231上, 另一端顶在所述第一开孔1221和所述第二开孔1222之间的台阶面上,以对 压针123施加向上的弹力。
本实施方式中,所述压针123设置为能够通过下方的磁力吸附而向下移 动至缩回所述压针孔122内。也就是说,在压针孔122的下方设置磁铁或电 磁铁时,可以对压针123施加向下的磁吸附力,使得压针123下移,在撤掉 磁体或者电磁铁断电时,压针123在弹簧124的作用下上移。
本领域技术人员可以理解的是,也可以设置所述压针123在弹簧的弹力 作用保持向下的趋势,在通过顶压机构向上顶压压针123时,可以使得压针 123向上顶压焊带。
此外,该承载部件1的两端还分别设置有定位孔13,可以通过定位孔 13与移动装置2上的定位柱配合,将承载部件1定位于移动装置2上。
在另一个实施方式中,如图7-图9所示,所述承载部件1的第一支撑部 11上设置有用于吸附电池片的电池片吸附孔111;
所述承载部件1的所述第二支撑部12上设置有位于所述条形槽121内 的用于吸附焊带的焊带吸附孔125。
具体的,所述承载部件1的底面形成有凹槽,所述承载主体1的底面固 定有封盖在所述凹槽上的盖板14,所述凹槽由所述盖板14封盖形成负压腔, 所述盖板14上设置有从所述负压腔抽吸气体的抽吸孔。优选地,所述凹槽 包括与所述电池片吸附孔111连通的第一凹槽112和与所述焊带吸附孔125 连通的第二凹槽127,图8显示了焊带吸附孔125通过连通通道126与第二 凹槽127连通。所述盖板14盖在所述第一凹槽112和所述第二凹槽127上,所述盖板14上可以设置与所述第一凹槽112连通的第一抽吸孔和与所述第 二凹槽124连通的第二抽吸孔,以用于抽吸气体,使得焊带吸附孔125和电 池片吸附孔111内形成负压。
根据本发明的另一方面,还提供一种电池串生产方法,所述电池串生产 方法包括:
将电池片和焊带放置到第i组承载部件1上,i大于1,第i组承载部件 包括一个或者至少两个承载部件1;其中,每个所述承载部件1包括电池片 承载部和焊带承载部,所述电池片承载部包括至少两个第一支撑部11,所述 焊带承载部包括至少一个第二支撑部12,所述第二支撑部12上设置有条形 槽,所述电池片支撑在所述第一支撑部11上,所述焊带的后半段位于所述 第二支撑部12的所述条形槽内,前半段叠放在所述第一支撑部11的电池片 上;
将承载有电池片和焊带的第i组承载部件1搬运至焊接输送装置7上, 并使得放置在所述焊接输送装置7上的后一承载部件的第一支撑部11与前 一承载部件的第二支撑部12彼此交错插接在一起;
所述焊接输送装置7将所述承载部件1输送至焊接工位,位于所述焊接 工位的焊接装置将所述承载部件1上的电池片和焊带焊接在一起。
优选地,所述第i组承载部件包括至少两个承载部件1,所述将电池片 和焊带放置到第i组承载部件上,包括:
将第i组承载部件中的每个所述承载部件1分别对应放置于一个移动装 置2上,每个所述移动装置2能够独立移动;
控制每个所述移动装置2将所承载的承载部件1移动至第一工位,控制 电池片提供装置在每个所述承载部件1上放置一片电池片;
控制每个所述移动装置2将所承载的承载部件1移动至第二工位,控制 焊带提供装置在每个所述承载部件1上放置焊带;
控制至少两个所述移动装置2朝向彼此移动,使得所述至少两个承载部 件1插接在一起;
所述将承载有电池片和焊带的承载部件1搬运至焊接输送装置7上,包 括:将所述移动装置2上彼此插接在一起的所述至少两个承载部件1一起搬 运至所述焊接输送装置7上。
其中,所述控制每个所述移动装置2将所承载的承载部件1移动至第二 工位,控制焊带提供装置在每个所述承载部件1上放置焊带,包括:
控制每个所述移动装置2移动,使得所述第i组承载部件中的所述至少 两个承载部件1之间沿直线间隔预定距离;
控制焊带牵引机构3牵引焊带,使得焊带依次铺放在所述至少两个承载 部件1上;
对应每个所述承载部件1裁切焊带,使得每个所述承载部件1承载预设 长度的焊带。
本领域技术人员可以理解的是,所述第i组承载部件也可以只包括一个 承载部件1的情况,在此情况下,在单独的一个承载部件承载电池片和焊带 后由搬运装置搬运至焊接输送装置7上。
所述电池串生产方法还包括:在放置第i组承载部件之前,放置电池串 的首端焊带。
所述放置电池串的首端焊带,包括:通过焊带提供装置在首位承载部件 上放置一组焊带,所述首位承载部件的结构可参考上述的描述;
将承载有焊带的所述首位承载部件放置于焊接输送装置7上。
在将第i组承载部件放置于焊接输送装置7上后,第i组承载部件的位 于前端的第一支撑部11与首位承载部件的第三支撑部插接在一起,使得第i 组承载部件上位于前端的电池片叠放在第三支撑部的焊带上。
下面参考附图1-3并根据一个具体实施方式详细描述电池串的生产过程。
在首位承载部件上放置一组焊带,且将该首位承载部件放置到焊接输送 装置7上;
将多个承载部件1中的每一个承载部件分别对应放置于一个移动装置2 上;
移动装置2移动至第一工位,电池片提供装置每个移动装置2的承载部 件上放置一片电池片9;
移动装置2移动至第二工位,多个移动装置2间隔预定距离沿直线排列;
焊带牵引机构3牵引焊带10以将焊带依次铺放在多个间隔预定距离的 所述承载部件1上(图1示出四个承载部件1),然后对应每个所述承载部件 1设置的焊带裁切机构4裁切焊带10,使得每个所述承载部件1上承载预定 长度的焊带段;
多个移动装置2朝向彼此移动,使得所承载的多个承载部件1彼此插接 在一起;
搬运装置6将插接在一起的多个承载部件1一起搬运至焊接输送装置7 上,使得该多个承载部件1与首位承载部件插接在一起;
然后再重复上述的将多个承载部件1分别放置到移动装置2上,移动装 置2移动至第一工位处承接电池片9,以及移动至第二工位处承接焊带10, 然后将多个插接在一起的承载部件搬运至焊接输送装置上的步骤。如此循环 多次,在焊接输送装置7上放置预设数量的承载部件1后,由焊接输送装置 7将承载部件1上叠放的电池片和焊带输送至焊接工位进行焊接。
以上结合附图详细描述了本发明的优选实施方式,但是,本发明并不限 于此。在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单 变型,包括各个具体技术特征以任何合适的方式进行组合。为了避免不必要 的重复,本发明对各种可能的组合方式不再另行说明。但这些简单变型和组 合同样应当视为本发明所公开的内容,均属于本发明的保护范围。
- 电池串生产设备及电池串生产方法
- 电池串、光伏组件、电池串的生产设备和生产方法