一种钢塑复合压力管道熔接监测设备及熔接监测方法
文献发布时间:2023-06-19 12:04:09
技术领域
本发明涉及钢塑复合压力管道熔接领域,尤其涉及一种钢塑复合压力管道熔接监测设备及熔接监测方法。
背景技术
钢塑复合压力管道熔接过程中需要先将管材与管件承插连接到位,即管材承插至管件承口底部,然后对承插连接完全的管道系统进行电磁热熔焊接,以保证熔接质量可靠。但是现有技术焊接时,无法对管材是否承插连接到位进行监测,只能通过操作人员经验来判断。管道熔接过程容易出现承插连接不到位的情况,对于焊接质量产生严重影响,特别是对于DN110规格以上的管材,承插连接效果人为影响较大,容易发生承插不到位,如果直接进行钢塑复合压力管道系统电磁热熔连接,承插不到位的管道会出现焊接质量问题,在使用过程中容易发生泄漏,造成管道安全质量隐患,不但影响施工周期而且造成了大量经济损失。因此开发一种具有可自动识别监测管材、管件承插到位的钢塑复合压力管道熔接检测设备及熔接检测方法尤为重要。
发明内容
根据以上技术问题,本发明提供一种钢塑复合压力管道熔接监测设备,其特征在于包括电磁熔接焊机夹具、传感器,所述电磁熔接焊机夹具内部安装有传感器。
所述电磁熔接焊机夹具内部镶嵌有传感器。
所述电磁熔接焊机夹具内部开设有凹槽,所述凹槽内部安插有传感器。
所述传感器为磁感应传感器。
所述磁感应传感器为高频金属传感器。
所述传感器位置在管件与管材连接处的外部。
所述电磁熔接焊机夹具上还安装有声光报警灯,所述声光报警灯和信息处理单元连接,所述信息处理单元和传感器连接,所述传感器内部安装有传感器芯片,所述抽传感器芯片上承载有传感器电路和电源电路,所述电源电路分别和外界电源、传感器电路连接。所述信息处理单元安装在电磁熔接焊机夹具内部。
所述信息处理单元内部安装有信息处理电路,所述信息处理电路还和外部通讯电路连接。
电源电路:用于将外界12V供电转换成传感用10V及控制器芯片用3.3V;
传感器电路:本电路通过振荡器产生150KHZ的高频信号,通过磁芯产生磁场。当监测到金属物体后,控制管产生电压变化。通过放大电路对外部输入一个高低电平变化量。
信息处理电路:通过单片机监测到传感器信号后,通过程序产生相应的声光指示,并把信息通过通讯接口发送到外界控制器主机。
一种钢塑复合压力管道熔接监测方法,其具体方法为:
1、在电磁熔接焊机夹具上安装传感器、信息处理单元和声光报警灯;
2、工作人员给电磁熔接焊机主机通电后,将管材与管件相连接;
3、将管件放入熔接夹具上,然后利用电磁熔接焊机控两个管件进行移动对接,管件停止移动后,传感器进行监测;
4、如传感器监测到两个管件安插到位,将信息传递给信息处理单元,信息处理单元将绿灯指令传递给声光报警灯,声光报警灯绿灯发亮,夹具将显示绿灯,可以进行下一步操作;
5、如传感器监测到两个管件未安插到位果,将信息传递给信息处理单元,信息处理单元将红灯指令传递给声光报警灯,声光报警灯红灯发亮,夹具将显示红灯;此时按装人员可以调整管材位置使之变为绿灯后方可进行下一步电磁熔接操作,如果管材没有插接到位且操作人员强行启动电磁熔接焊机主机进行熔接,电磁熔接焊机主机会收到本电路的探测结果且拒绝执行运行命令。
本发明的有益效果为:本方法是通过在熔接夹具中设置安装传感器,对承插后的钢塑复合压力管道中管材端口金属位置进行监测,来确定管材在管件中承插的位置,从而保证管材在管件中的正确位置后再进行电磁熔接作业,实现熔接质量移定,避免管道承插不到位的情况发生。本发明使用后管材熔接故障率降低一半,提高了熔接质量,经开发钢塑复合压力管道熔接质量监测方法后,用户反馈使用钢塑复合管道使用故障概率由改进前均值6.97%降低至改进后的2.99%。
本方法采用高频电磁感应磁场受到金属作用后磁通量发生变化的原理,通过监测电路测量等效电压变化,从而判断承插后的钢塑复合压力管道中管材是否达到安全熔接的指定位置.同时将该信号送往控制电路,使控制电路做出是否对管道系统进行电磁熔接的指令。使用本方法后,对于连接不到位的情况可以直接通过声光报警器指示反应出来,从而避免了产生焊接熔接质量问题。
附图说明
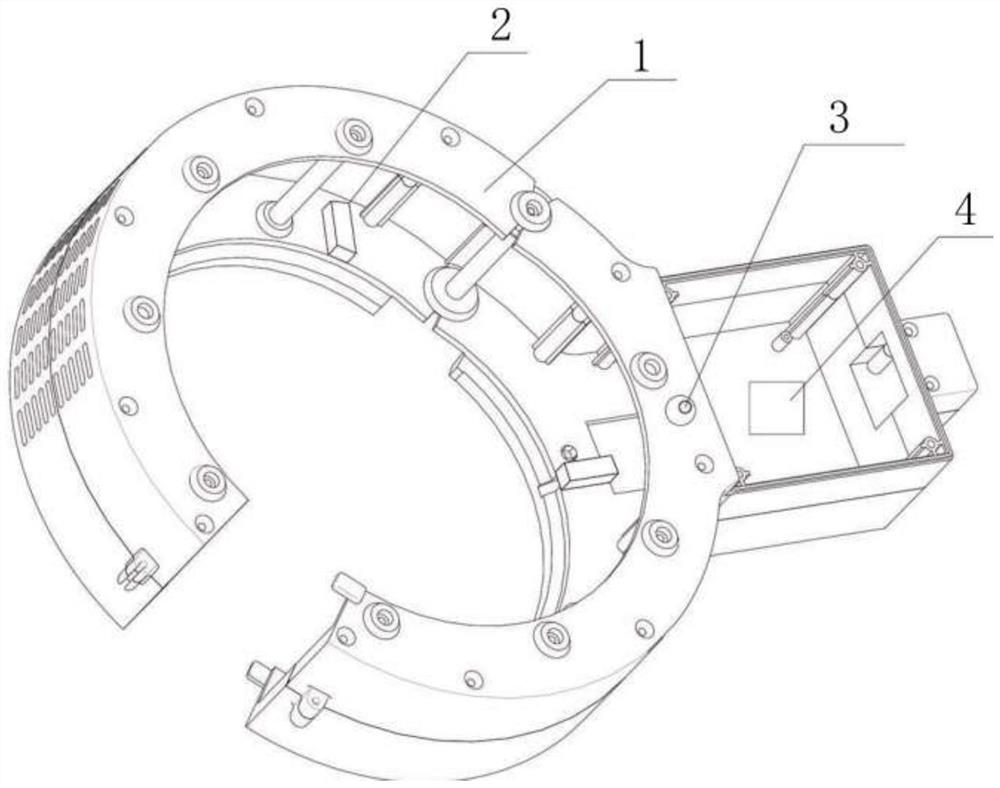
图1为本发明结构示意图;
图2为本发明使用剖视图;
图3为发明传感器电路结构图;
图4为本发明加工流程图;
图5为本发明改进前后故障率变化示意图。
如图:电磁熔接焊机夹具1、传感器2、声光报警灯3、信息处理单元4。
具体实施方式
实施例1
本发明提供一种钢塑复合压力管道熔接监测设备,包括电磁熔接焊机夹具、传感器,所述电磁熔接焊机夹具内部安装有传感器。所述电磁熔接焊机夹具内部开设有凹槽,所述凹槽内部安插有传感器。所述传感器为磁感应传感器。所述磁感应传感器为高频金属传感器。所述传感器位置在管件与管材连接处的外部。所述电磁熔接焊机夹具上还安装有声光报警灯,所述声光报警灯和信息处理单元连接,所述信息处理单元和传感器连接。所述信息处理单元安装在电磁熔接焊机夹具内部。所述信息处理单元还和外部通讯电路连接。
实施例2
本发明使用时,首先在熔接机夹具上安装传感器、信息处理单元和声光报警灯;工作人员给熔接机主机通电后,将管材与管件相连接;将管件放入熔接夹具上,然后将管材插入管件,管材在管件中移动对接过程中,传感器进行检测;如传感器检测到管材在管件中安插到位,将信息传递给信息处理单元,信息处理单元将绿灯指令传递给声光报警灯,声光报警灯绿灯发亮,夹具将显示绿灯,可以进行下一步焊接操作实施例3
本发明使用时,首先在熔接机夹具上安装传感器、信息处理单元和声光报警灯;工作人员给熔接机主机通电后,将管材与管件相连接;将管件放入熔接夹具上,然后将管材插入管件,管材在管件中移动对接过程中,传感器进行检测;如传感器检测到管材在管件中安插到位,将信息传递给信息处理单元,信息处理单元将绿灯指令传递给声光报警灯,声光报警灯绿灯发亮,夹具将显示绿灯,可以进行下一步焊接操作;如传感器检测到管材在管件中未安插到位果,将信息传递给信息处理单元,信息处理单元将红灯指令传递给声光报警灯,声光报警灯红灯发亮,夹具将显示红灯;此时按装人员可以调整管材位置使之变为绿灯后方可进行下一步电磁熔接操作,如果管材没有插接到位且操作人员强行启动熔接机主机进行熔接,熔接机主机会收到本电路的探测结果且拒绝执行运行命令。
实施例4
将高频金属传感器镶嵌于电磁熔接焊机夹具内部,传感器位置在管件与管材连接处的外部,如图所示,通过电磁感应探头监测管材金属层接口相应的位置.如果连接到位,控制电路会把传感器监测结果传给主机,主机可以进行下一步操作。如果未监测到管材相应的位置,控制电路会通过声光指示提醒操作者。同时主机接收到信息后不进行下一步焊接流程,直至管材与管件连接合格。
电路工作原理:电源电路将外界12V供电转换成传感用10V及控制器芯片用3.3V;传感器电路通过振荡器产生150KHZ的高频信号,通过磁芯产生磁场。当监测到金属物体后,控制管产生电压变化。通过放大电路对外部输入一个高低电平变化量。信息处理电路通过单片机监测到传感器信号后,通过程序产生相应的声光指示,并把信息通过通讯接口发送到外界控制器主机。
以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本发明提到的各个部件为现有领域常见技术,本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种钢塑复合压力管道熔接监测设备及熔接监测方法
- 一种纯塑料管件与钢塑复合压力管材的充分熔接结构