一种用于汽车天窗铝型材一切二的精密锯切机构
文献发布时间:2023-06-19 12:04:09
技术领域
本发明属于铝型材锯切设备领域,具体涉及一种用于汽车天窗铝型材一切二的精密锯切机构。
背景技术
铝元素在地壳中的含量仅次于氧和硅,居第三位,也是地壳中含量最丰富的金属元素,主要以铝硅酸盐矿石存在。在金属品种中,铝制金属仅次于钢铁,为第二大类金属。
金属型材是指金属经过塑性加工成形、具有一定断面形状和尺寸的实心或空心直条,型材的品种规格繁多,用途广泛,在轧制生产中占有非常重要的地位。同时,铝合金是工业中应用最广泛的一类有色金属结构材料,在航空、航天、汽车、机械制造、船舶及化学工业中都有大量应用,目前铝合金是应用最多的合金材料。
铝合金型材应用广泛,如应用于汽车天窗中,铝型材一般为直线型结构,生产过程中需要进一步锯切加工。精密汽车天窗铝型材锯切加工时,要求长度公差±0.5mm,锯切断面垂直度≤0.3mm,现有技术中一般采用离线手工锯切,每次只能锯切一支,生产效率很低。
因此,针对以上还存在的一些问题,本申请对现有技术中的精密汽车天窗铝型材锯切装置进行了进一步的设计和研究。
发明内容
针对以上现有技术中的不足,本发明提供了一种用于汽车天窗铝型材一切二的精密锯切机构,具有防错机构,可以实现多条铝型材的同步锯切,保证长度公差和断面垂直度精度高;装置整体结构紧凑,操作方便,自动化程度高。
为了解决上述技术问题,本发明通过下述技术方案得以解决。
一种用于汽车天窗铝型材一切二的精密锯切机构,包括:台体;所述台体上设有工作台,所述工作台上设有若干个规则分布的定位孔,还设有若干个定位块,所述定位块可固定在所述定位孔上;若干块定位块规则排列构成若干条型材放置通道;所述台体上设有锯切组件,所述锯切组件可下移压住铝型材并实施锯切操作;所述台体的一侧设有可移动的移动座,所述移动座上设有定位座,所述定位座上设有绝缘板,所述绝缘板上设有若干块与型材放置通道的位置对应的可导电的长度限位块,铝型材的端部碰触到与其对应的长度限位块后可产生对应的指示信号;所述工作台与所述绝缘板之间设有若干个输送辊。
现有技术中,对于铝型材的精密锯切,还只能一条一条的进行,由工人进行手工锯切,效率低,且切割精度难以保证,切割后的产品不合格率高。本申请中,采用了一种自动化的铝型材精密锯切装置,工作台上设有若干条型材放置通道,每条型材放置通道中刚好可以放下一条铝型材,可以同时进行多条铝合金的同时锯切,精度到,操作方便,尤其适用于汽车天窗铝型材的精密锯切。
此外,本申请中还设有防错机构,移动座通过移动,限定出铝型材的锯切长度,锯切时,每一条铝型材的端部都需要抵在对应的长度限位块上,实现指示电路连通并发出指示信号,然后锯切组件才能进行下移进行锯切操作,保证了精度要求。本申请中,若干个输送辊的高度与工作台齐高,保证铝型材移动过程中的水平度,保证锯切精度。
一种优选的实施方式中,所述台体上还设有操作台,所述操作台中设有控制中心,所述操作台用于程序指令输入、状态输出、锯切操作控制。
一种优选的实施方式中,所述定位块为长条状结构,所述定位块通过螺栓或销钉可拆卸的固定在定位孔中;所述定位块为绝缘块。该结构中,可以根据铝型材的宽度来固定定位块,适应性强。
一种优选的实施方式中,所述锯切组件包括竖向设置的侧板,所述侧板上设有竖向滑轨,所述锯切单元可移动设于该竖向滑轨上,保证锯切单元上下移动的精度,进而保证锯切时端面的垂直度;所述锯切单元由锯切气缸驱动进行升降移动。
一种优选的实施方式中,所述侧板的上方设有平台板,所述锯切气缸设于该平台板上,所述锯切单元上还设有导向柱,所述导向柱穿过所述平台板上的导向孔,保证锯切单元上下移动时定向性好,不会发生偏差。
一种优选的实施方式中,所述锯切单元包括罩体和配合的刀片,所述罩体的底部设有抵块,所述抵块可以为橡胶块,锯切单元下移时该抵块抵在铝型材上,使铝型材不会移动。
一种优选的实施方式中,所述移动座通过丝杠结构或气缸驱动实现移动,所述移动座的两侧底部设有滑块,所述台体上设有所述滑块配合的滑轨,所述滑块在所述滑轨上移动,移动过程中可以调整锯切后铝型材的长度。
一种优选的实施方式中,所述输送辊为石墨滚筒,对铝型材表面无损伤,滑动顺畅。
与现有技术相比,本发明具有以下有益效果:提供了一种用于汽车天窗铝型材一切二的精密锯切机构,具有防错机构,可以实现多条铝型材的同步锯切,保证长度公差和断面垂直度精度高;装置整体结构紧凑,操作方便,自动化程度高。
附图说明
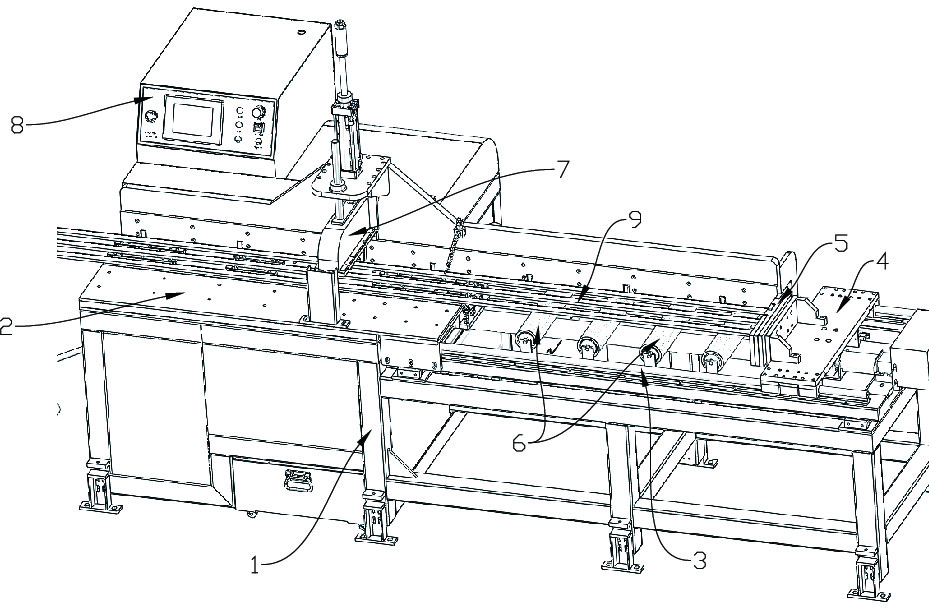
图1为本申请中的锯切装置的立体图。
图2为本申请中的锯切装置的俯视图。
图3为本申请中的锯切装置的部分结构的示意图一。
图4为本申请中的锯切装置的部分结构的示意图二。
图5为本申请中的锯切装置的部分结构的示意图三。
图6为本申请中的工作台及其上结构的立体图。
图7为图6中A区域的放大图。
图8为图6中B区域的放大图。
具体实施方式
下面结合附图与具体实施方式对本发明作进一步详细描述。
以下实施方式中,自始至终相同或类似的标号表示相同或类似的原件或具有相同或类似功能的原件,以下通过参考附图描述的实施方式是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
本发明的描述中,需要理解的是,术语:中心、纵向、横向、长度、宽度、厚度、上、下、前、后、左、右、竖直、水平、顶、底、内、外、顺时针、逆时针等指示方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,因此不能理解为对本发明的限制。此外,术语:第一、第二等仅用于描述目的,而不能理解为指示或暗示相对重要性或隐含指明所示技术特征的数量。本发明的描述中,除非另有明确的规定和限定,术语:安装、相连、连接等应做广义理解,本领域的普通技术人员可以根据具体情况理解上述术语在本实用性中的具体含义。
参照图1至图8,本申请中涉及的一种用于汽车天窗铝型材一切二的精密锯切机构,包括:台体1;所述台体1上设有工作台2,所述工作台2上设有若干个规则分布的定位孔21,还设有若干个定位块22,所述定位块22可固定在所述定位孔21上;若干块定位块22规则排列构成若干条型材放置通道;所述台体1上设有锯切组件7,所述锯切组件7可下移压住铝型材并实施锯切操作;所述台体1的一侧设有可移动的移动座4,所述移动座4上设有定位座5,所述定位座5上设有绝缘板51,所述绝缘板51上设有若干块与型材放置通道的位置对应的可导电的长度限位块52,铝型材的端部碰触到与其对应的长度限位块52后可产生对应的指示信号;所述工作台2与所述绝缘板51之间设有若干个输送辊6,所述输送辊6为石墨滚筒,对铝型材表面无损伤,滑动顺畅。所述台体1上还设有操作台8,所述操作台8中设有控制中心,所述操作台8用于程序指令输入、状态输出、锯切操作控制。
具体的,本申请中,所述定位块22为长条状结构,所述定位块22通过螺栓或销钉可拆卸的固定在定位孔21中;所述定位块22为绝缘块。该结构中,可以根据铝型材的宽度来固定定位块22,适应性强。
本申请中,所述锯切组件7包括竖向设置的侧板76,所述侧板76上设有竖向滑轨77,所述锯切单元72可移动设于该竖向滑轨77上,保证锯切单元72上下移动的精度,进而保证锯切时端面的垂直度;所述锯切单元72由锯切气缸75驱动进行升降移动。进一步的,所述侧板76的上方设有平台板74,所述锯切气缸75设于该平台板74上,所述锯切单元72上还设有导向柱73,所述导向柱73穿过所述平台板74上的导向孔,保证锯切单元72上下移动时定向性好,不会发生偏差。所述锯切单元72包括罩体和配合的刀片,所述罩体的底部设有抵块71,所述抵块71可以为橡胶块,锯切单元72下移时该抵块71抵在铝型材上,使铝型材不会移动。所述台体1上对应锯切组件7的位置设有防尘罩27。
本申请中,所述移动座4通过丝杠结构或气缸驱动实现移动,所述移动座4的两侧底部设有滑块44,所述台体1上设有所述滑块44配合的滑轨3,所述滑块44在所述滑轨3上移动,移动过程中可以调整锯切后铝型材的长度。
现有技术中,对于铝型材的精密锯切,还只能一条一条的进行,由工人进行手工锯切,效率低,且切割精度难以保证,切割后的产品不合格率高。本申请中,采用了一种自动化的铝型材精密锯切装置,工作台上设有若干条型材放置通道,每条型材放置通道中刚好可以放下一条铝型材,可以同时进行多条铝合金的同时锯切,精度到,操作方便,尤其适用于汽车天窗铝型材的精密锯切。
此外,本申请中还设有防错机构,移动座4通过移动,限定出铝型材的锯切长度,锯切时,每一条铝型材的端部都需要抵在对应的长度限位块52上,实现指示电路连通并发出指示信号,然后锯切组件7才能进行下移进行锯切操作,保证了精度要求。本申请中,若干个输送辊6的高度与工作台2齐高,保证铝型材移动过程中的水平度,保证锯切精度。
以上所述,本发明提供了一种用于汽车天窗铝型材一切二的精密锯切机构,具有防错机构,可以实现多条铝型材的同步锯切,保证长度公差和断面垂直度精度要求;装置整体结构紧凑,操作方便,自动化程度高。
本发明的保护范围包括但不限于以上实施方式,本发明的保护范围以权利要求书为准,任何对本技术做出的本领域的技术人员容易想到的替换、变形、改进均落入本发明的保护范围。
- 一种用于汽车天窗铝型材一切二的精密锯切机构
- 一种用于汽车天窗的铝型材