直线导轨自动计算端距及截断长度的设备
文献发布时间:2023-06-19 12:04:09
技术领域
本发明涉及直线导轨制造技术领域,特别是一种直线导轨自动计算端距及截断长度的设备。
背景技术
直线导轨为满足各种长度的使用需求,需要对整根长料进行截断加工。由于直线导轨上分布两端的螺栓安装孔根据不同截断长度,距离相应端部边缘的长度也会不同,即端距不同。在实际使用中端距长度决定导轨的相对安装位置,是导轨截断加工中的决定端头截断长度的重要参数。
目前导轨截断时需要根据长度和端距要求,由人工进行计算。由于不同规格导轨的螺栓安装孔距离不同且需求长度繁多,会导致加工涉及近千种不同规格,每个规格都需要人工计算再加工,需耗费很多工时且容易出错,生产中频繁进行计算、中断,无法连续工作导致效率低下。
实用发明内容
本发明为了有效的解决上述背景技术中的问题,提出了一种直线导轨自动计算端距及截断长度的设备,具体技术方案如下:
一种直线导轨自动计算端距及截断长度的设备,其特征在于,包括上料滚筒线体、动力滚筒线体、下料滚筒线体、视觉系统、视觉定位单元、侧面夹紧单元、端面定位单元、X轴行走单元和切割单元,所述上料滚筒线体、动力滚筒线体和下料滚筒线体依次连接,视觉系统设置在动力滚筒线体的上方,所述视觉定位单元安装于动力滚筒线体下方,所述侧面夹紧单元位于视觉定位单元另一侧,所述端面定位单元位于动力滚筒线体的末端并固定于X轴行走单元上,所述切割单元由切割头、Y轴传动单元、Z轴传动单元组成,所述切割头固定在Z轴传动单元的移动端,所述Z轴传动单元固定在Y轴传动单元的移动端,所述Y轴传动单元固定在动力滚筒线体的一侧。
优选地,所述视觉定位单元为气缸,气缸的活塞杆上有挡板。
优选地,所述侧面夹紧单元为气缸,气缸的活塞杆上有夹板。
优选地,所述端面定位单元为挡板。
优选地,所述X轴行走单元采用传送带。
与现有技术相比,本发明的有为益效果是:将订单规格录入后自动计算或读取端距数据,工业相机拍照后自动识别一端螺栓安装孔距离边缘长度,进而自动计算截断长度,省略人工计算繁琐过程,避免人工计算错误;同时自动计算耗时极短、大大提高生产效率。人工操作简单,只需录入规格及上下料,即可完成加工。
附图说明
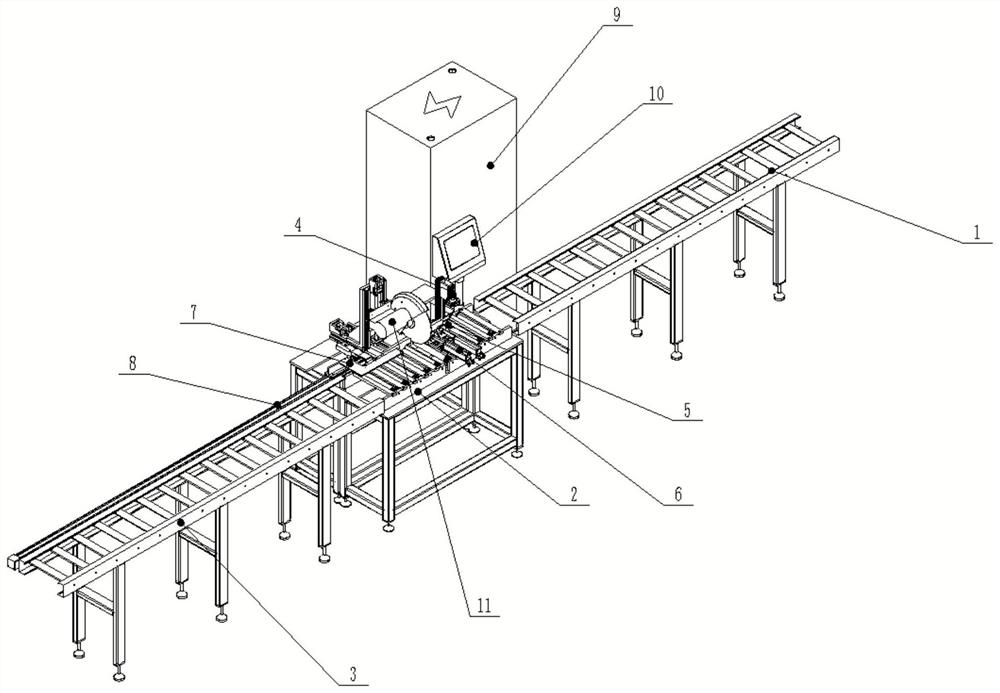
图1为本发明的立体图;
图2为本发明中切割单元的局部图;
图3为本实用发明局部放大图;
图4为本实用发明控制流程图;
图5为本实用发明控制系统图。
具体实施方式
为了便于描述,在这里可以使用空间相对术语,如“在……之上”、“在……上方”、“在……上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在……上方”可以包括“在……上方”和“在……下方”两种方位。该器件也可以其他不同方式定位旋转90度或处于其他方位,并且对这里所使用的空间相对描述作出相应解释。
下面结合附图及较佳实施例详细说明本发明的具体实施方式。如图1-3所示,一种直线导轨自动计算端距及截断长度的设备,如图1和图2所示,包括上料滚筒线体1、动力滚筒线体2、下料滚筒线体3、视觉系统4、视觉定位单元5、侧面夹紧单元6、端面定位单元装置7、X轴行走单元8、电控柜9、人机界面10、切割单元11。其中切割单元11由切割头12、Y轴传动单元13、Z轴传动单元14组成。
所述视觉定位单元5安装于动力滚筒线体2下方,在待加工直线导轨放置时升起,同时视觉系统4对工件进行识别和计算,完成后视觉定位单元5下降至动力滚筒线体2下方。根据计算结果动力滚筒线体2移动工件至端面定位单元7,端面定位单元7固定于X轴行走单元8上,同时侧面夹紧单元6对工件进行夹紧。
首端位置到达后通过切割单元11进行首端截断,完成后X轴行走单元8带动端面定位单元7移动至新的末端计算位置,侧面夹紧单元6松开直线导轨后动力滚筒线体2带动直线导轨至新的末端计算位置,到位后侧面夹紧单元6再次对直线导轨进行夹紧并切割单元11进行末端截断,完成后侧面夹紧单元6松开直线导轨,由人工进行下料。
如图2,所述切割头12安装于Z轴传动单元14,Z轴传动单元14安装于Y轴传动单元13上,由此切割头前后移动以便适应不同规格和批量,加工完成后由Z轴传动单元14提升切割头12,完成切割并避开干涉区。
如图4,控制系统流程,第一步,先录入直线导轨规格;第二步,视觉系统识别原料端距;第三步,视觉系统检验导轨宽度,判断原料是否正确;第四步,计算截断长度,确认X轴位置;第五步,截断单元进行截断;第六步,根据长度计算末端切割位置;第七步,X轴运动至计算位置;第八步,截断单元进行截断;第九步,加工完成。
如图5,控制系统架构由控制软件、工业计算机、运动控制卡、图像采集卡、输入输出信号卡组成,工业计算机运行控制软件并作为运动控制卡、图像采集卡、输入输出信号卡的硬件控制器,并完成整套设备的控制。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
- 直线导轨自动计算端距及截断长度的设备
- BIM桥梁桩基础长度自动计算方法、系统、设备和存储介质