一种利于钢丝拉拔穿模的轧尖工艺及轧尖装置
文献发布时间:2023-06-19 12:05:39
技术领域
本发明属于线材盘条深加工中钢丝拉拔穿模的技术领域,更具体讲是一种利于钢丝拉拔穿模的轧尖工艺及轧尖装置,尤其适用于粗规格盘条或大直径钢丝的端头轧尖。
背景技术
盘条或钢丝在拉拔过程中要经过轧尖,即把钢丝端头轧细,以利于穿模。目前常用的轧尖机采用机械轧制的方法进行轧尖,机械轧尖存在着以下不足之处:1、轧制时间长;2、钢丝需要转动,对粗钢丝进行轧尖时,由于粗钢丝很硬,操作麻烦且费力,同时在轧制过程中轧辊尖齿还容易伤人,造成安全隐患,且生产效率低;3、工作一段时间后,轧辊间隙变大,轧制毛刺增多,更容易刺伤手指,进一步加大安全隐患。
发明内容
本发明的目的正是针对上述现有技术中所存在的不足之处而提供一种利于钢丝拉拔穿模的轧尖工艺及轧尖装置。本发明利用电磁感应效应对钢丝进行加热,加热后钢丝的强度大大降低,借助较小的力就能将加热后的钢丝均匀变细并拉断,进而快速安全稳定地形成利于钢丝拉拔穿模的钢丝锥头,避免了传统人工利用轧尖机进行机械轧尖而常常出现的伤人、伤指、挤压等事故的发生,具有加热速度快、工作效率高、运行平稳、使用安全、干净无污染、操作简单、省时省力的优点。
本发明的目的可通过下述技术措施来实现:
本发明中一种利于钢丝拉拔穿模的轧尖装置包括沿钢丝走向依次排布的旋转矫直器、固定夹头、电磁感应加热管、移动夹头;在所述旋转矫直器中上下平行设置有两排矫直辊(将水平横向贯穿旋转矫直器的钢丝矫正为直条,方便后续穿线);沿所述固定夹头的厚度方向水平开设有穿丝孔Ⅰ,自固定夹头的顶面竖直向下加工有连通穿丝孔Ⅰ的压紧螺纹孔Ⅰ,在螺纹孔Ⅰ内旋装有压丝螺栓Ⅰ(钢丝从穿丝孔Ⅰ中贯穿,当向下旋拧压丝螺栓Ⅰ接触压紧钢丝的上表面就能实现钢丝后端的固定);所述电磁感应加热管与定时加热开关、感应频率档位调节器通过导线与电源串联后形成感应电路,同时在感应频率档位调节器与电磁感应加热管之间并联有热电偶(定时加热开关控制感应电路的通断电,即控制对钢丝加热的开启与断开;感应频率档位调节器用于调节加热温度;热电偶用于指示钢丝的温度、并将温度信号及时反馈给感应频率档位调节器);沿所述移动夹头的厚度方向水平开设有穿丝孔Ⅱ和丝杠螺纹孔(用于旋装有丝杠),自移动夹头的顶面竖直向下加工有连通穿丝孔Ⅱ的压紧螺纹孔Ⅱ,在螺纹孔Ⅱ内旋装有压丝螺栓Ⅱ(钢丝从穿丝孔Ⅱ中贯穿,当向下旋拧压丝螺栓Ⅱ接触压紧钢丝的上表面就能实现钢丝前端的固定),在所述丝杠螺纹孔内旋装有丝杠,丝杠的另一端通过联轴器与减速电机相连(减速电机为丝杠提供转动动力,进而带动移动夹头的前后平移,为拉断钢丝提供拉力),在移动夹头的底部安装有四个沿滑轨前后平移的滑动轮(在减速电机及丝杠的带动下,配合滑动轮的导向作用,以较小的力就能够实现移动夹头的向前移动,进而轻松稳定地拉断钢丝、实现轧尖)。
本发明中所述减速电机为正反转电机,设置有正反向转换开关(方便控制移动夹头前移拉断钢丝或移动夹头后退复位),且正反向转换开关的正转档位与定时加热开关以联动方式相连(加热开关关闭的同时,正反向转换开关的正转档位启动,减速电机开始正向转动)。
本发明中一种利于钢丝拉拔穿模的轧尖工艺是由以下步骤组成:
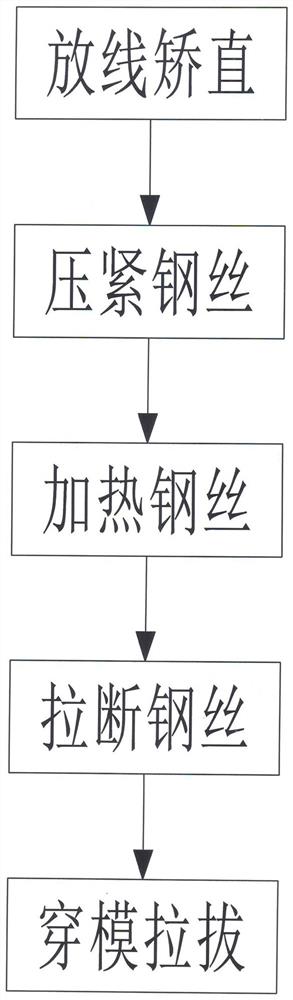
A、放线矫直:将钢丝直径为5.5~18mm的盘条展开进行放线,展开后的钢丝从旋转矫直器的上下两排矫直辊之间水平横向贯穿,在贯穿过程中钢丝被矫正为直条(方便后续穿线);
B、压紧钢丝:矫直后的钢丝依次穿过固定夹头中的穿丝孔Ⅰ、长度为300~800mm的电磁感应加热管内腔、移动夹头中的穿丝孔Ⅱ,此时关闭旋转矫直器;然后分别向下旋拧固定夹头中的压丝螺栓Ⅰ、移动夹头中的压丝螺栓Ⅱ,使压丝螺栓Ⅰ和压丝螺栓Ⅱ的下端均接触、并压紧钢丝的上表面(实现被加热段钢丝的前端固定及后端固定,为后续拉断钢丝做准备),且保证压丝螺栓Ⅰ和压丝螺栓Ⅱ的距离为电磁感应加热管长度的2~3倍;
C、加热钢丝:开启并选定感应频率档位调节器中对应所需的频率规格,控制定时加热开关启动,电磁感应加热管通电后产生交变磁场,利用电磁感应效应对位于电磁感应加热管内腔中的钢丝快速加热;当电偶检测到钢丝被加热至890~1000℃时,电偶将温度信号反馈到感应频率档位调节器,控制定时加热开关断开,停止加热;
D、拉断钢丝:加热后的钢丝强度降低到正常强度的1/4~1/2;开启减速电机的正反向转换开关至正转档位,通过联轴器带动丝杠正向转动,再通过丝杠与丝杠螺纹孔的配合带动移动夹头以2~10mm/s的速度向前平移,后端被固定夹头压紧固定、前端被移动夹头压紧固定且随移动夹头一起缓慢向前平移的钢丝逐渐被均匀拉细至断开,关闭正反向转换开关使减速电机停止旋转,此时在钢丝的断口处形成利于钢丝拉拔穿模的钢丝锥头;
E、穿模拉拔:分别向上反向旋开压丝螺栓Ⅰ和压丝螺栓Ⅱ,松开对钢丝断口两端的固定;然后将盘条相连端的钢丝从固定夹头的穿丝孔Ⅰ以及旋转矫直器中移出后配合拉丝模进行后续穿模拉拔,即将盘条相连端的钢丝锥头断口贯穿拉丝模中嵌装在模套内腔的模芯锥形内孔后开始拉拔;而将断口另一端的钢丝当做废品进行回收;同时开启减速电机的正反向转换开关至反转档位,减速电机反转,带动丝杠反向转动,移动夹头后退复位,为下一次的轧尖操作做好准备。
本发明的设计原理如下:
本发明利用电磁感应效应对钢丝进行加热——即交变电流通过电磁感应加热管产生交变磁场,具有良好导磁性的钢丝内置于交变磁场中切割交变磁力线,于是在钢丝产生交变电流(即涡流),涡流使钢丝内部的原子高速无规则运动,原子互相碰撞、摩擦而产生热能,从而快速加热钢丝(一般加热到890~1000℃时断开加热电源),具有加热速度快、干净无污染的优点。而钢丝被加热后强度大大降低,钢丝端头随着丝杠所驱动的移动夹头沿滑轨低速前移时,只需借助移动夹头前移时较小的夹持力就能将加热后的钢丝均匀变细并拉断,进而快速安全稳定地形成利于钢丝拉拔穿模的钢丝锥头,避免了传统人工利用轧尖机进行机械轧尖而常常出现的伤人、伤指、挤压等事故的发生,具有操作简单、省时省力、工作效率高、运行平稳、使用安全的优点。
本发明的有益技术效果如下:
本发明利用电磁感应效应对钢丝进行加热,加热后钢丝的强度大大降低,借助较小的力就能将加热后的钢丝均匀变细并拉断,进而快速安全稳定地形成利于钢丝拉拔穿模的钢丝锥头,具有加热速度快、工作效率高、运行平稳、使用安全、干净无污染、操作简单、省时省力的优点。
附图说明
图1是本发明的轧尖工艺流程示意图。
图2是本发明的轧尖装置结构示意图。
图3是本发明中钢丝拉断后得到的钢丝锥头进行后续穿模环节的示意图。
图中的零件序号:1、钢丝,2、旋转矫直器,2-1、矫直辊,3、固定夹头,3-1、压丝螺栓Ⅰ,3-2、穿丝孔Ⅰ,3-3、压紧螺纹孔Ⅰ,4、电磁感应加热管,4-1、定时加热开关,4-2、感应频率档位调节器,4-3、热电偶,5、移动夹头,5-1、压丝螺栓Ⅱ,5-2、穿丝孔Ⅱ,5-3、减速电机,5-3-1、正反向转换开关,5-4、联轴器,5-5、丝杠,5-6、丝杠螺纹孔,5-7、滑动轮,5-8、压紧螺纹孔Ⅱ,6、拉丝模,6-1、模套,6-2、模芯。
具体实施方式
本发明以下结合附图和实施例作进一步描述:
本发明中一种利于钢丝拉拔穿模的轧尖装置包括沿钢丝(1走向依次排布的旋转矫直器2、固定夹头3、电磁感应加热管4、移动夹头5;在所述旋转矫直器2中上下平行设置有两排矫直辊2-1(将水平横向贯穿旋转矫直器2的钢丝1矫正为直条,方便后续穿线);沿所述固定夹头3的厚度方向水平开设有穿丝孔Ⅰ3-2,自固定夹头3的顶面竖直向下加工有连通穿丝孔Ⅰ的压紧螺纹孔Ⅰ3-3,在螺纹孔Ⅰ内旋装有压丝螺栓Ⅰ3-1(钢丝1从穿丝孔Ⅰ3-2中贯穿,当向下旋拧压丝螺栓Ⅰ3-1接触压紧钢丝1的上表面就能实现钢丝1后端的固定);所述电磁感应加热管4与定时加热开关4-1、感应频率档位调节器4-2通过导线与电源串联后形成感应电路,同时在感应频率档位调节器4-2与电磁感应加热管4之间并联有热电偶4-3(定时加热开关4-1控制感应电路的通断电,即控制对钢丝1加热的开启与断开;感应频率档位调节器4-2用于调节加热温度;热电偶4-3用于指示钢丝1的温度、并将温度信号及时反馈给感应频率档位调节器4-2);沿所述移动夹头5的厚度方向水平开设有穿丝孔Ⅱ5-2和丝杠螺纹孔5-6(用于旋装有丝杠5-5),自移动夹头5的顶面竖直向下加工有连通穿丝孔Ⅱ的压紧螺纹孔Ⅱ5-8,在螺纹孔Ⅱ内旋装有压丝螺栓Ⅱ5-1(钢丝1从穿丝孔Ⅱ5-2中贯穿,当向下旋拧压丝螺栓Ⅱ5-1接触压紧钢丝1的上表面就能实现钢丝1前端的固定),在所述丝杠螺纹孔5-6内旋装有丝杠5-5,丝杠5-5的另一端通过联轴器5-4与减速电机5-3相连(减速电机5-3为丝杠5-5提供转动动力,进而带动移动夹头5的前后平移,为拉断钢丝提供拉力),在移动夹头5的底部安装有四个沿滑轨前后平移的滑动轮5-7(在减速电机5-3及丝杠5-5的带动下,配合滑动轮5-7的导向作用,以较小的力就能够实现移动夹头5的向前移动,进而轻松稳定地拉断钢丝1、实现轧尖)。
本发明中所述减速电机5-3为正反转电机,设置有正反向转换开关5-3-1(方便控制移动夹头5前移拉断钢丝1或移动夹头5后退复位),且正反向转换开关5-3-1的正转档位与定时加热开关4-1以联动方式相连(加热开关4-1关闭的同时,正反向转换开关5-3-1的正转档位启动,减速电机5-3开始正向转动)。
实施例一
实施例一中一种利于钢丝拉拔穿模的轧尖工艺是由以下步骤组成:
A、放线矫直:将钢丝直径为15.5mm的盘条展开进行放线,展开后的钢丝1从旋转矫直器2的上下两排矫直辊2-1之间水平横向贯穿,在贯穿过程中钢丝1被矫正为直条(方便后续穿线);
B、压紧钢丝:矫直后的钢丝1依次穿过固定夹头3中的穿丝孔Ⅰ3-2、长度为800mm的电磁感应加热管4内腔、移动夹头5中的穿丝孔Ⅱ5-2,此时关闭旋转矫直器2;然后分别向下旋拧固定夹头3中的压丝螺栓Ⅰ3-1、移动夹头5中的压丝螺栓Ⅱ5-1,使压丝螺栓Ⅰ3-1和压丝螺栓Ⅱ5-1的下端均接触、并压紧钢丝1的上表面(实现被加热段钢丝1的前端固定及后端固定,为后续拉断钢丝做准备),且保证压丝螺栓Ⅰ3-1和压丝螺栓Ⅱ5-1的距离为电磁感应加热管4长度的2~3倍;
C、加热钢丝:开启并选定感应频率档位调节器4-2中对应所需的频率规格,控制定时加热开关4-1启动,电磁感应加热管4通电后产生交变磁场,利用电磁感应效应对位于电磁感应加热管4内腔中的钢丝1快速加热;当电偶4-3检测到钢丝1被加热至980℃时,电偶4-3将温度信号反馈到感应频率档位调节器4-2,控制定时加热开关4-1断开,停止加热;
D、拉断钢丝:加热后的钢丝强度降低到正常强度的1/4;开启减速电机5-3的正反向转换开关5-3-1至正转档位,通过联轴器5-4带动丝杠5-5正向转动,再通过丝杠5-5与丝杠螺纹孔5-6的配合带动移动夹头5以3mm/s的速度向前平移,后端被固定夹头3压紧固定、前端被移动夹头5压紧固定且随移动夹头5一起缓慢向前平移的钢丝1逐渐被均匀拉细至断开,关闭正反向转换开关5-3-1使减速电机5-3停止旋转,此时在钢丝1的断口处形成利于钢丝拉拔穿模的钢丝锥头;
E、穿模拉拔:分别向上反向旋开压丝螺栓Ⅰ3-1和压丝螺栓Ⅱ5-1,松开对钢丝1断口两端的固定;然后将盘条相连端的钢丝1从固定夹头3的穿丝孔Ⅰ3-2以及旋转矫直器2中移出后配合拉丝模6进行后续穿模拉拔,即将盘条相连端的钢丝1锥头断口贯穿拉丝模6中嵌装在模套6-1内腔的模芯6-2锥形内孔后开始拉拔;而将断口另一端的钢丝1当做废品进行回收;同时开启减速电机5-3的正反向转换开关5-3-1至反转档位,减速电机5-3反转,带动丝杠5-5反向转动,移动夹头5后退复位,为下一次的轧尖操作做好准备。
实施例二
实施例二中一种利于钢丝拉拔穿模的轧尖工艺是由以下步骤组成:
A、放线矫直:将钢丝直径为5.5mm的盘条展开进行放线,展开后的钢丝1从旋转矫直器2的上下两排矫直辊2-1之间水平横向贯穿,在贯穿过程中钢丝1被矫正为直条(方便后续穿线);
B、压紧钢丝:矫直后的钢丝1依次穿过固定夹头3中的穿丝孔Ⅰ3-2、长度为300mm的电磁感应加热管4内腔、移动夹头5中的穿丝孔Ⅱ5-2,此时关闭旋转矫直器2;然后分别向下旋拧固定夹头3中的压丝螺栓Ⅰ3-1、移动夹头5中的压丝螺栓Ⅱ5-1,使压丝螺栓Ⅰ3-1和压丝螺栓Ⅱ5-1的下端均接触、并压紧钢丝1的上表面(实现被加热段钢丝1的前端固定及后端固定,为后续拉断钢丝做准备),且保证压丝螺栓Ⅰ3-1和压丝螺栓Ⅱ5-1的距离为电磁感应加热管4长度的2~3倍;
C、加热钢丝:开启并选定感应频率档位调节器4-2中对应所需的频率规格,控制定时加热开关4-1启动,电磁感应加热管4通电后产生交变磁场,利用电磁感应效应对位于电磁感应加热管4内腔中的钢丝1快速加热;当电偶4-3检测到钢丝1被加热至890℃时,电偶4-3将温度信号反馈到感应频率档位调节器4-2,控制定时加热开关4-1断开,停止加热;
D、拉断钢丝:加热后的钢丝强度降低到正常强度的1/2;开启减速电机5-3的正反向转换开关5-3-1至正转档位,通过联轴器5-4带动丝杠5-5正向转动,再通过丝杠5-5与丝杠螺纹孔5-6的配合带动移动夹头5以8mm/s的速度向前平移,后端被固定夹头3压紧固定、前端被移动夹头5压紧固定且随移动夹头5一起缓慢向前平移的钢丝1逐渐被均匀拉细至断开,关闭正反向转换开关5-3-1使减速电机5-3停止旋转,此时在钢丝1的断口处形成利于钢丝拉拔穿模的钢丝锥头;
E、穿模拉拔:分别向上反向旋开压丝螺栓Ⅰ3-1和压丝螺栓Ⅱ5-1,松开对钢丝1断口两端的固定;然后将盘条相连端的钢丝1从固定夹头3的穿丝孔Ⅰ3-2以及旋转矫直器2中移出后配合拉丝模6进行后续穿模拉拔,即将盘条相连端的钢丝1锥头断口贯穿拉丝模6中嵌装在模套6-1内腔的模芯6-2锥形内孔后开始拉拔;而将断口另一端的钢丝1当做废品进行回收;同时开启减速电机5-3的正反向转换开关5-3-1至反转档位,减速电机5-3反转,带动丝杠5-5反向转动,移动夹头5后退复位,为下一次的轧尖操作做好准备。
实施例三
实施例三中一种利于钢丝拉拔穿模的轧尖工艺是由以下步骤组成:
A、放线矫直:将钢丝直径为10.5mm的盘条展开进行放线,展开后的钢丝1从旋转矫直器2的上下两排矫直辊2-1之间水平横向贯穿,在贯穿过程中钢丝1被矫正为直条(方便后续穿线);
B、压紧钢丝:矫直后的钢丝1依次穿过固定夹头3中的穿丝孔Ⅰ3-2、长度为600mm的电磁感应加热管4内腔、移动夹头5中的穿丝孔Ⅱ5-2,此时关闭旋转矫直器2;然后分别向下旋拧固定夹头3中的压丝螺栓Ⅰ3-1、移动夹头5中的压丝螺栓Ⅱ5-1,使压丝螺栓Ⅰ3-1和压丝螺栓Ⅱ5-1的下端均接触、并压紧钢丝1的上表面(实现被加热段钢丝1的前端固定及后端固定,为后续拉断钢丝做准备),且保证压丝螺栓Ⅰ3-1和压丝螺栓Ⅱ5-1的距离为电磁感应加热管4长度的2~3倍;
C、加热钢丝:开启并选定感应频率档位调节器4-2中对应所需的频率规格,控制定时加热开关4-1启动,电磁感应加热管4通电后产生交变磁场,利用电磁感应效应对位于电磁感应加热管4内腔中的钢丝1快速加热;当电偶4-3检测到钢丝1被加热至920℃时,电偶4-3将温度信号反馈到感应频率档位调节器4-2,控制定时加热开关4-1断开,停止加热;
D、拉断钢丝:加热后的钢丝强度降低到正常强度的2/5;开启减速电机5-3的正反向转换开关5-3-1至正转档位,通过联轴器5-4带动丝杠5-5正向转动,再通过丝杠5-5与丝杠螺纹孔5-6的配合带动移动夹头5以5mm/s的速度向前平移,后端被固定夹头3压紧固定、前端被移动夹头5压紧固定且随移动夹头5一起缓慢向前平移的钢丝1逐渐被均匀拉细至断开,关闭正反向转换开关5-3-1使减速电机5-3停止旋转,此时在钢丝1的断口处形成利于钢丝拉拔穿模的钢丝锥头;
E、穿模拉拔:分别向上反向旋开压丝螺栓Ⅰ3-1和压丝螺栓Ⅱ5-1,松开对钢丝1断口两端的固定;然后将盘条相连端的钢丝1从固定夹头3的穿丝孔Ⅰ3-2以及旋转矫直器2中移出后配合拉丝模6进行后续穿模拉拔,即将盘条相连端的钢丝1锥头断口贯穿拉丝模6中嵌装在模套6-1内腔的模芯6-2锥形内孔后开始拉拔;而将断口另一端的钢丝1当做废品进行回收;同时开启减速电机5-3的正反向转换开关5-3-1至反转档位,减速电机5-3反转,带动丝杠5-5反向转动,移动夹头5后退复位,为下一次的轧尖操作做好准备。
- 一种利于钢丝拉拔穿模的轧尖工艺及轧尖装置
- 一种钢丝轧尖穿模设备