试件自动测量系统
文献发布时间:2023-06-19 12:10:19
技术领域
本发明涉及一种试件自动测量系统,尤其是一种混凝土立方体试件自动测量系统,属于试验设备技术领域。
背景技术
在建筑工程中,需要对所使用的混凝土进行性能测试,其中包括抗压性能的测试,其具体做法是:先在特制模具中浇筑一批混凝土试件,然后将混凝土试件放到压力试验机中,通过试验机对其进行挤压,直至试件破碎,并记载上述过程中各项参数,从而得出混凝土的抗压性能。
GB/T50081-2019《混凝土物理力学性能试验方法标准》第3.3条对试件的尺寸测量与公差提出了具体的要求,而目前的检测方法主要是人工测量,使用普通量具如千分尺、游标卡尺等测量试件外形尺寸,不仅测量繁琐、效率低下,且由于检查人员手法不同和视觉误差,会给试件的尺寸测量带来较大误差,测量精度较低,人为因素影响较大。另一种自动测量系统,通过将光栅尺、千分表等集成到自动控制机构上,实现了高精度,自动化的测量;如CN105157582B的专利文件提供了一种高精度的试样尺寸测量系统,包括由上到下依次安装的试样对中位移机构、连接机构、试样测量机构、试样夹持机构以及试样测量驱动机构,其中试样测量驱动机构安装于底板的上方;试样对中位移机构为连杆机构;试样测量机构包括:横向光栅尺、纵向光栅尺和立板,横向光栅尺和纵向光栅尺通过连接件与所述立板连接;可适应针对6~60mm的中厚板试样尺寸的全自动测量,试样对中位移机构保证横向光栅尺始终位于上下夹板的间距中心线上,即试样的厚度中心线上,测量精度均可控制在0.004mm以下,具备可靠、稳定的测量精度,有效保证了全自动试样的连续进行。其缺点是仅能测量厚度一个方向的尺寸。
CN212082286U的专利文件提供了一种标准试样尺寸测量系统,包括机架、传送机械手、上位机以及设置在机架上的扫码组件、固定组件、喷码组件、测量组件;其中,所述的上位机与测量组件电性连接,用于采集样品的尺寸数据,并根据该尺寸信息判断样品的类型;所述的测量组件包括用于测量样品厚度的第一滑轨机构、用于测量样品长度和宽度的第二滑轨机构以及用于设置第一滑轨机构、第二滑轨机构的固定框体;所述的测量组件包括用于测量样品长度和宽度的CCD线阵、用于测量样品厚度的螺杆驱动机构;其中,所述的底板的边沿设置有一列至少两个定位单元且与传送机械手上的定位装置进行配合,用于将样品放置在成像物镜的物方视场中并将CCD线阵像敏面设置在成像物镜的最佳像面位置上;其中,所述的CCD线阵与上位机电性连接,用于将测量结果上传至上位机中;所述的螺杆驱动机构通过步进电机驱动螺杆与滑块配合,使滑块在对应的导轨上移动,从而完成对样品的厚度测量。本实用新型所述的装置通过视觉装置或工作站预置样品类型数据库,通过测量结果及数据库的对照,解决了不同类型样品同时进行尺寸测量时的试样类型识别,分类,打码等问题,减少了人工识别的时间及失误。其缺点是仅能测量试件边长的尺寸, 不能测量承压面平面度以及邻面垂直度,不能满足GB/T50081-2019《混凝土物理力学性能试验方法标准》对于试件的测量要求。同样的,本申请人也提出了相应的解决方案,如CN207501899 U公开的一种立方体试块自动测量系统,通过前挡板、V型座实现立方体三个相邻面的固定,再通过三个相互垂直布置的位移传感器进行立方体试块的长度、宽度、厚度三个方向的尺寸测量。但也存在相同的缺点,仅能测量试块边长的尺寸, 不能测量承压面平面度以及邻面垂直度,不能满足GB/T50081-2019《混凝土物理力学性能试验方法标准》对于试件的测量要求。
发明内容
本发明的目的是针对现有技术存在的不足,提供一种自动化程度高、可连续对试样的多个侧面测量、测量精度高且不受人为因素影响、降低了工作强度的试件自动测量系统。
为实现上述目的,本发明采用以下技术方案:
一种试件自动测量系统,包括试件测量装置,其特征在于:还包括试件旋转装置,所述的试件测量装置设置于支架上并与试件旋转装置相对应,试件测量装置的高度高于试件旋转装置上试件的高度,可对试件的上顶面和侧面进行扫描。
上述的试件自动测量系统中,还包括试件送进装置、试件送出装置和试件抓取装置,试件送进装置、试件旋转装置、试件送出装置从左至右依次排列,试件抓取装置可将试件送进装置上的试件抓取到试件旋转装置上、或从试件旋转装置上抓取到试件送出装置上,所述的试件测量装置设置于支架上并与试件旋转装置相对应,试件测量装置的高度高于试件旋转装置上试件的高度,可对试件的上顶面和侧面进行扫描。
通过采用上述技术方案,试件置于试件旋转装置上,试件测量装置采用三维尺寸测量仪,安装在支架上,高度高于试件旋转装置上试件的高度,与试件旋转装置配合使用,可对试件的上顶面和侧面进行扫描,可以自动测量试块边长、承压面平面度以及邻面垂直度,测量数据自动上传管理系统,三维尺寸测量仪采用多频像移技术,结合反差增强面结构光栅,运用逐像素补偿技术,修正高阶畸变,测量精度、扫描时间短。
上述的试件自动测量系统中,所述的试件送进装置为链板输送机A,右端设有对中装置;所述的试件送出装置为链板输送机B,右端设有挡板。
所述的对中装置为对称设置于链板输送机A前后两侧的对中板,两对中板相对的侧面左端为斜面、右端为相互平行的平面,平面之间的距离大于等于试件的边长,斜面之间的距离由左至右逐渐减小。
通过采用上述技术方案,试件送进装置、试件送出装置均采用链板输送机,输送速度准确稳定,能保证精确的同步输送,链板输送面平坦光滑,摩擦力小,清洁方便,输送物料比较稳定,输送精准度高。链板输送机A的右端在前后两侧设有对中板,链板输送机A将试件向右传送的过程中能将试件自动对中,方便试件抓取装置抓取。链板输送机B的右端设有挡板,链板输送机B将测试完的试件向右传送的过程中能将试件自动靠近在一起,方便上下料机器人抓取,转移至下道工序。
进一步地,所述的链板输送机A后侧的左端设有一排光电开关A,右端设有试件限位开关;光电开关A用于检测链板输送机A上有无试件,试件限位开关用于检测试样是否输送到位;
通过采用上述技术方案,链板输送机A后侧的右端设置的试件限位开关检测到链板输送机A的右端有试件时,将信号传给控制系统,试件抓取装置可以抓取试件;而试件限位开关检测到链板输送机A的右端没有试件时,将信号传给控制系统,然后控制系统自动控制链板输送机A向右传送试件;链板输送机A后侧的左端设置的一排光电开关A,用来检测此区域有无试件,当此区域的试件全部离开时,上下料机器人方可再次放置试件,确保不会重复叠加摆放。
所述的链板输送机B后侧的左端设有试件检测开关,右端设有一排光电开关B;试件检测开关用于检测链板输送机B的左端有无试件,光电开关B用于检测一组试样是否输送到位;
通过采用上述技术方案,链板输送机B后侧的左端设置的试件检测开关检测到链板输送机B的左端有试件时,将信号传给控制系统,然后控制系统自动控制链板输送机B向右传送试件;链板输送机B后侧的右端设置的一排光电开关B,用来检测此区域有无试件,当此区域的一组试件全部到位时,上下料机器人方可抓取试件,转移至下道工序。
上述的试件自动测量系统中,所述的试件抓取装置包括机架、可在机架上左右移动的滑板、可在滑板上上下移动的立杆,立杆的下端连接有夹具。
进一步地,所述的机架与滑板之间设有纵向驱动机构和纵向导轨副,纵向驱动机构驱动滑板可在机架上纵向移动,纵向导轨副的直线导轨安装在机架上、滑块安装在滑板上;滑板与立杆之间设有竖向驱动机构和竖向导轨副,竖向驱动机构驱动立杆可在滑板上竖向移动,竖向导轨副的直线导轨安装在立杆上、滑块安装在立板上,立板固连于滑板上。
进一步地,所述的纵向驱动机构包括纵向驱动电机、纵向驱动齿轮和纵向齿条,纵向驱动电机固定于滑板上,纵向齿条固定于机架上,纵向驱动齿轮连接于纵向驱动电机的输出轴上并与纵向齿条相啮合;
所述的竖向驱动机构包括竖向驱动电机、竖向驱动齿轮和竖向齿条,竖向驱动电机固定于立板上,立板固连于滑板上,竖向齿条固定于立杆上,竖向驱动齿轮连接于竖向驱动电机的输出轴上并与竖向齿条相啮合。
通过采用上述技术方案,夹具连接于立杆的下端,立杆由纵向驱动电机、竖向驱动电机驱动可水平、左右同时移动,抓取、释放试件的效率较高。
上述的试件自动测量系统中,所述的夹具包括夹具座、夹料气缸、左夹板、右夹板,夹料气缸设置于夹具座的上部,夹料气缸的杆端缩回或伸出带动左夹板、右夹板相向运动夹紧试件或背向运动释放试件。
通过采用上述技术方案,左夹板、右夹板采用气缸驱动,速度快、效率高,结构比较简单,便于安装、使用和维修。
进一步地,所述的夹具座包括上板、中板和下板,上板与中板之间通过上立板相连,中板与下板之间通过下立板相连,所述的上板与立杆的下端相连;夹料气缸连接于上板与中板之间,夹料气缸的杆端穿过中板上的通孔、端部连接有铰轴座;铰轴座上连接有导向板,中板上位于夹料气缸的两侧分别设置导向座,与导向座滑动配合的导向柱的下端与导向板相连;下板上设置有直线导轨副,直线导轨副的导轨安装在下板的底面上,左滑块上连接所述的左夹板,右滑块上连接所述的右夹板;左连杆的两端分别与左夹板、铰轴座铰接,右连杆的两端分别与右夹板、铰轴座铰接;夹料气缸驱动铰轴座、导向板沿着导向座在上板与中板之间上下运动,并驱动左滑块、右滑块相向运动或背向运动,带动左夹板、右夹板夹紧试件或释放试件。
通过采用上述技术方案,上板与中板之间通过上立板相连,中板与下板之间通过下立板相连,可以提高夹具座的整体刚性;夹料气缸的两侧分别设置导向座、导向柱,导向柱沿着导向座内的导套滑动,可以提高夹料气缸的使用寿命。
上述的试件自动测量系统中,所述的试件旋转装置包括工作台架、主电机、旋转工作台,旋转工作台连接于主电机的输出轴上,主电机连接于工作台架上,工作台架的顶部设置固定工作台,固定工作台上设有直径与旋转工作台相适配的中心孔,旋转工作台与固定工作台上平面相平齐并可在中心孔中旋转。
进一步地,所述的旋转工作台上设有上下贯通的径向长孔,工作台架的后侧设有清扫气缸,清扫气缸的杆端连接清扫刮板,清扫刮板的长度大于等于旋转工作台的直径;工作台架上、旋转工作台与主电机的壳体之间设有上抽屉,用于承接清扫刮板清除的旋转工作台上的试件碎屑;工作台架上、主电机的下部设有下抽屉,试件送进装置的右端、试件送出装置的左端分别设有下端斜向下、并位于下抽屉上方的导料槽,用于承接试件送进装置、试件送出装置上的试件碎屑。
通过采用上述技术方案,旋转工作台上设有上下贯通的径向长孔,清扫气缸的活塞杆逐渐伸出驱动清扫刮板在旋转工作台的上表面运动,而旋转工作台由主电机驱动不断旋转,这样就将旋转工作台上的试件碎屑清扫至径向长孔,最终落入下方的上抽屉中。
更进一步地,所述工作台架的后侧设有后立板,清扫气缸连接于后立板上,清扫气缸的杆端穿过后立板上的通孔与清扫刮板相连;后立板上位于清扫气缸的两侧分别设置第二导向座,与第二导向座滑动配合的第二导向柱的前端与清扫刮板相连。
通过采用上述技术方案,清扫气缸的两侧分别设置第二导向座、第二导向柱,第二导向柱沿着第二导向座内的导套滑动,可以提高清扫气缸的使用寿命,并保证清扫气缸在驱动清扫刮板清除试件碎屑时运行平稳,清除彻底。
有益效果:
本发明的自动测量系统,将试件置于旋转工作台上,试件测量装置采用三维尺寸测量仪,安装在支架上,高度高于旋转工作台上试件的高度,与旋转工作台配合使用,可对试件的上顶面和侧面进行扫描,可以自动测量试块边长、承压面平面度以及邻面垂直度,测量数据自动上传管理系统,三维尺寸测量仪采用多频像移技术,结合反差增强面结构光栅,运用逐像素补偿技术,修正高阶畸变,测量精度、扫描时间短。
附图说明
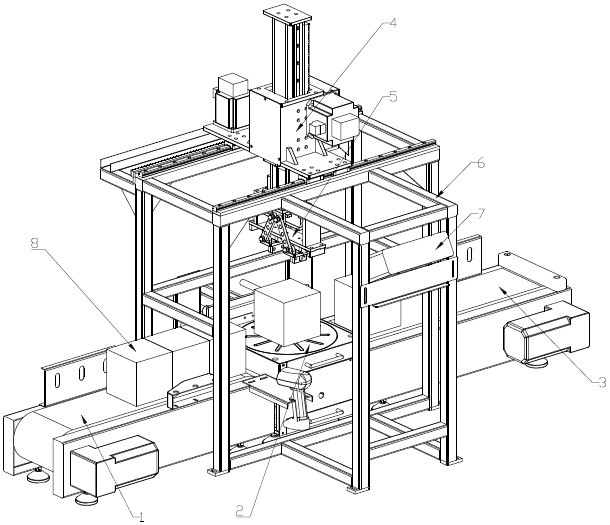
图1为本发明的前侧示意图。
图2为本发明的后侧示意图。
图3为本发明中试件送进装置、旋转工作台、工作台架、试件送出装置的示意图。
图4为本发明中试件送进装置、试件送出装置的示意图。
图5为本发明中旋转工作台、工作台架的示意图。
图6为本发明中工作台架与上抽屉、下抽屉的示意图。
图7为本发明中夹具的示意图。
图8为本发明 中上下料机器人将一组试件抓取到试件送进装置上的示意图。
图9为本发明 中试件送进装置将试件向右传送到位的示意图。
图10为本发明 中试件抓取装置将第一个试件抓取到旋转工作台上的示意图。
图11为本发明 中试件抓取装置将第一个测量完毕的试件抓取到试件送出装置上、将第二个试件抓取到旋转工作台上的示意图。
图12为本发明 中试件抓取装置将第二个测量完毕的试件抓取到试件送出装置上、将第三个试件抓取到旋转工作台上、同时上下料机器人将下一组试件抓取到试件送进装置上的示意图。
图13为本发明 中试件抓取装置将第三个测量完毕的试件抓取到试件送出装置上、将下一组中的第一个试件抓取到旋转工作台上的示意图。
图14为本发明 中试件送出装置继续向右传送试件,使3个测量完毕的试件靠在一起,最右端的试件靠在挡板上,等待上下料机器人将它们抓取转移至下道工序的示意图。
图中:1试件送进装置,11链板输送机A,12第一开关支架,13第二开关支架,14对中板,15导料槽,
2试件旋转装置,21工作台架,22固定工作台,23主电机,24旋转工作台, 241径向长孔,25后立板,26清扫气缸,27第二导向座,28第二导向柱, 29清扫刮板,30上抽屉,31下抽屉,
3试件送出装置,31链板输送机B,32第三开关支架,33第四开关支架,34挡板,35导料槽,
4试件抓取装置,41机架,42纵向导轨副,43滑板,44纵向驱动电机,45纵向驱动齿轮,46纵向齿条,47立板,48竖向驱动电机,49竖向驱动齿轮,410竖向齿条,411竖向导轨副,412立杆,
5夹具,51上板,52上立板,53夹料气缸,54导向柱,55导向座,56中板,57下立板,58下板,59铰轴座,510导向板,511左连杆,512直线导轨副,513左滑块,514左夹板,515胶垫,516右连杆,517右夹板,518右滑块,
6支架,7试件测量装置,8试件。
具体实施方式
为能清楚说明本方案的技术特点,下面通过非限定性的实施例并结合附图对本发明做进一步的说明。
本发明所述的前、后、左、右方向是依据附图所示前、后、左、右方向进行的描述。为了便于说明,仅示出了与本发明实施例有关的部分。
本实施例涉及的试件尺寸为150×150×150mm。
请见图1至图7,一种试件自动测量系统,包括从左至右依次排列的试件送进装置1、试件旋转装置2、试件送出装置3和试件抓取装置4,试件抓取装置4可将试件送进装置1上的试件抓取到试件旋转装置2上、或从试件旋转装置2上抓取到试件送出装置3上。试件送进装置1采用链板输送机A11,试件送出装置3采用链板输送机B31;试件抓取装置4包括机架41、可在机架41上左右移动的滑板43、可在滑板43上上下移动的立杆412,立杆412的下端连接有夹具5。试件旋转装置2位于机架41的正下方。
本实施例中,机架41与滑板43之间设有纵向驱动机构和纵向导轨副42,纵向驱动机构驱动滑板43可在机架41上纵向移动;具体地,机架41的上端设置前后两套纵向导轨副42,纵向导轨副42的上部设置滑板43,纵向导轨副42的直线导轨安装在机架41的上端、滑块安装在滑板43的下底面上;纵向驱动机构包括纵向驱动电机44、纵向驱动齿轮45和纵向齿条46,纵向驱动电机44固定于滑板43上,纵向齿条46固定于机架41上,纵向驱动齿轮45连接于纵向驱动电机44的输出轴上并与纵向齿条46相啮合;
滑板43与立杆412之间设有竖向驱动机构和前后两套竖向导轨副411,竖向驱动机构驱动立杆412可在滑板43上竖向移动;具体地,立杆412的前侧面和后侧面各设置一套竖向导轨副411,竖向导轨副411的直线导轨安装在立杆412上、滑块安装在立板47上,立板47固连于滑板43上;竖向驱动机构包括竖向驱动电机48、竖向驱动齿轮49和竖向齿条410,竖向驱动电机48固定于立板47上,立板47固连于滑板43上,竖向齿条410固定于立杆412上,竖向驱动齿轮49连接于竖向驱动电机48的输出轴上并与竖向齿条410相啮合。
本实施例中,夹具5包括夹具座、夹料气缸53、左夹板514、右夹板517,夹料气缸53设置于夹具座的上部,夹料气缸53的杆端缩回或伸出带动左夹板514、右夹板517相向运动夹紧试件或背向运动释放试件。
具体地,夹具座包括上板51、中板56和下板58,上板51与中板56之间通过上立板52相连,中板56与下板58之间通过下立板57相连,上板51与立杆412的下端相连;夹料气缸53连接于上板51与中板56之间,夹料气缸53的杆端穿过中板56上的通孔、端部连接有铰轴座59;铰轴座59上连接有导向板510,中板56上位于夹料气缸53的两侧分别设置导向座55,与导向座55滑动配合的导向柱54的下端与导向板510相连;下板58上设置有直线导轨副512,直线导轨副512的导轨安装在下板58的底面上,左滑块513上连接所述的左夹板514,右滑块518上连接所述的右夹板517;左连杆511的两端分别与左夹板514、铰轴座59铰接,右连杆516的两端分别与右夹板517、铰轴座59铰接;夹料气缸53驱动铰轴座59、导向板510沿着导向座55在上板51与中板56之间上下运动,并驱动左滑块513、右滑块518相向运动或背向运动,带动左夹板514、右夹板517夹紧试件或释放试件。左夹板514与右夹板517相向的一侧设有胶垫515,本实施例中胶垫515采用硬度90度的耐磨橡胶块制成,由于橡胶材质能提供更强的摩擦力,因此通过设置耐磨橡胶块,能更好地夹住试块。
链板输送机A11的右端设有对中装置,对中装置为对称设置于链板输送机A11前后两侧的对中板14,两对中板14相对的侧面左端为斜面、右端为相互平行的平面,平面之间的距离大于等于试件的边长,斜面之间的距离由左至右逐渐减小;
链板输送机A11后侧的左端设有一排光电开关A,右端设有试件限位开关;具体地,光电开关A通过第一开关支架12连接于链板输送机A11上,试件限位开关通过第二开关支架13连接于机架41上;光电开关A用于检测链板输送机A11上有无试件,试件限位开关用于检测试样是否输送到位。
链板输送机B31的右端设有挡板34,链板输送机B31后侧的左端设有试件检测开关,右端设有一排光电开关B;具体地,光电开关B通过第三开关支架32连接于链板输送机B31上,试件检测开关通过第四开关支架33连接于连接于机架41上。
本实施例中,试件旋转装置2包括工作台架21、主电机23、旋转工作台24,旋转工作台24连接于主电机23的输出轴上,主电机23连接于工作台架21上,工作台架21的顶部设置固定工作台22,固定工作台22上设有直径与旋转工作台24相适配的中心孔,旋转工作台24与固定工作台22上平面相平齐并可在中心孔中旋转。
具体地,旋转工作台24上设有上下贯通的径向长孔241,工作台架21的后侧设有清扫气缸26,清扫气缸26的杆端连接清扫刮板29,清扫刮板29的长度大于等于旋转工作台24的直径;工作台架21上、旋转工作台24与主电机23的壳体之间设有上抽屉30,用于承接清扫刮板29清除的旋转工作台24上的试件碎屑;工作台架21上、主电机23的下部设有下抽屉31,试件送进装置1的右端、试件送出装置3的左端分别设有下端斜向下、并位于下抽屉31上方的导料槽,用于承接试件送进装置1、试件送出装置3上的试件碎屑。需要说明的是试件经过反复抓取后,最后掉落的碎屑越来越少,试件送出装置3仅在需要时,使其反转即能将其上的试件碎屑输送至导料槽。
工作台架21的后侧设有后立板25,清扫气缸26连接于后立板25上,清扫气缸26的杆端穿过后立板25上的通孔与清扫刮板29相连;后立板25上位于清扫气缸26的两侧分别设置第二导向座27,与第二导向座27滑动配合的第二导向柱28的前端与清扫刮板29相连。
本实施例中试件测量装置7采用三维尺寸测量仪,安装在支架6上并与试件旋转装置2相对应,高度高于试件旋转装置2上试件的高度,与试件旋转装置2配合使用,可对试件的上顶面和侧面进行扫描,自动测量试块边长、承压面平面度以及邻面垂直度,测量数据自动上传管理系统。为了提高支架6的刚性,支架6与机架41连接在一起。
三维尺寸测量仪、纵向驱动电机44、竖向驱动电机48、主电机23、链板输送机A11、链板输送机B31、光电开关A、试件限位开关、光电开关B、试件检测开关均与控制系统相连;
夹料气缸53、清扫气缸26通过管路、电磁阀与气源相连,电磁阀与控制系统相连;
本实施例中控制系统使用PLC控制系统。
工作过程:
(1)上下料机器人抓取一组试件8放置到链板输送机A11上;
(2)链板输送机A11左端的光电开关A检测到有试块放置时,链板输送机A11向右传送试件,传送过程中对中板14将试件自动对中;
(3)链板输送机A11右端的试件限位开关检测到试件输送到位后,链板输送机A11停止;
(4)试件抓取装置4将第一个试件抓取到旋转工作台24上;同时,链板输送机A11右端的试件限位开关检测到此处无试件后,链板输送机A11向右传送试件;
(5)三维尺寸测量仪对试件的第一个侧面和上顶面进行扫描;主电机23驱动旋转工作台24旋转90度,三维尺寸测量仪对试件的第二个侧面和上顶面进行扫描;直至将试件的四个侧面扫描完毕,测量数据自动上传管理系统;
(6)试件抓取装置4将第一个测量完毕的试件抓取到链板输送机B31上;
(7)链板输送机B31左端的试件检测开关检测到链板输送机B31的左端有试件时,链板输送机B31向右传送试件,传送距离大于试件的边长(如152mm)后停止;
(8)重复步骤(4)-(7),测量第二个试件和第三个试件;
(9) 链板输送机B31继续向右传送试件,使3个试件靠在一起,且最右端的试件靠在挡板34上;
(10) 上下料机器人抓取链板输送机B31上测量完毕的一组试件,转移至下道工序;
(11) 重复步骤(1)-(10),进行下一组试件测量。
需要说明的是,本实施例是基于将试件自动测量系统应用于混凝土抗压强度智能检测系统中,如本申请人已或授权的202021407225.6号实用新型专利,试件送进装置1上的试件由上下料机器人上料,试件送出装置3的的试件由上下料机器人取出转移至下道工序。如果试件自动测量系统单独使用,则采用人工上下料或其他方式。
在对本发明的描述中,需要说明的是,术语“左”、“右”、“前”、“后”、“上”、“下”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,上述术语仅是为了便于描述本发明型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
除说明书所述的技术特征外,均为本专业技术人员的已知技术。
以上所列举的实施方式仅供理解本发明之用,并非是对本发明所描述的技术方案的限定,有关领域的普通技术人员,在权利要求所述技术方案的基础上,还可以作出多种变化或变形,所有等同的变化或变形都应涵盖在本发明的权利要求保护范围之内。
- 试件自动测量系统
- 一种试件拉伸试验断后伸长率自动测量系统