一种雾化器加工上料机构
文献发布时间:2023-06-19 12:11:54
技术领域
本发明涉及一种雾化器加工上料机构。
背景技术
现有技术中,对雾化器进行加工上料时,都是通过人工操作,过程费时费力,不能满足现代生产需求。
发明内容
为实现以上目的,本实用提供以下技术方案:
一种雾化器加工上料机构,包括工作台,所述工作台上方设置有振动盘、送料装置,所述振动盘连接有置物轨道,所述输送轨道的端部设置有限位槽,所述振动盘用于放置所述雾化器加工原件并将其内的所述雾化器加工原件有序排列至置物轨道内,所述送料装置包括沿着工作台横向布置的横向导轨,所述横向导轨安装有横向滑块,所述横向滑块可沿着横向导轨滑动,所述横向滑块连接有驱动横向滑块的第一丝杆、第一电机,所述第一丝杆与横向滑块螺接,所述第一电机驱动第一丝杆转动,所述横向滑块上方安装有竖向支架,所述竖向支架通过第二电机安装在所述横向滑块上,所述第二电机固定在所述横向滑块上,所述第二电机的电机轴与竖向支架固定连接,所述竖向支架安装有机械手,所述机械手通过气缸连接所述竖向支架上。
进一步地,所述机械手为吸盘。
进一步地,所述第二电机与竖向支架通过联轴器连接。
进一步地,所述工作台的底部设置有两只支撑脚,两只支撑脚之间设置有滑动板,所述滑动板底部设置有滚动轮,所述滑动板沿着所述支撑脚滑动,所述滑动板的滑动通过第二丝杆、第三电机驱动,所述第二丝杆与所述滑动板螺接,所述第三电机固定在所述工作台上,所述第三电机的电机轴与第二丝杆固定连接。
本发明的有益效果在于:振动盘振动时,可将雾化器加工原件按顺序布置在置物轨道上,此时,将开启气缸驱动机械手抓取端部限位槽的雾化器加工原件,然后转动机械手180度,最后通过横向滑块的滑动将雾化器加工原件输送至相应的加工位置。以上机构中,对雾化器加工原件进行加工时,全程由机器自动完成相应的操作,可以减少人工成本以及提高生产效率。
附图说明
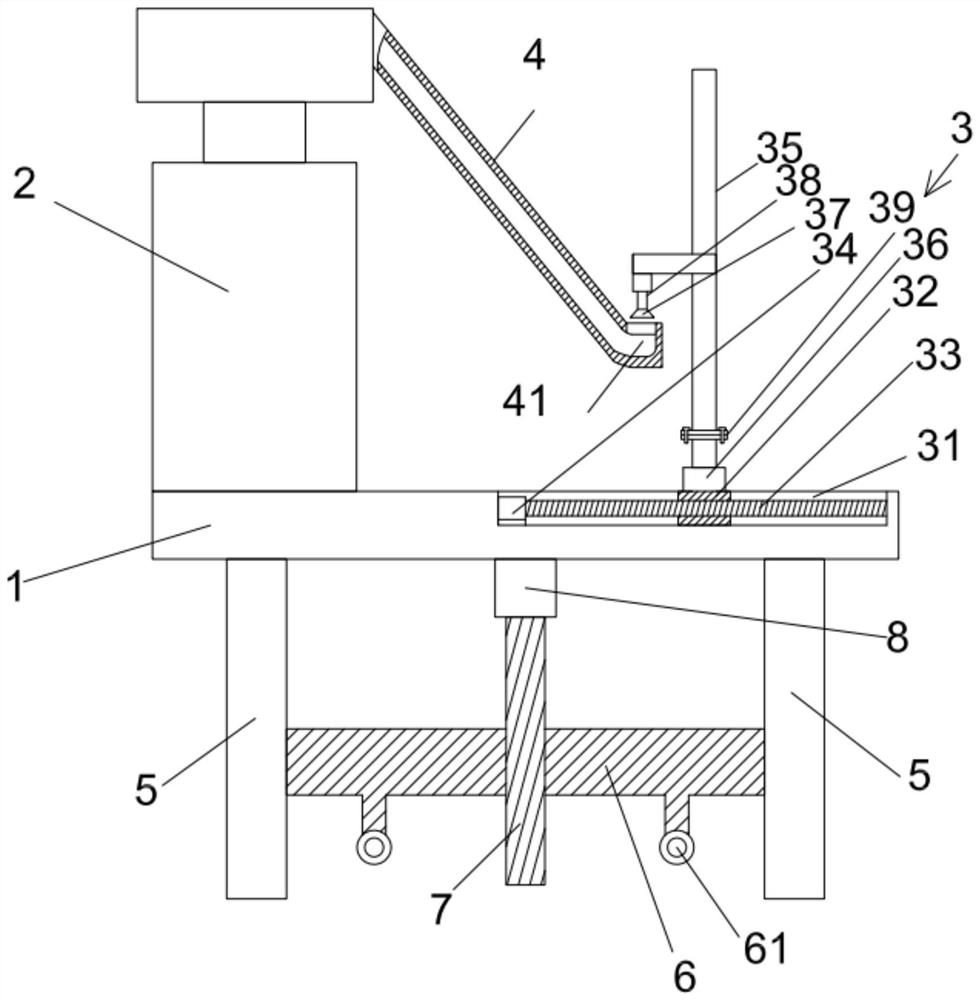
图1是本发明实施例中雾化器加工上料机构结构示意图。
具体实施方式
以下结合实施例对本发明作进一步的阐述,所述的实施例仅为本发明一部分的实施例,这些实施例仅用于解释本发明,对本发明的范围并不构成任何限制。
如图1所示,一种雾化器加工上料机构,包括工作台1,所述工作台1上方设置有振动盘2、送料装置3,所述振动盘3连接有置物轨道4,所述输送轨道4的端部设置有限位槽41,所述振动盘2用于放置所述雾化器加工原件并将其内的所述雾化器加工原件有序排列至置物轨道4内,所述送料装置3包括沿着工作台横向布置的横向导轨31,所述横向导轨31安装有横向滑块32,所述横向滑块32可沿着横向导轨31滑动,所述横向滑块32连接有驱动横向滑块32的第一丝杆33、第一电机34,所述第一丝杆33与横向滑块32螺接,所述第一电机34驱动第一丝杆33转动,所述横向滑块32上方安装有竖向支架35,所述竖向支架35通过第二电机36安装在所述横向滑块32上,所述第二电机36固定在所述横向滑块32上,所述第二电机36的电机轴与竖向支架35固定连接,所述竖向支架35安装有机械手37,所述机械手37通过气缸38连接所述竖向支架35上。
本发明上料机构的工作过程:
振动盘2振动时,可将雾化器加工原件按顺序布置在置物轨道4上,此时,将开启气缸38驱动机械手37抓取端部限位槽41的雾化器加工原件,然后转动机械手180度,最后通过横向滑块32的滑动将雾化器加工原件输送至相应的加工位置。以上机构中,对雾化器加工原件进行加工时,全程由机器自动完成相应的操作,可以减少人工成本以及提高生产效率。
进一步地,所述机械手37为吸盘。
进一步地,所述第二电机36与竖向支架35通过联轴器39连接。
进一步地,所述工作台1的底部设置有两只支撑脚5,两只支撑脚5之间设置有滑动板6,所述滑动板6底部设置有滚动轮61,所述滑动板6沿着所述支撑脚5滑动,所述滑动板6的滑动通过第二丝杆7、第三电机8驱动,所述第二丝杆7与所述滑动板6螺接,所述第三电机8固定在所述工作台1上,所述第三电机8的电机轴与第二丝杆7固定连接。
本发明中,在需要移动工作台1时,可开启第三电机8,进而驱动滑动板6向下运动,将滚动轮61放置在地面并将支撑脚5悬空,此时,可以轻易推动工作台1。
以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容作出些许更改变动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
- 一种雾化器加工上料机构
- 一种粉末铸造后级加工上料机构及上料方法