多组分聚合物混合螺旋射流装置
文献发布时间:2023-06-19 12:11:54
技术领域
本发明属于涂层喷涂技术领域,涉及一种用于向固体表面喷涂聚合物涂层的装置,具体地说是一种多组分聚合物混合螺旋射流装置。
背景技术
目前,用于聚合物涂层喷涂的设备基本都采用以下工作方式:先将至少两种反应性聚合物材料完全混合,再将产生的混合物通过喷嘴以薄管形式直线喷出,喷出过程中,混合物凭借加压空气被雾化,进而以涂层形式喷涂至固体表面。但是,上述工作方式的设备在使用时往往存有以下不足:
1、易出现雾化反射现象。该设备以直线喷射形式将混合物喷至固体表面,雾化后的混合物与固体表面接触后易反射飞溅至其它位置,使最终生产制得的产品表面易出现脏污,且一定程度上还造成了原料的浪费;
2、喷涂过程中固体易发生位置移动。该设备将混合物以薄管形式直线喷出,对固体表面的冲击力比较大,若待涂层固体较薄且质量较小,喷涂时易造成固体的位置移动,喷涂位置发生改变,涂层质量不达标,最终导致产品损失;
3、喷涂不到位,喷涂边缘雾化严重。首先,该设备的直线喷射结构,当被喷涂固体为不规则形状,喷涂面与喷射直线角度小于90°时,就容易出现喷涂不到位的问题,很难将混合物全面、均匀的喷涂到固体的非平面部位;其次,该设备喷出的混合物为雾化后的薄管形状,混合物喷至固体表面时呈圆形分布,喷幅内混合物颗粒分布极不均匀,易出现圆形边缘雾化严重,喷涂边界不清晰的情况。
发明内容
为解决现有技术中存在的以上不足,本发明旨在提供一种多组分聚合物混合螺旋射流装置,以在向固体表面喷涂聚合物涂层时能够达到减少雾化飞溅,保证射幅边界清晰的目的。
为实现上述目的,本发明所采用的技术方案如下:一种多组分聚合物混合螺旋射流装置,包括螺杆混合机构、用于将聚合物送入螺杆混合机构中的供料机构,以及用于将经螺杆混合机构混合后的聚合物射出的螺旋气路射流机构;
所述螺旋气路射流机构包括束流气路、螺旋气路和设于螺杆混合机构出料端口处的螺旋射流板;其中,螺旋射流板包括设于中心的喷嘴,和以喷嘴为圆心呈圆周分布的多个束流气路孔;所述喷嘴内侧壁上呈环形分布有多个螺旋气路孔,且多个螺旋气路孔汇聚至喷嘴端口处;
所述束流气路孔与束流气路相连通,螺旋气路孔与螺旋气路相连通。
作为本发明的限定,多个螺旋气路孔通过喷嘴出料端口处的锥形孔与外界相连通;并且,每个螺旋气路孔的螺旋角度均为30~90°,向喷嘴出料端口中心的倾斜角度为15~60°。
作为本发明的另一种限定,螺杆混合机构包括螺杆腔,设于螺杆腔内的螺杆,用于驱动螺杆围绕其轴线旋转的电机组件,以及用于驱动螺杆沿其轴线方向前后移动的气缸组件。
作为本发明的进一步限定,螺杆临近喷嘴一端的端部沿其轴线方向设有导流柱。
作为本发明的再进一步限定,螺杆为锥形螺杆,并且,螺杆临近喷嘴一端的端部直径小于喷嘴端口的直径。
作为本发明的更进一步限定,电机组件与螺杆之间为莫氏锥度连接方式;电机组件底端与气缸组件相固定。
作为本发明的再进一步限定,螺杆腔上套设有用于散热降温的冷却套。
作为本发明的更进一步限定,供料机构包括至少两组与螺杆腔相连通的计量泵和料阀。
作为本发明的其它限定,还包括用于安装固定螺杆混合机构的六轴机器人。
由于采用了上述的技术方案,本发明与现有技术相比,所取得的有益效果是:
(1)本发明的螺旋气路射流机构中设置有束流气路和螺旋气路,其中,束流气路自螺旋射流板的束流气路孔中吹出筒状压缩空气,能够限制喷幅边缘聚合物微粒的飞溅和散射;
螺旋气路自螺旋射流板的螺旋气路孔吹出螺旋压缩空气,可通过螺旋射流方式令混合后的聚合物呈螺旋锥面以一定倾斜角度均匀射流至固体表面,不仅可提高聚合物的附着率,而且能够减少对固体表面的冲击力,在喷射过程中固体不会发生位移,可有效避免产品损失;另一方面,通过螺旋射流方式可对固体内侧凹凸内壁进行立面射流,实现广角射流,保证聚合物微粒能够全面、均匀的喷射到固体的非平面部位。
(2)本发明的螺旋射流板中螺旋气路孔为双角度的出气方向,包括螺旋方向和倾斜方向。其中,螺旋方向可以产生螺旋气流,使经螺杆腔混合后的聚合物能够呈螺旋状;倾斜方向(向喷嘴端口中心倾斜)可以使产生的螺旋气流内聚,进而可使即将射出的聚合物向中心收缩、汇聚。
本发明中的螺旋气路孔并未完全延伸至喷嘴的端面,而是配合喷嘴端口处的锥形孔,能有效将混合后具有高粘度的聚合物束缚在导流柱外侧壁上,使即将喷出的聚合物更容易被压缩空气吹散为微粒状,而不是形成雾化状态,可避免产生气泡缺陷,能有效提高涂层的质感。
(3)本发明中螺杆临近喷嘴一端的端部直径小于喷嘴端口的直径,在气缸组件的驱动下,螺杆与螺杆腔内壁充分接触摩擦的同时,其端部能够自喷嘴端口伸出,进而在螺杆对螺杆腔清洁时,也能够实现对喷嘴的自清洁。
(4)本发明中螺杆与电机组件之间采用莫氏锥度连接方式,能够保证螺杆与螺杆腔之间具有高精度的同轴度。
(5)本发明通过改变计量泵的转速结合料阀的通断,在高速旋转混合螺杆的驱动下能实现不同混合物的精准计量压力射出。
(6)本发明搭配六轴机器人使用,通过六轴机器人能够精确控制喷嘴的轨迹,保证喷涂轨迹精准,涂层薄厚可控。
综上所述,本发明射流量大,形成的射流锥面边缘轨迹清洗,不会产生雾化飞溅和微粒反射情况,能保证射域整洁,适合在对固体表面喷涂高粘度聚合物涂层时使用。
附图说明
下面结合附图及具体实施例对本发明作更进一步详细说明。
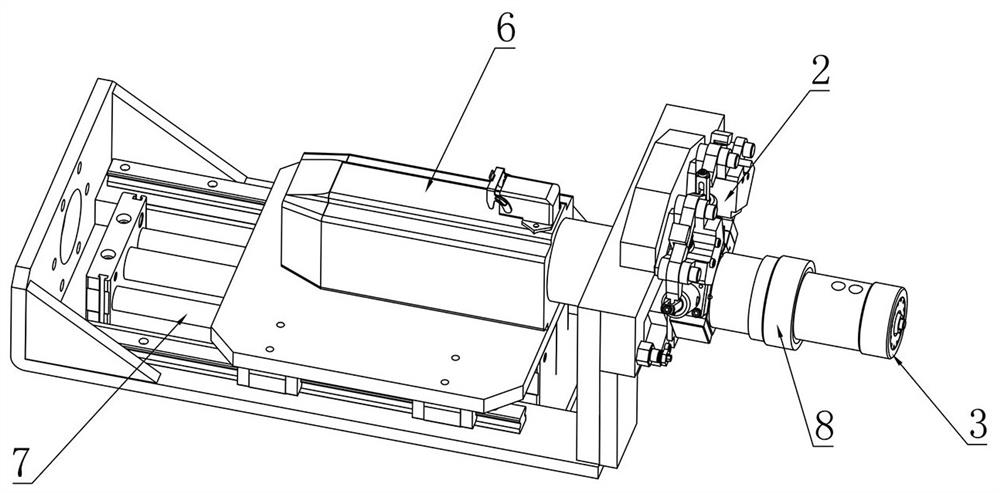
图1为本发明实施例的整体结构示意图;
图2为本发明实施例另一状态下的整体结构示意图(局部纵剖);
图3为本发明实施例中螺旋气路射流机构的结构关系纵剖图;
图4为本发明实施例中螺旋射流板的结构关系示意图;
图5为本发明实施例中与六轴机器人配合工作时的结构关系示意图;
图中:1、螺杆混合机构;2、供料机构;3、螺旋气路射流机构;4、螺杆腔;5、螺杆;6、电机组件;7、气缸组件;8、冷却套;9、冷却水入口;10、冷却水出口;11、束流气路;12、螺旋气路;13、螺旋射流板;14、束流气路孔;15、螺旋气路孔;16、锥形孔;17、导流柱;18、六轴机器人。
具体实施方式
以下结合附图对本发明的优选实施例进行说明。应当理解,此处所描述的优选实施例仅用于说明和理解本发明,并不用于限定本发明。
实施例 一种多组分聚合物混合螺旋射流装置
本实施例中,多组分聚合物经高速旋转的螺杆5搅拌混合后,再利用螺杆腔4前端的螺旋气路射流机构3压缩空气,使混合后的高粘度多组分聚合物能以微粒螺旋射流形式喷射至固体表面,射流量大,可达10~30g/s,且射幅边界清晰、雾化小、无飞溅。
如图1所示,本实施包括螺杆混合机构1、供料机构2和螺旋气路射流机构3。
一、螺杆混合机构1
螺杆混合机构1用于混合搅拌多组分聚合物,使其充分反应形成高粘度混合物。如图2所示,螺杆混合机构1包括螺杆腔4、螺杆5、电机组件6和气缸组件7。其中,螺杆5设于螺杆腔4内,为锥形螺杆5,即螺杆5临近螺杆腔4出料端口的部分为锥形结构。更具体的,电机组件6采用主轴伺服电机,且动力输出端以莫氏锥度连接方式与螺杆5共轴线设置,在电机组件6的带动下,螺杆5可围绕其轴线在螺杆腔4内旋转,混合搅拌多组分聚合物;气缸组件7采用伺服推进气缸,与电机组件6的底端相固定,形成电机组件6的底座,在气缸组件7进、退动作的带动下,电机组件6可与螺杆5一同沿螺杆5的轴线方向前后移动,实现螺杆混合机构1的自清洁动作和螺杆5退出螺杆腔4后的更换动作。
螺杆腔4外壁上还设有用于为螺杆腔4冷却降温的冷却套8。如图2或图3所示,冷却套8通过螺纹旋帽设于螺杆腔4的出料端口处,包括可与外界管道相连通的冷却水入口9和冷却水出口10。
二、供料机构2
供料机构2用于将多组分聚合物送入螺杆混合机构1的螺杆腔4内。如图1和图2所示,供料机构2包括至少两组设于螺杆腔4外侧壁上并与螺杆腔4内部相连通的计量泵和料阀。本实施例中共设有三组计量泵和料阀,且三组中的计量泵和料阀均为现有结构。
料阀打开状态下,多组分聚合物可在计量泵自身转速控制下按需注射到螺杆腔4内;料阀关闭状态下,多组分聚合物可通过计量泵的内部管道回流至料缸中。
三、螺旋气路射流机构3
螺旋气路射流机构3用于将经螺杆混合机构1混合后的多组分聚合物以微粒螺旋射流形式喷出。如图3所示,螺旋气路射流机构3包括束流气路11、螺旋气路12和螺旋射流板13。本实施例中的束流气路11和螺旋气路12与冷却套8一体设置,位于螺杆腔4的出料端口处,当然,依据实际情况,束流气路11和螺旋气路12也可以外接管路的形式独立设置。
螺旋射流板13通过螺纹旋帽安装于螺杆混合机构1中螺杆腔4的出料端口处,如图4所示,螺旋射流板13包括设于中心并与螺杆腔4出料端口相连通的喷嘴,和以喷嘴为圆心呈圆周分布的多个孔径为2~4mm的束流气路孔14。其中,喷嘴内侧壁上呈环形分布有多个螺旋气路孔15,每个螺旋气路孔15的截面均为半圆形,且多个螺旋气路孔15最终汇聚至喷嘴的端口处。在螺旋射流板13安装于螺杆腔4出料端口处后,束流气路孔14即可与束流气路11相连通,而螺旋气路孔15则可与螺旋气路12相连通。
更具体的,多个螺旋气路孔15通过喷嘴端口处的同一锥形孔16与外界相连通,即螺旋气路孔15并未完全延伸至喷嘴的端面上。并且,每个螺旋气路孔15均可使压缩空气形成双角度出气方向,如图4所示,以喷嘴端口中心为原点,以螺杆5的轴线为基准轴线,每个螺旋气路孔15的螺旋角度均为30~90°,向喷嘴端口中心的倾斜角度均为15~60°。具体角度可依实际情况而定,本实施例中,每个螺旋气路孔15的螺旋角度均为45°,倾斜角度均为30°。
此处需要进一步说明的,本实施例中,喷嘴上锥形孔16的端口直径为5~10mm。而螺杆5临近喷嘴一端(也就是临近螺杆腔4出料端口一端)的端部直径小于喷嘴中锥形孔16的直径,以便对螺杆腔4清洁的同时也能够实现对喷嘴的自清洗。更进一步的,螺杆5临近喷嘴一端的端部沿其轴线方向延伸设置有导流柱17,导流柱17的截面直径小于喷嘴中锥形孔16的直径,在混合后的多组分聚合物射出时能够确保其沿导流柱17被充分吹散为微粒状。
其中,为保证能够精准控制喷嘴的轨迹以及喷幅大小,本实施例还配设有六轴机器人18。六轴机器人18采用现有结构,使用时如图5所示,将螺杆混合机构1与六轴机器相连接,即可实现装置整体在六轴机器人18上的安装固定。
本实施例的工作过程如下所示:
首先,将装置整体安装在六轴机器人18上,并将供料机构2与料缸相连通,再将束流气路11、螺旋气路12与空压机相连通,完成设备启动前的准备工作。启动设备,多组分聚合物材料的至少两种基本组分以流体状态自供料机构2的不同计量泵流入螺杆腔4内;螺杆腔4内的螺杆5在电机组件6带动下高速旋转,充分混合搅拌螺杆腔4内的多组分聚合物,使其形成高粘度的混合物;在螺杆5推进力下,高粘度混合物自螺杆腔4的出料端口进入螺旋气路射流机构3中,在螺旋气路12和束流气路11的双重作用下,高粘度混合物沿螺杆5端部的导流柱17以微粒螺旋射流形式自喷嘴的锥形孔16中喷出;喷出过程中,六轴机器人18不断调整喷嘴的运动轨迹,实现多组分聚合物在固体表面的喷涂,所形成的的涂层具有1~6mm的平均厚度,且射幅边界清晰、无飞溅。
需要说明的是,以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照上述实施例对本发明进行了详细的说明,对于本领域技术人员来说,其依然可以对上述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 多组分聚合物混合螺旋射流装置
- 一种用于螺旋式切削液多组分在线混合机构的混合装置