一种连铸生产线上的方坯移送装置
文献发布时间:2023-06-19 12:16:29
技术领域
本发明涉及一种方坯移送装置,特别是一种连铸生产线上的方坯移送装置。
背景技术
连续铸造是将金属融化成液体,然后把液态金属浇入一套冷凝设备中,在金属部分冷凝的情况下,从冷凝设备的另一端拉出某特定长度和形状的铸造件的制造过程。这是目前一种主流的钢铁成型方法。连铸生产线包含有用于该制造流程的设备我们称之为连铸设备或连铸机。
连续铸钢技术的主要设备主要包括:钢包、钢包回转台、中间罐、结晶器、二次冷却及导向装置、结晶器振动装置、拉矫机、引锭存放装置、切割装置、铸坯运出装置等。其中铸坯运出装置可能就会应用到本连铸生产线上的方坯移送装置。
发明内容
本发明的目的在于:提出了一种连铸生产线上的方坯移送装置,用于将方坯从该连铸生产线上水平移出,或用于将方坯从该工位线体移送到另一个工位线体中。
为了实现上述目的,本发明采用了如下技术方案:
一种连铸生产线上的方坯移送装置,包括滚筒输送机,所述滚筒输送机包括若干用于承载和输送方坯的输送辊,还包括若干托杆,所述托杆沿滚筒输送机长度方向排列布置,托杆的长度方向平行于输送辊的长度方向,将单个托杆设置在滚筒输送机的其中两个输送辊之间,所述托杆的下方设置有第一支座和第二支座,所述第一支座和第二支座分别位于托杆两侧且第一支座和第二支座的高度低于输送辊所在高度,所述第一支座上设置有可以转动的第一支轴,第一支轴上设置有与之刚性连接的第一连接杆,所述第一连接杆的远第一支轴方向端可转动地连接于托杆的第一支座方向侧,所述第二支座上设置有可以转动的第二支轴,所述第二支轴的近第一支座方向端设置有刚性连接的第二连接杆,第二连接杆的远第二支轴方向端可转动地连接于托杆的第二支座方向侧,所述第一连接杆平行于第二连接杆,且第一支轴与第一连接杆连接托杆的转轴距离等于第二支轴到第二连接杆连接托杆的转轴距离,并设置有驱动装置控制第二支轴转动。
在上述方案的基础上并作为上述方案的优选方案:所述驱动装置包括刚性连接在第二支轴远第一支座方向端的引渡轮和摆动臂,设置安装板用于安装第一支座和第二支座,所述安装板板上铰接有第一液压缸,所述第一液压缸的伸缩端铰接摆动臂的远第二支轴方向端,所述引渡轮的外圆周上间隔设置有两组齿轮齿,在引渡轮的一侧设置齿条,并设置第二液压缸控制齿条往复移动,当齿轮齿经过齿条位置时所述齿条与齿轮齿传动啮合。
在上述方案的基础上并作为上述方案的优选方案:所述齿条可竖直滑动地设置在第二支座上,所述第二液压缸设置在齿条正下方,并使第二液压缸的活动端连接在齿条下端上。
在上述方案的基础上并作为上述方案的优选方案:所述第二支座上设置有竖直的滑动槽,所述齿条具有竖直的滑动块与滑动槽滑动配合。
在上述方案的基础上并作为上述方案的优选方案:所述两组齿轮齿在引渡轮上以引渡轮的中心为中心呈中心对称布置。
在上述方案的基础上并作为上述方案的优选方案:所述每组齿轮齿的布置范围小于度。
在上述方案的基础上并作为上述方案的优选方案:所述每组齿轮齿的布置范围小于或等于度。
在上述方案的基础上并作为上述方案的优选方案:所述摆动臂的布置位置在与其中一组齿轮齿相对的布置区域范围内。
在上述方案的基础上并作为上述方案的优选方案:所述第二连接杆与摆动臂的长度方向互不平行设置,且第一液压缸与安装板的铰接位置不在与第二支轴相交的竖直方向上。
在上述方案的基础上并作为上述方案的优选方案:所述第一支座上设置有用于监控第一支轴转动位置的传感装置。
本发明的有益效果在于:
本发明提供的一种连铸生产线上的方坯移送装置,用于将方坯从该连铸生产线上水平移出,或用于将方坯从该工位线体移送到另一个工位线体中。
本连铸生产线上的方坯移送装置通过滚筒输送机来承接上游工位输送下来的方坯,进入滚筒输送机的方坯有输送辊支撑和引导输送,方坯完全进入滚筒输送机后通过驱动装置来控制第二支轴带动第二连接杆循环转动而驱使托杆循环活动以将方坯从滚筒输送机的输送辊上移出,可以直接移出到另一工位或另一条水平输送线中。
本连铸生产线上的方坯移送装置的第一连接杆和第二连接杆、托杆配合第一支座和第二支座的位置形成了活动的平行四边形机构,通过第二连接杆的转动而带动托杆对方坯实现举升以脱离输送辊、向远离输送辊方向摆动以将方坯从滚筒输送机中移出。
本连铸生产线上的方坯移送装置中第一连接杆和第二连接杆、托杆配合第一支座和第二支座之间的位置连接关系是托杆能够循环移动的必要条件,是托杆的移动空间不受干涉。并且滚筒输送机在本装置中起到必不可少的方坯支撑和位置摆放作用。
本连铸生产线上的方坯移送装置目的在于用于移送方坯的托杆能够在圆周范围内循环活动,而不是单一的往复摆动,因为高效生产作业的时候,方坯会一条接一条地连续进入到滚筒输送机中,如果是仿佛摆动,那么会使托杆与方坯形成干涉。要不然需要减缓生产节拍,则满足不了高效生产需求。
附图说明
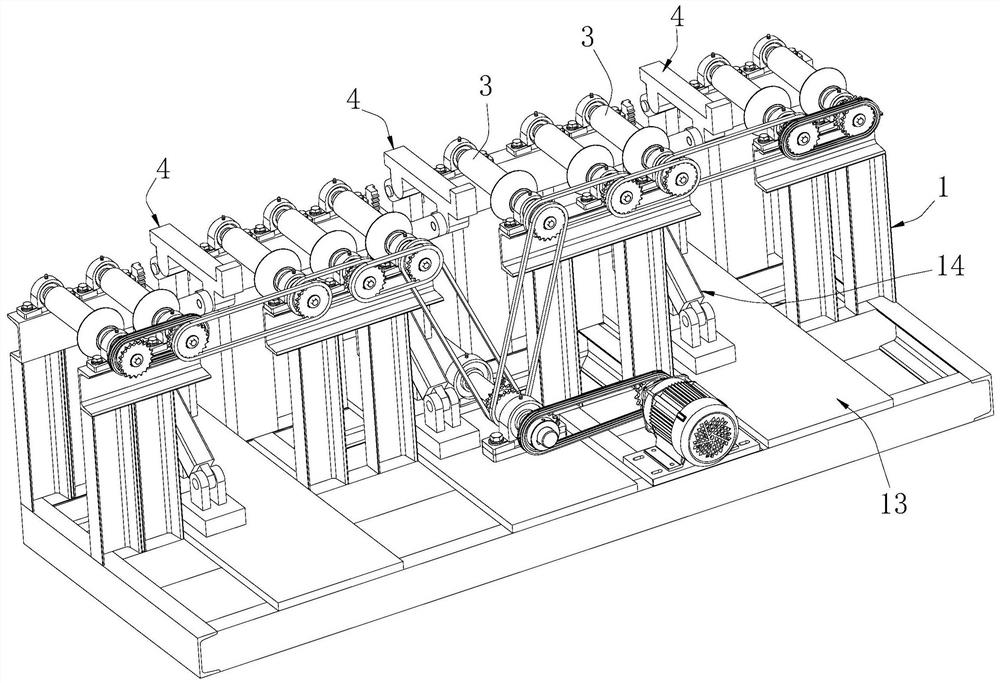
图1为本发明的连铸生产线上的方坯移送装置结构示意图;
图2为本发明的连铸生产线上的方坯移送装置的部分结构示意图;
图3为本发明的连铸生产线上的方坯移送装置另一视角的部分结构示意图;
图4为本发明的驱动装置部分结构示意图;
图5为本发明的连铸生产线上的方坯移送装置工作示意图。
图中:滚筒输送机-1、方坯-2、输送辊-3、托杆-4、第一支座-5、第二支座-6、第一支轴-7、第一连接杆-8、第二支轴-9、第二连接杆-10、引渡轮-11、摆动臂-12、安装板-13、第一液压缸-14、齿轮齿-15、齿条-16、第二液压缸-17、滑动槽-18、滑动块-19、传感装置-20。
具体实施方式
下面结合附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
参阅图1-5,一种连铸生产线上的方坯移送装置,包括滚筒输送机1,所述滚筒输送机1包括若干用于承载和输送方坯2的输送辊3,还包括若干托杆4,所述托杆4沿滚筒输送机1长度方向排列布置,托杆4的长度方向平行于输送辊3的长度方向,将单个托杆4设置在滚筒输送机1的其中两个输送辊3之间,所述托杆4的下方设置有第一支座5和第二支座6,所述第一支座5和第二支座6分别位于托杆4两侧且第一支座5和第二支座6的高度低于输送辊3所在高度,所述第一支座5上设置有可以转动的第一支轴7,第一支轴7上设置有与之刚性连接的第一连接杆8,所述第一连接杆8的远第一支轴7方向端可转动地连接于托杆4的第一支座5方向侧,所述第二支座6上设置有可以转动的第二支轴9,所述第二支轴9的近第一支座5方向端设置有刚性连接的第二连接杆10,第二连接杆10的远第二支轴9方向端可转动地连接于托杆4的第二支座6方向侧,所述第一连接杆8平行于第二连接杆10,且第一支轴7与第一连接杆8连接托杆4的转轴距离等于第二支轴9到第二连接杆10连接托杆4的转轴距离,并设置有驱动装置控制第二支轴9转动。
本发明的连铸生产线上的方坯移送装置,用于将方坯从该连铸生产线上水平移出,或用于将方坯从该工位线体移送到另一个工位线体中。
本连铸生产线上的方坯移送装置通过滚筒输送机来承接上游工位输送下来的方坯,进入滚筒输送机的方坯有输送辊支撑和引导输送,方坯完全进入滚筒输送机后通过驱动装置来控制第二支轴带动第二连接杆循环转动而驱使托杆循环活动以将方坯从滚筒输送机的输送辊上移出,可以直接移出到另一工位或另一条水平输送线中。
本连铸生产线上的方坯移送装置的第一连接杆和第二连接杆、托杆配合第一支座和第二支座的位置形成了活动的平行四边形机构,通过第二连接杆的转动而带动托杆对方坯实现举升以脱离输送辊、向远离输送辊方向摆动以将方坯从滚筒输送机中移出。
本连铸生产线上的方坯移送装置中第一连接杆和第二连接杆、托杆配合第一支座和第二支座之间的位置连接关系是托杆能够循环移动的必要条件,是托杆的移动空间不受干涉。并且滚筒输送机在本装置中起到必不可少的方坯支撑和位置摆放作用。
进一步地,为确保装置稳定运行,所述驱动装置包括刚性连接在第二支轴9远第一支座5方向端的引渡轮11和摆动臂12,设置安装板13用于安装第一支座5和第二支座6,所述安装板13板上铰接有第一液压缸14,所述第一液压缸14的伸缩端铰接摆动臂12的远第二支轴9方向端,所述引渡轮11的外圆周上间隔设置有两组齿轮齿15,在引渡轮11的一侧设置齿条16,并设置第二液压缸17控制齿条16往复移动,当齿轮齿15经过齿条16位置时所述齿条16与齿轮齿15传动啮合。通过第一液压缸14的往复伸缩来控制托杆来回往复运动,但是第一液压缸14单一的往复伸缩并不能促使第二支轴实现圆周循环转动,因为第一液压缸14的往复伸缩驱使圆周转动时存在第一液压缸14的伸缩方向与摆动臂相互重合的两个死点,此时第二液压缸控制齿条往复活动驱使齿条配合齿轮齿组带动引渡轮转动、第二支轴转动以帮助第一液压缸的伸缩渡过死点,确保托杆在圆周范围内循环活动。液压缸动力大,纯机械结构运行稳定可靠,适应钢铁生产车间这样相对恶劣的工作环境,且成本较低。
进一步地,为方便安装和制作,所述齿条16可竖直滑动地设置在第二支座6上,所述第二液压缸17设置在齿条16正下方,并使第二液压缸17的活动端连接在齿条16下端上。将第一液压缸设置在第二支撑轴相对于第二液压缸17反方向侧,预留了充分的活动运行和装配维护空间。
进一步地,为满足齿条的活动,所述第二支座6上设置有竖直的滑动槽18,所述齿条16具有竖直的滑动块19与滑动槽18滑动配合。
进一步地,所述两组齿轮齿15在引渡轮11上以引渡轮11的中心为中心呈中心对称布置,从而利于第一液压缸帮助第二液压缸度过第二支轴转动的两个死点。
进一步地,为方便第一液压缸帮助第二液压缸度过第二支轴转动的两个死点,同时通过第一液压缸辅助第二液压缸提供工作动力,所述每组齿轮齿15的布置范围小于180度。最好是设置所述每组齿轮齿15的布置范围小于或等于90度。因为根据设计,所述液压缸单方向移动以拉动传动配合的齿轮齿组以转动第二支轴,预留较多的没有齿轮齿的空白空间以方便齿条复位,并方便二次活动时拉动齿轮齿,比如通过齿条下移以拉动齿轮齿,齿轮齿空白时齿条上移复位。为方便第一液压缸和第二液压缸的动作配合,所述第一支座5上设置有用于监控第一支轴7转动位置的传感装置20。用以监控第二支轴的位置关系,进而精确控制第一液压缸和第二液压缸活动。
进一步地,所述摆动臂12的布置位置在与其中一组齿轮齿15相对的布置区域范围内。确保第一液压缸伸缩遇死点时齿条能够与齿轮齿处于啮合状态,从而顺利度过死点。且,所述第二连接杆10与摆动臂12的长度方向互不平行设置,且第一液压缸14与安装板13的铰接位置不在与第二支轴9相交的竖直方向上,如此以促使托杆在对方坯进行举升和移动的关键时刻第一液压缸和第二液压缸能够更好地共同提供动力。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种连铸生产线上的方坯移送装置
- 一种超高速小方坯连铸装置及生产方法