一种具有泄压后延迟开模的全自动EVA发泡成型机
文献发布时间:2023-06-19 12:22:51
技术领域
本发明属于发泡成型机技术领域,尤其涉及一种具有泄压后延迟开模的全自动EVA发泡成型机。
背景技术
EVA发泡的配方主要由主要材料、POE、TPR、发泡剂、架桥剂、硬脂酸锌、着色剂等构成,一般可根据产品的大小、尺寸、颜色调配出不同的EVA发泡配方,与此相对应,发泡成型机也有多种样式,通常可分为挤出、压延、流延等连续发泡机械,注射、发泡板真空成型等间断发泡机械。
现如今,随着科技发展,EVA性能主要是弹性、柔性、光泽性、透气性等优点被发泡成型机广泛使用,且传统的发泡成型机在生产使用的过程中,由于物料和模具之间的温度差值过度,过早开模容易造成制品收缩不均而导致产品发生变形,从而达不到品质的要求,并且传统的全自动发泡成型机的发泡效率低,不仅影响发泡的制作效率,而且发泡的成型效果不好,严重影响了产品的外观与质量,故存在不足,不能满足厂家的生产使用需求,因此,有必要进一步改进。
于是,有鉴于此,针对现有的结构及缺失予以研究改良,提供具有泄压后延迟开模的全自动EVA发泡成型机,以期达到更具有更加实用价值性的目的。
发明内容
为了解决上述技术问题,本发明提供一种具有泄压后延迟开模的全自动EVA发泡成型机,由以下具体技术手段所达成:包括主体、固定气垫、固定基座、固定部件、下模、驱动开模组件、驱动机构、驱动螺杆、活动块、开模连杆、上模、温度感应组件、感温层、导温管、安装气囊、活动主杆组件、安装气垫、安装主杆、活动件、限位组件、限位块、限位弹簧、限位件、联动推动组件、推动杆、联动杆、复位弹簧、安装杆、缓冲件、电性感应组件、安装板、安装块、感应电源、感应片、连接弹簧、震动组件、震动装置、震动联动机构、震动机构、固定底座。
上述各结构之间的位置及连接关系如下:
一种具有泄压后延迟开模的全自动EVA发泡成型机,包括主体,所述主体的内壁底部固定安装有固定气垫,固定气垫的上侧固定安装有固定基座,固定基座的内部设置安装有固定部件,固定部件的上侧设置安装有下模,且主体的内壁上设置安装有震动组件,震动组件包括震动装置,震动装置上设置安装有震动联动机构,震动联动机构相对着固定基座的一端设置安装有震动机构,且震动机构与固定基座相配合安装。
进一步的,所述主体的内壁上方设置安装有驱动开模组件,驱动开模组件包括驱动机构,驱动机构之间设置安装有驱动螺杆,驱动螺杆上活动安装有活动块,活动块的下侧活动安装有开模连杆。
进一步的,所述下模的上侧设置安装有上模,且上模的上侧与开模连杆的下端相活动连接。
进一步的,所述固定部件与下模之间设置安装有温度感应组件,温度感应组件包括感温层,感温层的上表面与下模的底部相贴合接触,感温层的内部设置安装有导温管,导温管的下端贯穿固定部件与安装气囊相固定连接。
进一步的,所述固定部件的内部设置安装有活动主杆组件,活动主杆组件包括安装气垫,安装气垫的上表面固定安装有安装主杆,安装主杆的顶部固定安装有活动件。
进一步的,所述活动主杆组件的左右两侧设置安装有限位组件,限位组件包括限位块和限位弹簧,且限位块设置安装在安装主杆上,限位弹簧的轴端活动连接有限位件,且限位件与限位块设置呈相配合安装。
进一步的,所述固定部件的内部设置安装有联动推动组件,且联动推动组件设置在活动主杆组件的左右两侧,联动推动组件包括推动杆和联动杆,联动杆的左右两侧与固定部件内壁之间设置安装有复位弹簧,联动杆的下端设置安装有安装杆,且固定部件的内壁上设置安装有缓冲件,安装杆与缓冲件设置呈相配合安装。
进一步的,所述联动杆的轴端固定安装有电性感应组件,电性感应组件包括安装板,安装板相对的一侧固定安装有安装块,安装块的内部设置安装有感应电源,感应电源的外侧设置安装有感应片,且安装板之间活动连接有连接弹簧。
进一步的,所述主体的底部固定安装有固定底座,通过设置固定底座使得主体与地面相互隔开,进而提升了设备的使用寿命。
有益效果
与现有技术相比,本发明提供了一种具有泄压后延迟开模的全自动EVA发泡成型机,具备以下有益效果:
1、该具有泄压后延迟开模的全自动EVA发泡成型机,基于热胀冷缩原理,一旦下模中的温度有所降低,达到设定温度值,安装气囊中的气体则开始缓慢向外散发排出,安装气垫利用压缩的弹力推动安装主杆向上移动,进而使得感应片之间相互接触,从而利用感应电源发出电信号促使驱动机构产生动能,利用开模连杆的下端拉动上模向上移动,使得上模与下模相分离,且该装置在开模过程中起到了延迟开模的目的,有效的避免了过早开模造成制品收缩不均而导致产品发生变形的情况发生,从而提升了产品的品质。
2、该具有泄压后延迟开模的全自动EVA发泡成型机,通过外部电脑程序的控制驱动震动装置上的震动联动机构产生动能,从而利用震动联动机构带动震动机构开始运行,进而实现对下模进行抖动,有效地对上模与下模中成型腔体内部的制品中较大的气泡排出,避免较大气泡影响发泡的制作效率,从而有效地提升了产品发泡的成型效果,进一步提升了产品的外观与质量。
附图说明
图1是本发明主体正面结构示意图;
图2是本发明局部结构示意图;
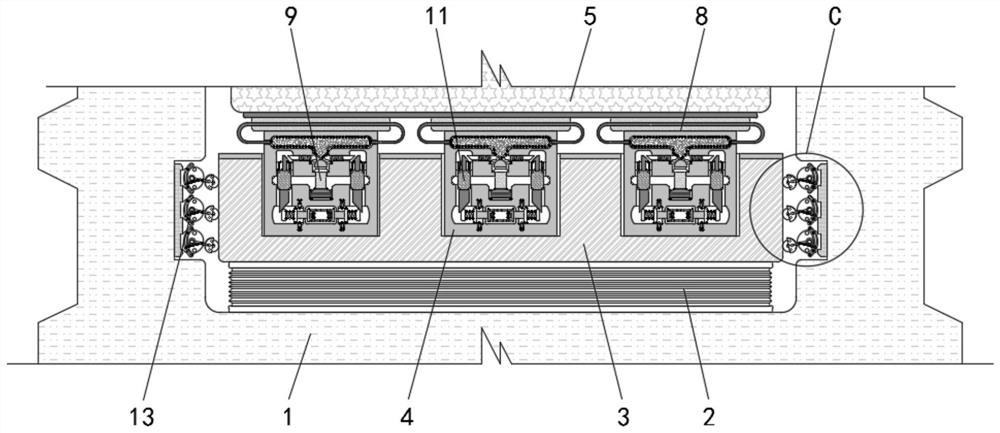
图3是本发明图1中A部分放大示意图;
图4是本发明图3中B部分放大示意图;
图5是本发明图2中C部分放大示意图。
图中:1、主体;2、固定气垫;3、固定基座;4、固定部件;5、下模;6、驱动开模组件;61、驱动机构;62、驱动螺杆;63、活动块;64、开模连杆;7、上模;8、温度感应组件;81、感温层;82、导温管;83、安装气囊;9、活动主杆组件;91、安装气垫;92、安装主杆;93、活动件;10、限位组件;101、限位块;102、限位弹簧;103、限位件;11、联动推动组件;111、推动杆;112、联动杆;113、复位弹簧;114、安装杆;115、缓冲件;12、电性感应组件;121、安装板;122、安装块;123、感应电源;124、感应片;125、连接弹簧;13、震动组件;131、震动装置;132、震动联动机构;133、震动机构;14、固定底座。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,且需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合,为叙述方便,下文中如出现“上”、“下”、“左”、“右”字样,仅表示与附图本身的上、下、左、右方向一致,并不对结构起限定作用,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例一:
请参阅图1和图3和图4,一种具有泄压后延迟开模的全自动EVA发泡成型机,包括主体1,主体1的内壁底部固定安装有固定气垫2,固定气垫2的上侧固定安装有固定基座3,固定基座3的内部设置安装有固定部件4,固定部件4的上侧设置安装有下模5,且主体1的内壁上设置安装有震动组件13,震动组件13包括震动装置131,震动装置131上设置安装有震动联动机构132,震动联动机构132相对着固定基座3的一端设置安装有震动机构133,且震动机构133与固定基座3相配合安装。
进一步的,主体1的内壁上方设置安装有驱动开模组件6,驱动开模组件6包括驱动机构61,驱动机构61之间设置安装有驱动螺杆62,驱动螺杆62上活动安装有活动块63,活动块63的下侧活动安装有开模连杆64。
进一步的,固定部件4与下模5之间设置安装有温度感应组件8,温度感应组件8包括感温层81,感温层81的上表面与下模5的底部相贴合接触,感温层81的内部设置安装有导温管82,导温管82的下端贯穿固定部件4与安装气囊83相固定连接。
进一步的,固定部件4的内部设置安装有活动主杆组件9,活动主杆组件9包括安装气垫91,安装气垫91的上表面固定安装有安装主杆92,安装主杆92的顶部固定安装有活动件93。
进一步的,联动杆112的轴端固定安装有电性感应组件12,电性感应组件12包括安装板121,安装板121相对的一侧固定安装有安装块122,安装块122的内部设置安装有感应电源123,感应电源123的外侧设置安装有感应片124,且安装板121之间活动连接有连接弹簧125。
本实施例的具体使用方式与作用:
工作原理:在装置运行的过程中,通过设置温度感应组件8能够实时感应到下模5中的温度情况,当下模5温度较高时,通过感温层81将热量转换成热气沿导温管82传递至安装气囊83中,从而使得安装气囊83的下侧推动安装主杆92使得活动件93与推动杆111形成相分离状态,基于热胀冷缩原理,一旦下模5中的温度有所降低,达到设定温度值,安装气囊83中的气体则开始缓慢向外散发排出,安装气垫91利用压缩的弹力推动安装主杆92向上移动,促使活动件93与推动杆111相接触,同时推动推动杆111向两侧移动,利用推动杆111的轴端与连动杆相接触,从而带动联动杆112向下移动,利用联动杆112的下端推动安装杆114相对移动,且通过将电性感应组件12设置安装杆114的轴端,随着安装杆114的不断移动,进而使得感应片124之间相互接触,从而利用感应电源123发出电信号促使驱动机构61产生动能,利用驱动机构61带动驱动螺杆62开始转动,进而使得活动块63在驱动螺杆62上相背移动,同时利用开模连杆64的下端拉动上模7向上移动,进而使得上模7与下模5相分离,且该装置在开模过程中起到了延迟开模的目的,有效的避免了过早开模造成制品收缩不均而导致产品发生变形的情况发生,从而提升了产品的品质。
实施例二:
请参阅图1至图5,一种具有泄压后延迟开模的全自动EVA发泡成型机,包括主体1,主体1的内壁底部固定安装有固定气垫2,固定气垫2的上侧固定安装有固定基座3,固定基座3的内部设置安装有固定部件4,固定部件4的上侧设置安装有下模5,且主体1的内壁上设置安装有震动组件13,震动组件13包括震动装置131,震动装置131上设置安装有震动联动机构132,震动联动机构132相对着固定基座3的一端设置安装有震动机构133,且震动机构133与固定基座3相配合安装。
进一步的,主体1的内壁上方设置安装有驱动开模组件6,驱动开模组件6包括驱动机构61,驱动机构61之间设置安装有驱动螺杆62,驱动螺杆62上活动安装有活动块63,活动块63的下侧活动安装有开模连杆64。
进一步的,下模5的上侧设置安装有上模7,且上模7的上侧与开模连杆64的下端相活动连接。
进一步的,固定部件4与下模5之间设置安装有温度感应组件8,温度感应组件8包括感温层81,感温层81的上表面与下模5的底部相贴合接触,感温层81的内部设置安装有导温管82,导温管82的下端贯穿固定部件4与安装气囊83相固定连接。
进一步的,固定部件4的内部设置安装有活动主杆组件9,活动主杆组件9包括安装气垫91,安装气垫91的上表面固定安装有安装主杆92,安装主杆92的顶部固定安装有活动件93。
进一步的,活动主杆组件9的左右两侧设置安装有限位组件10,限位组件10包括限位块101和限位弹簧102,且限位块101设置安装在安装主杆92上,限位弹簧102的轴端活动连接有限位件103,且限位件103与限位块101设置呈相配合安装。
进一步的,固定部件4的内部设置安装有联动推动组件11,且联动推动组件11设置在活动主杆组件9的左右两侧,联动推动组件11包括推动杆111和联动杆112,联动杆112的左右两侧与固定部件4内壁之间设置安装有复位弹簧113,联动杆112的下端设置安装有安装杆114,且固定部件4的内壁上设置安装有缓冲件115,安装杆114与缓冲件115设置呈相配合安装。
进一步的,联动杆112的轴端固定安装有电性感应组件12,电性感应组件12包括安装板121,安装板121相对的一侧固定安装有安装块122,安装块122的内部设置安装有感应电源123,感应电源123的外侧设置安装有感应片124,且安装板121之间活动连接有连接弹簧125。
进一步的,主体1的底部固定安装有固定底座14,通过设置固定底座14使得主体1与地面相互隔开,进而提升了设备的使用寿命。
本实施例的具体使用方式与作用:
工作原理:在使用时,该具有泄压后延迟开模的全自动EVA发泡成型机,当该装置进行生产加工时,利用上模7与下模5实现型腔的闭合状态用于产品的成型,且当设备需要进行开模拿取产品时,由于设备加工时所产生的加工温度也随之变高,进而使得上模7与下模5中的温度过度,还没有恢复正常设定温度,如果强行开模的话则会影响产品的发泡成型效果;
通过设置温度感应组件8能够实时感应到下模5中的温度情况,当下模5温度较高时,通过感温层81将热量转换成热气沿导温管82传递至安装气囊83中,从而使得安装气囊83的下侧推动安装主杆92使得活动件93与推动杆111形成相分离状态,基于热胀冷缩原理,一旦下模5中的温度有所降低,达到设定温度值,安装气囊83中的气体则开始缓慢向外散发排出,安装气垫91利用压缩的弹力推动安装主杆92向上移动,促使活动件93与推动杆111相接触,同时推动推动杆111向两侧移动,利用推动杆111的轴端与连动杆相接触,从而带动联动杆112向下移动,利用联动杆112的下端推动安装杆114相对移动,且通过将电性感应组件12设置安装杆114的轴端,随着安装杆114的不断移动,进而使得感应片124之间相互接触,从而利用感应电源123发出电信号促使驱动机构61产生动能,利用驱动机构61带动驱动螺杆62开始转动,进而使得活动块63在驱动螺杆62上相背移动,同时利用开模连杆64的下端拉动上模7向上移动,进而使得上模7与下模5相分离,且该装置在开模过程中起到了延迟开模的目的,有效的避免了过早开模造成制品收缩不均而导致产品发生变形的情况发生,从而提升了产品的品质;
此外,在装置运行的过程中,由于制品成型过程中存在较大气泡等现象,通过外部电脑程序的控制驱动震动装置131上的震动联动机构132产生动能,从而利用震动联动机构132带动震动机构133开始运行,进而实现对下模5进行抖动,有效地对上模7与下模5中成型腔体内部的制品中较大的气泡排出,避免较大气泡影响发泡的制作效率,从而有效地提升了产品发泡的成型效果,进一步提升了产品的外观与质量。
利用本发明所述技术方案,或本领域的技术人员在本发明技术方案的启发下,设计出类似的技术方案,而达到上述技术效果的,均是落入本发明的保护范围。
- 一种具有泄压后延迟开模的全自动EVA发泡成型机
- 一种8站16模EVA二次发泡圆盘成型机