一种自动雨衣制造机
文献发布时间:2023-06-19 12:24:27
技术领域
本发明涉及雨衣加工技术领域,特别涉及一种自动雨衣制造机。
背景技术
雨衣,一般指由防水布料制成的挡雨衣服,雨衣适用的防水布料有胶布、油布和塑料薄膜等,现代的雨衣防水布料注重透气性,常用的如特制尼龙和Gore-Tex等,透气型雨衣利于人在穿着防雨时湿热的水气从雨衣内散出,增加其舒适感。
雨衣的加工生产通常需要对雨衣面料进行剪切、翻边与热压等步骤,目前在雨衣制造行业中,通常采用人工判断雨衣布料的长度然后再进行翻边以及热压,人工进行剪切或者使用自动化程度较低的设备完成雨衣剪裁生产,但是人工操作总是会存在一定的误差,导致尺寸精度较差,产品规格一致性差,且需要耗费大量的人力,人工成本高,特别是随着需求量日渐提高,人工制造已无法满足大批量生产的需要,因此急需一种自动化程度高的雨衣生产机。
发明内容
针对现有技术存在的不足,本发明的目的在于提供一种自动雨衣制造机,其具有工作效率高的优势。
本发明的上述技术目的是通过以下技术方案得以实现的:包括机架,所述机架上设置有用于放置原料的上料工位,所述机架上沿原料的输送方向依次设置有翻边机构、粘合机构、裁剪机构、切断机构、翻边热合机构、下料机构;所述翻边机构用于将原料的侧边向内翻折形成侧边翻边;所述粘合机构用于将所述侧边翻边的边缘与原料固定;所述裁剪机构通过裁剪在原料上形成若干个缺口;所述切断机构通过裁剪将原料裁断获得雨衣;所述翻边热合机构用于将雨衣的端部向内翻折形成端部翻边,且将端部翻边的边缘与雨衣固定;所述机架上设置有用于放置雨衣的下料工位,所述下料机构能够将雨衣从所述翻边热合机构输送至下料工位处。
通过上述技术方案,操作者可将原料放置于上料工位处,原料依次经过翻边机构、粘合机构、裁剪机构、切断机构、翻边热合机构、下料机构,原料经过翻边机构时,原料的侧边在翻边机构的作用下向内翻折形成侧边翻边,原料形成侧边翻边后继续输送至粘合机构,粘合机构使侧边翻边的边缘与原料固定,通过粘合机构后的原料继续输送至裁剪机构处,裁剪机构能够在原料上裁剪出若干个缺口,通过裁剪机构后的原料继续输送至切断机构处时,由切断机构裁断,获得雨衣,雨衣继续输送至翻边热合机构处,翻边热合机构将雨衣的端部向内翻折形成端部翻边,且将端部翻边的边缘与雨衣固定,然后在下料机构的作用下,雨衣由翻边热合机构处输送至下料工位处,完成下料。
优选的,所述机架上设置有缝制机构,所述缝制机构用于在原料的侧边翻边处完成若干个紧固件的缝接。
通过上述技术方案,缝制机构能够在原料的侧边翻边处完成若干个紧固件的缝接。
优选的,所述缝制机构包括若干个钉扣机,所述紧固件包括纽扣,所述钉扣机能够将所述纽扣缝钉至原料的侧边翻边处。
通过上述技术方案,钉扣机能够将纽扣缝钉至原料的侧边翻边处,通过纽扣将两边的侧边翻边相连。
优选的,所述翻边机构包括支撑架,所述支撑架与所述机架固定连接,所述支撑架上设置有限位杆,所述支撑架上设置有限位块,所述限位块靠近所述限位杆一侧设置有斜面,所述斜面由外向内倾斜设置,所述斜面与所述限位杆的端面相抵紧且原料位于二者之间。
通过上述技术方案,原料位于斜面与支撑柱的端面之间,在斜面的作用下原料由外向内翻折,通过支撑柱对原料的支撑,限制原料向内翻折的长度,保证了翻边长度的精准性。
优选的,所述粘合机构包括安装板一与安装板二,所述安装板一与安装板二之间设置有支撑柱一,所述支撑柱一上滑移连接有压板一与压板二,所述机架上设置有分别为所述压板一以及所述压板二提供动力的驱动源一以及驱动源二,所述压板二上设置有电热板一,所述压板一与电热板一配合能够挤压原料。
通过上述技术方案,在驱动源一与驱动源二的作用下,压板一与压板二沿着支撑柱一滑移运动,当原料经过时,压板二带动电热板一与压板一相向运动,使电热板一与压板一配合对原料进行挤压,使侧边翻边的边缘与原料固定,一次挤压完成后,在驱动源一与驱动源二的作用下,压板二带动电热板一以及压板一相背运动。
优选的,所述裁剪机构包括支撑板一、顶板、底板,所述顶板与所述底板之间设置有支撑柱二,所述支撑柱二贯穿所述支撑板一,所述支撑柱二与所述支撑板一滑移连接,所述机架上设置有为所述顶板提供动力的驱动源三,所述支撑板一与所述顶板之间设置有若干个刀架一,若干个所述刀架一上均穿设有连接轴一且所述连接轴一与所述刀架一活动连接,所述连接轴一的一端与所述顶板固定连接,所述连接轴一的另一端固定连接有切刀一,所述连接轴一上同轴设置有弹簧一,所述弹簧一位于所述刀架一与所述顶板之间,所述弹簧一的一端与所述顶板固定连接,所述弹簧一的另一端与所述刀架一固定连接,所述支撑板一上开设有若干个通孔一,所述切刀一对准所述通孔一。
通过上述技术方案,当原料经过时,在驱动源三的作用下,顶板、底板、支撑柱二三者向着驱动源三的输出方向同步运动,顶板与刀架一固定连接,顶板带动刀架一朝着支撑板一的方向运动,使刀架一与支撑板一相抵靠,刀架一与顶板配合挤压弹簧一,顶板通过连接轴一带动切刀一继续朝着支撑板一的方向运动,切刀一对准通孔一剪切下去,在原料上形成若干个通孔二,随后顶板、底板、支撑柱二三者复位,刀架一也在弹簧一的作用下复位。
优选的,所述切断机构包括固定板一与固定板二,所述固定板一与所述固定板二之间设置有支撑柱三,所述支撑柱三上滑移连接有活动板,所述机架上设置有为所述活动板提供动力的驱动源四,所述活动板上设置有刀架二,所述刀架二上穿设有连接轴二且所述连接轴二与所述刀架二活动连接,所述连接轴二的一端与所述固定板一固定连接,所述连接轴二的另一端固定连接有切刀二,所述连接轴二上同轴设置有弹簧二,所述弹簧二位于所述刀架二与所述活动板之间,所述固定板二上开设有通孔二,所述切刀二对准所述通孔二。
通过上述技术方案,当原料经过时,在驱动源四的作用下,使活动板沿着支撑柱三滑移运动,刀架二随着活动板同步运动,使刀架二与固定板二相抵靠,刀架二与活动板配合挤压弹簧二,活动板通过连接轴二继续带动切刀二继续朝着固定板二的方向运动,切刀二对准通孔二剪切下去,将部分原料裁断获得雨衣,随后活动板复位,刀架二也在弹簧二的作用下复位。
优选的,所述翻边热合机构包括气动马达一,所述气动马达一的输出端连接有固定架,所述固定架上设置有压紧件,所述压紧件能够压紧雨衣,所述机架上转动设置有翻板,所述机架上设置有为所述翻板提供动力的驱动源五,所述翻板能够翻转带动雨衣的端部向内翻折,所述机架上固定安装有电热板二。
通过上述技术方案,在气动马达一的作用下,固定架转动使压紧件压紧雨衣,用以确定雨衣的端部需要向内翻折的长度,在驱动源五的作用下,使翻板翻转,通过翻板带动雨衣的端部向内翻折,在翻板与电热板三的挤压作用下,将端部翻边的边缘与雨衣固定。
优选的,所述上料工位与所述切断机构之间设置有用于输送原料的传输装置,所述切断装置与所述翻边热合机构之间设置有用于输送雨衣的夹持组件。
通过上述技术方案,原料在传输装置的带动下,从上料工位处输送至切断机构处,在切断装置后处完成加工切断后所得到的雨衣,在夹持组件的带动下输送至翻边热合机构处进行加工。
优选的,所述传输机构包括滚筒组一、滚筒组二、滚筒组三、滚筒组四、滚筒组五、张紧组件一、张紧组件二、张紧组件三,所述滚筒组一设置于所述上料工位与所述翻边机构之间,所述滚筒组二设置于所述翻边机构与所述粘合机构之间,所述张紧组件一设置于所述滚筒组二与所述粘合机构之间,所述滚筒组三设置于所述粘合机构与所述缝制机构之间,所述张紧组件二设置于所述滚筒组三与所述缝制机构之间,所述滚筒组四设置于所述缝制机构与所述裁剪机构之间,所述张紧组件三设置于所述滚筒组四与所述缝制机构之间,所述滚筒组五设置于所述裁剪机构与所述切断机构之间。
通过上述技术方案,在上料工位与翻边机构之间设置滚筒组一,通过滚筒组一将原料从上料工位处输送至翻边机构处,在翻边机构与粘合机构之间设置滚筒组二,通过滚筒组二将原料从翻边机构处输送至粘合机构处,在滚筒组二与粘合机构之间设置张紧组件一,通过张紧组件一使原料产生一定的预张力, 避免原料在滚筒组二上打滑,且减少原料输送时的阻力,在粘合机构与缝制机构之间设置滚筒组三,通过滚筒三将原料从粘合机构处输送至缝制机构处,在滚筒组三与缝制机构之间设置张紧组件二,通过张紧组件二使原料产生一定的预张力, 避免原料在滚筒组三上打滑,且减少原料输送时的阻力,在缝制机构与剪裁机构之间设置滚筒组四,通过滚筒四将原料从缝制机构处输送至剪裁机构处,在滚筒组四与缝制机构之间设置张紧组件三,通过张紧组件三使原料产生一定的预张力, 避免原料在滚筒组四上打滑,且减少原料输送时的阻力,在裁剪机构与切断机构之间设置滚筒组五,通过滚筒组五将原料从裁剪机构输送至切断机构处。
优选的,所述夹持组件包括支撑杆,所述支撑杆与所述机架滑移连接,所述支撑杆位于所述翻边热合机构与所述切断机构之间,所述支撑杆上固定安装有固定块,所述固定块上设置有气动马达二,所述气动马达二的输出端设置有安置块,所述安置块上固定安装有手指气缸,所述手指气缸的输出端设置有用于夹持雨衣的夹爪一。
通过上述技术方案,支撑杆与机架滑移连接,支撑杆位于翻边热合机构与切断机构之间,在切断机构完成对于原料的裁断后,支撑杆带动夹爪一滑移运动至切断机构处,在手指气缸的作用下,驱动夹爪一夹持雨衣,然后支撑杆再滑移运动至翻边热合机构处,在气动马达二的作用下,使夹爪二将夹持的雨衣放置于翻边热合机构处。
优选的,所述下料机构包括滑块二,所述滑块二设置于所述翻边热合机构与所述下料工位之间,所述滑块二滑移连接于所述机架,所述滑块二上设置有支杆,所述支杆上设置有用于夹持雨衣的夹爪二,所述机架上设置有为所述夹爪二提供动力的驱动源六。
通过上述技术方案,滑块二与机架滑移连接,滑块二位于翻边热合机构与下料工位之间,滑块二带动支杆滑移运动,雨衣在翻边热合机构处完成加工后,夹爪二夹持雨衣在滑块二的带动下滑移运动至下料工位处,且将雨衣放置于下料工位。
优选的,所述机架上设置有至少两个夹头三以及分别用于驱动夹头三的驱动源七,两个所述夹头三靠近所述翻边热合机构且用于对雨衣的两侧施以反向的作用力。
通过上述技术方案,在驱动源七的作用下,两个夹头三分别对雨衣的两侧施以反向的作用力,使雨衣的表面保持平整。
综上所述,本发明对比于现有技术的有益效果为:
1.通过传输装置将原料从上料工位传输至切断机构,使原料依次经过翻边机构、粘合机构、缝制机构、裁剪机构、切断机构,再通过夹持组件将原料裁断获得的雨衣输送至将翻边热合机构处,再通过下料机构将雨衣放置到下料工位上自动化程度高,生产效率高,也提高了雨衣质量。
附图说明
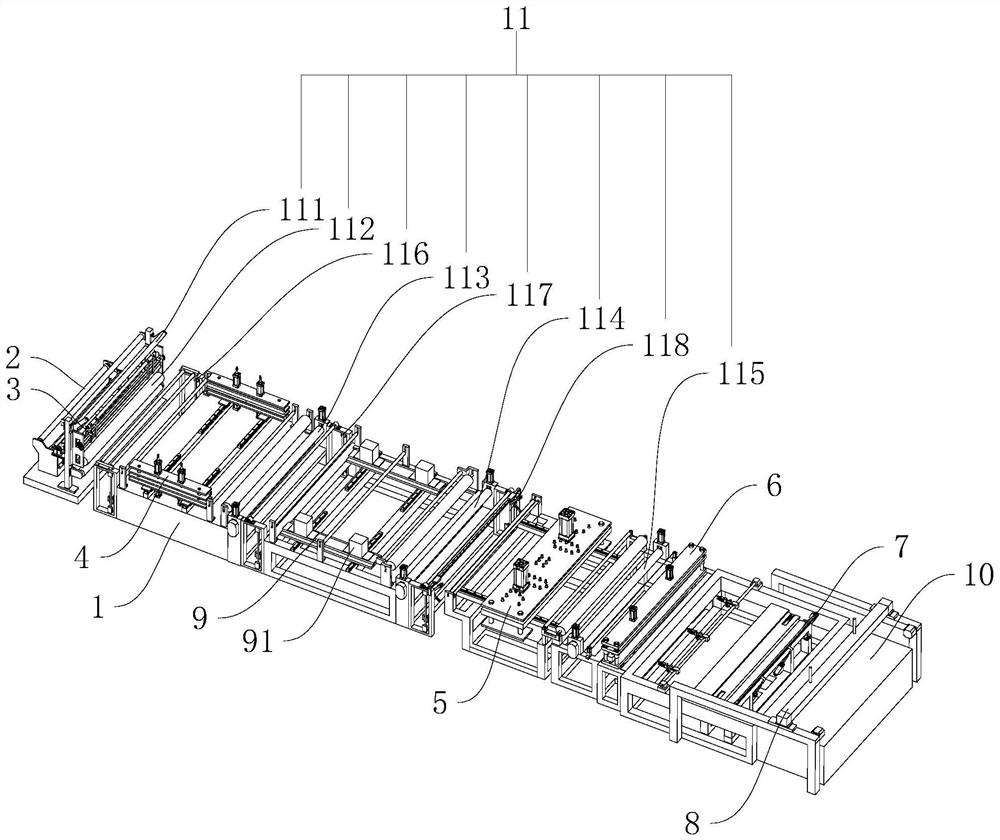
图1为实施例的结构示意图;
图2为实施例翻边机构的结构示意图;
图3为实施例粘合机构的结构示意图;
图4为实施例裁剪机构的结构示意图;
图5为实施例切断机构的结构示意图;
图6为实施例翻边热合机构的结构示意图;
图7为实施例夹持组件的结构示意图;
图8为实施例下料机构的结构示意图;
图9为实施例切刀一的结构示意图;
图10为实施例裁剪机构的主视图;
图11为实施例切刀二的结构示意图。
附图标记:1、机架;2、上料工位;3、翻边机构;31、支撑架;32、限位杆;33、限位块;34、斜面;4、粘合机构;41、安装板一;42、安装板二;43、支撑柱一;44、压板一;45、压板二;46、驱动源一;47、驱动源二;48、电热板一;5、裁剪机构;51、支撑板一;52、顶板;53、底板;54、支撑柱二;55、驱动源三;56、刀架一;57、切刀一;58、弹簧一;581、连接轴一;59、通孔一;6、切断机构;61、固定板一;62、固定板二;63、支撑柱三;64、活动板;65、驱动源四;66、刀架二;67、切刀二;68、弹簧二;681、连接轴二;69、通孔二;7、翻边热合机构;71、气动马达一;72、固定架;73、压紧件;74、翻板;75、驱动源五;76、电热板二;8、下料机构;81、滑块二;82、支杆;83、夹爪二;84、驱动源六;9、缝制机构;91、钉扣机;10、下料工位;11、传输装置;111、滚筒组一;112、滚筒组二;113、滚筒组三;114、滚筒组四;115、滚筒组五;116、张紧组件一;117、张紧组件二;118、张紧组件三;12、夹持组件;121、支撑杆;122、固定块;123、气动马达二;124、手指气缸;125、夹爪一;126、安置块;13、夹头三;14、驱动源七;15、驱动源八。
具体实施方式
在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
以下结合附图对本发明作进一步详细说明。
一种自动雨衣制造机,如图1至图11所示,包括机架1,机架1上设置有用于放置原料的上料工位2,机架1上设置有用于放置雨衣的下料工位10。
机架1包括托架、立柱支架、支撑台、撑持架一、撑持架二、撑持架三、送料架,托架上转动设置有卷轴,卷轴处为上料工位2,原料套设于卷轴,下料工位10为放置平台。
机架1上沿原料的输送方向依次设置有翻边机构3、粘合机构4、缝制机构9、裁剪机构5、切断机构6、翻边热合机构7、下料机构8,且翻边机构3、粘合机构4、缝制机构9、裁剪机构5、切断机构6分别设置在立柱支架、支撑台、撑持架一、撑持架二、撑持架三上,翻边热合机构7以及下料机构8均设置在送料架上。
上料工位2与切断机构6之间设置有用于输送原料的传输装置11,传输机构包括滚筒组一111、滚筒组二112、滚筒组三113、滚筒组四114、滚筒组五115、张紧组件一116、张紧组件二117、张紧组件三118。
如图2所示,翻边机构3用于将原料的侧边向内翻折形成侧边翻边,翻边机构3包括撑持架,撑持架与立柱支架固定连接,撑持架上设置有限位杆32,撑持架的两端均固定安装有限位块33,限位块33靠近限位杆32一侧设置有斜面34,斜面34由外向内倾斜设置,斜面34自上而下从远离限位杆32朝着靠近限位杆32倾斜,斜面34与限位杆32的端面相抵紧且原料位于二者之间,原料的两侧均位于相应的斜面34以及限位杆32的端面之间,且限位块33能够压平原料的侧边翻边。
滚筒组一111设置于卷轴与撑持架之间,滚筒组一111由若干根滚筒组成,若干根滚筒均转动设置在立柱支架上,滚筒组二112设置于翻边机构3与粘合机构4之间,滚筒组二112由若干根滚筒组成且均转动设置在立柱支架上,张紧组件一116设置于滚筒组二112与粘合机构4之间,张紧组件一116包括立架一,立架一上沿竖直方向设置直线滑台一,直线滑台一上固定设置有压紧辊一。
如图3所示,粘合机构4用于将侧边翻边的边缘与原料固定,优选的,粘合机构4的数量为两个且分别位于支撑台的两侧,使原料两侧的侧边翻边均与原料固定,粘合机构4机构包括安装板一41与安装板二42,安装板二42位于安装板一41的下方,安装板二42固定安装在支撑台的上端面,安装板一41与安装板二42之间设置有支撑柱一43,支撑柱一43上滑移连接有压板一44与压板二45,压板二45位于压板一44的下方,机架1上设置有分别为压板一44以及压板二45提供动力的驱动源一46以及驱动源二47,优选的,驱动源一46以及驱动源二47均可采用伺服电机也可采用气缸,压板二45上设置有电热板一48,压板一44与电热板二76配合能够挤压原料,作为其他方案,粘合机构4也可采用超声波热压或者高周波热压的方式,使侧边翻边的边缘与原料固定。
滚筒组三113设置于粘合机构4与缝制机构9之间,滚筒组三113由若干根滚筒组成,且相邻的滚筒之间设置有舒展辊,舒展辊与相邻的滚筒之间存在高度差,若干根滚筒均转动设置在撑持架一上,张紧组件二117设置于滚筒组三113与缝制机构9之间,张紧组件二117包括立架二,立架二上沿竖直方向设置直线滑台二,直线滑台二上固定设置有压紧辊二。
机架1上设置有缝制机构9,缝制机构9用于在原料的侧边翻边处完成若干个紧固件的缝接,缝制机构9包括若干个钉扣机91,优选的,钉扣机91的数量为四个且两两分布于撑持架一的两侧,钉扣机91上安装有重量传感器,紧固件包括纽扣,作为其他方案,紧固件也可采用魔术贴,对应的,缝制机构9可采用自动化魔术贴缝纫机,将魔术贴缝制在侧边翻边处,钉扣机91能够将纽扣缝钉至原料的侧边翻边处。
滚筒组四114设置于缝制机构9与裁剪机构5之间,滚筒组四114由若干根滚筒组成,且相邻的滚筒之间设置有舒展辊,舒展辊与相邻的滚筒之间存在高度差,且排布于缝制机构9与裁剪机构5之间且均转动设置于撑持架二上,张紧组件三118设置于滚筒组四114与缝制机构9之间,张紧组件三118包括立架三,立架三上沿竖直方向设置直线滑台三,直线滑台三上固定设置有压紧辊三。
如图4所示,裁剪机构5通过裁剪在原料上形成若干个缺口,优选的,裁剪机构5通过裁剪在原料上形成五个缺口,五个缺口分别依次为左衣肩缺口、左袖口、领口、右袖口、右衣肩缺口。
裁剪机构5包括支撑板一51、顶板52、底板53,顶板52与底板53之间设置有支撑柱二54,底板53设置于撑持架二的上端面,支撑柱二54贯穿支撑板一51,支撑柱二54与支撑板一51滑移连接,机架1上设置有为顶板52提供动力的驱动源三55,优选的,驱动源三55可采用伺服电机也可采用气缸,支撑板一51与顶板52之间设置有若干个刀架一56,优选的,刀架一56与缺口一一对应,如干个刀架一56上均穿设有连接轴一581且连接轴一581与刀架一56活动连接,连接轴一581的一端与顶板52固定连接,连接轴一581的另一端固定连接有切刀一57,刀架一56的下端面开设有凹槽一,凹槽一的形状与通孔二69相对应,切刀一57位于凹槽一内,且沿凹槽一的轮廓状排布,切刀一57与刀架一56一一对应,连接轴一581上同轴设置有弹簧一58,弹簧一58与连接轴一581一对应,弹簧一58位于刀架一56与顶板52之间,弹簧一58的上端与顶板52固定连接,弹簧一58的下端与刀架固定连接,若干个刀架一56均与顶板52固定连接,支撑板一51上开设有若干个通孔一59,切刀一57对准通孔一59,通孔一59与切刀一57一对应。
撑持架二的侧壁设置有安装块一,安装块一的一侧固定安装有气缸,安装块上转动设置有连接块一,连接块一的一端与气缸的输出端固定连接,连接块一的另一端与导杆气缸一固定连接,安装块一的另一侧转动设置有导杆气缸一,导杆气缸一的输出端设置有吸盘一,吸盘一对准通孔一59。
滚筒组五115设置于裁剪机构5与切断机构6之间,滚筒组五115由若干个滚筒组成,若干个滚筒滚筒均转动设置于撑持架三上,相邻的滚筒之间设置有舒展辊,舒展辊与相邻的滚筒之间存在高度差。
如图5所示,切断机构6通过裁剪将原料裁断获得雨衣,切断机构6包括固定板一61与固定板二62,固定板二62设置于撑持架三的上端面,固定板一61与固定板二62之间设置有支撑柱三63,支撑柱三63上滑移连接有活动板64,机架1上设置有为活动板64提供动力的驱动源四65,优选的,驱动源四65可采用伺服电机也可采用气缸,活动板64上设置有刀架二66,刀架二66上穿设有连接轴二681且连接轴二681与刀架二66活动连接,连接轴二681的一端与固定板一61固定连接,连接轴二681的另一端固定连接有切刀二67,
刀架二66的下端面开设有凹槽二,切刀二67位于凹槽二内,连接轴二681上同轴设置有弹簧二68,弹簧二68位于刀架二66与活动板64之间,固定板二62上设置有通孔二69,切刀二67对准通孔二69,通孔二69与切刀二67一对应。
撑持架三上设置有压紧线二,撑持架三上设置有能够使压紧线三沿竖直方向往复运动的驱动源八,优选的,驱动源八的数量为两个且分别位于撑持架三的两侧,两个驱动源八的输出端与压紧线的两端固定连接,两个驱动源八均可采用气缸。
撑持架三的底部间隔设置有两块安装块二,安装块二的侧壁转动设置有连接块二,连接块二的一端固定连接有活动杆,活动杆的端部穿设于安装块二,安装块二的侧壁设置有气缸,气缸的输出端与连接块二的另一端固定连接,活动杆上设置有导杆气缸二,导杆气缸二的输出端设置有吸盘二,吸盘二对准通孔二69。
如图7所示,切断装置与翻边热合机构7之间设置有用于输送雨衣的夹持组件12,夹持组件12包括支撑杆121,送料架上滑移连接有两个滑块一,支撑杆121的端部分别设置于相应的滑块一上,送料架上设置有用于驱动滑块一的驱动源九,优选的,滑块一采用皮带滑块,支撑杆121位于翻边热合机构7与切断机构6之间,支撑杆121滑移运动在翻边热合机构7与切断机构6之间,支撑杆121上固定安装有固定块122,固定块122上设置有气动马达二123,气动马达二123的输出端设置有安置块126,安置块126上固定安装有手指气缸124,手指气缸124的输出端设置有用于夹持雨衣的夹爪一125,优选的,固定块122的数量为三个且沿支撑杆121的轴向均匀设置,固定块122、气动马达二123、手指气缸124、夹爪一125一一对应。
如图6所示,翻边热合机构7用于将雨衣的端部向内翻折形成端部翻边,且将端部翻边的边缘与雨衣固定,翻边热合机构7包括气动马达一71,优选的,气动马达一71的数量为两个且分别固定安装于送料架的两侧,气动马达一71的输出端连接有固定架72,固定架72上设置有压紧件73,固定架72与气动马达一71一一对应,压紧件73的两端分别与两个固定架72固定连接,压紧件73能够压紧雨衣,优选的,压紧件73可采用压紧线一,作为其他方案,压紧件73也可采用压绳或者压紧块替代,机架1上转动设置有翻板74,机架1上设置有为翻板74提供动力的驱动源五75,优选的,驱动源五75采用伺服电机且数量为两个,作为其他方案,驱动源五75也可采用气缸,均安装于送料架的下端面,翻板74的下端面固定安装有支板,支板与驱动源五75的输出端连接,支板与驱动源五75一一对应,翻板74能够翻转带动雨衣的端部向内翻折,机架1上固定安装有电热板二76。
送料架上设置有至少两个夹头三13以及分别用于驱动夹头三13的驱动源七14,优选的,夹头三13的数量为两个且相对设置,两个夹头三13分别位于送料架的两侧且位于热合翻边机构7之前,驱动源七14与夹头三13一一对应,优选的,驱动源七14可采用气缸,两个夹头三13靠近翻边热合机构7且用于对雨衣的两侧施以反向的作用力,两个夹头三13分别夹紧雨衣的两侧且分别对雨衣的两侧施加以向外的作用力,使雨衣的表面保持平整。
如图8所示,下料机构8能够将雨衣从翻边热合机构7输送至下料工位10处,下料机构8包括两个滑块二81,两个滑块二81均设置于翻边热合机构7与下料工位10之间,两个滑块二81均滑移连接于送料架,送料架上固定安装有分别为两个滑块二81提供动力的两个驱动源八,驱动源八可采用马达,两个滑块二81上设置有支杆82,支杆82的两端与两个滑块二81固定连接,优选的,滑块二81的数量为两个,支杆82的两端分别与相应的滑块二81固定连接,支杆82上设置有用于夹持雨衣的夹爪二83,机架1上设置有为夹爪二83提供动力的驱动源六84,驱动源六84采用气缸,支杆82上设置有升降气缸,升降气缸与夹爪二83一一对应,支杆82上设置有安装杆,夹爪二83固定安装在安装杆上,升降气缸的输出端与安装杆固定连接。
一种自动雨衣制造机的工作原理:
卷轴转动,卷轴上的原料在传输装置11的作用下,依次经过翻边机构3、粘合机构4、缝制机构9、裁剪机构5、切断机构6,当原料经过翻边机构3时,限位块33上的斜面34挤压原料的侧边向内翻折,使原料的侧边与限位杆32的端面相抵靠,在原料通过斜面34与限位杆32的端面之间后,限位块33压平原料的侧边翻边,使原料在经过翻边机构3后形成侧边翻边;当原料经过粘合机构4时,压板二45在驱动源二47的作用下沿着支撑柱一43向上滑移运动,压板一44在驱动源一46的作用下沿着支撑柱一43向下滑移运动,压板一44与压板二45上的电热板一48配合挤压原料的侧边翻边,使侧边翻边的边缘与原料固定;当原料经过缝制机构9时,一侧的两台钉扣机91将纽扣缝钉至原料一侧的侧边翻边处,另一侧的两台钉扣机91将纽扣缝钉至原料另一侧的侧边翻边处,且两侧的纽扣一一对应;当原料经过裁剪机构5时,在驱动源三55的作用下,顶板52、底板53、支撑柱二54、连接轴一581四者同步沿竖直方向向下运动,使若干个刀架一56均与支撑板一51的上端面相抵靠,刀架一56挤压弹簧一58,凹槽一内的切刀一57在连接轴一581的带动下继续穿过通孔一59对原料裁剪,在原料上形成左衣肩缺口、左袖口、领口、右袖口、右衣肩缺口,然后在驱动源三55的作用下,顶板52、底板53、支撑柱二54三者同步沿竖直方向向上运动,在弹簧一58的作用下刀架一56复位;当原料经过切断机构6时,在驱动源四65的作用下,活动板64沿着支撑柱三63向下滑移运动,使刀架二66与固定板二62的上端面相抵靠,刀架二66挤压弹簧二68,凹槽二内的切刀二67在连接轴二681的带动下继续穿过通孔二69对原料裁剪,将原料一段通过裁剪分离,得到雨衣,在驱动源四65的作用下,活动板64沿着支撑柱三63向上滑移运动,在弹簧二68作用下刀架二66复位;两个滑块一滑移运动在送料架上,通过两个滑块一运动带动支撑杆121滑移运动至切断机构6处,手指气缸124驱动夹爪一125夹持雨衣,再通过两个滑块一运动带动支撑杆121滑移运动至翻边热合机构7处,气动马达二123驱动夹爪一125转动,夹爪一125再放开对雨衣的夹持,将雨衣放置于翻边热合机构7处;在两个驱动源七14的作用下,分别位于送料架两侧的夹头三13夹紧雨衣的两侧并且分别对雨衣的两侧施加以向外的作用力,使雨衣的表面平整,在气动马达一71的驱动下,固定架72翻转且同时带动压紧件73翻转使压紧件73压紧雨衣,在驱动源五75的作用下,驱动源五75的输出端推动支板,使支板推动翻板74翻转,使翻板74带动雨衣的端部向内翻折,使雨衣形成端部翻边,在翻板74与电热板二76配合挤压使端部翻边的边缘与雨衣固定;两个滑块二81滑移运动在送料架上,且带动支杆82同步运动,支杆82在滑块二81的作用下,滑移运动至翻边热合机构7处,在驱动源六84的作用下,夹爪二83夹持雨衣,且滑移运动下料工位10处将雨衣放下,完成雨衣的下料。
以上所述仅是本发明的示范性实施方式,而非用于限制本发明的保护范围,本发明的保护范围由所附的权利要求确定。
- 一种自动雨衣制造机
- 一种全自动建筑水泥隔板自动制造机