一种遇热即粘型烟用包装盒的制造方法
文献发布时间:2023-06-19 12:25:57
技术领域:
本发明涉及一种遇热即粘型烟用包装盒的制造方法。
背景技术:
常规的烟包盒条包装成型过程中需要使用热熔胶,会出现胶量大小不一、胶的点位不到位,胶点形状不规则、胶液厚度不均匀等现象,产生烟包异型部位无法粘胶、易翘角、烟包形状易变形等问题,特别是复合镭射膜烟标,常出现粘接不牢固易翘边,形成假粘等质量问题,严重影响烟包表面平整度。而且,在生产过程中为保持用胶清洁和设备正常,每班包装机需对粘胶机构进行清洁,其粘胶机构需定期保养维修,影响仪器的有效作业率。
发明内容:
本发明是为了解决上述现有技术存在的问题而提供一种遇热即粘型烟用包装盒的制造方法。
本发明所采用的技术方案有:
一种遇热即粘型烟用包装盒的制造方法,包括
1)胶水预印:在烟用盒条的清废工艺前,采用凹版印刷工艺在烟用盒条上用于包装的粘接面上涂上胶水,胶水成型固化后形成预印胶块点;
2)烟盒粘型:烟用盒条折叠成型后,将预印胶块点加热软化,然后将折叠成型后烟用盒条对应的粘接面相互粘接并最终形成烟用包装盒。
进一步地,所述胶水为水基型热熔胶。
进一步地,所述胶水在所述粘接面上成型固化的温度为110~150℃。
进一步地,所述预印胶块点加热软化的软化温度为70-110℃。
进一步地,所述胶水在粘接面上印刷的厚度为40-70μm。
在烟用盒条的清废工艺前,增加胶水印刷工艺,将软化点在70-110℃的水性热熔胶按40-70μm的印刷厚度印刷于盒条的粘接区域,并采用110-150℃的固化温度将其烘干固化,再完成盒条生产的剩余工艺,获得产品。本发明的烟包盒条产品无需二次上胶,利用原有烟用包装机的加热轨道,可直接折盒成型。由此产生的有益效果为:可显著提高盒条的外观质量,降低包装岗位员工的劳动强度,提高设备的有效作业率。
附图说明:
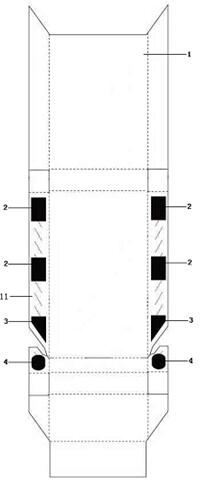
图1是本发明所述的烟用硬盒包装纸预印胶块点示意图。
图2是本发明所述的烟用软盒包装纸预印胶块点示意图。
图3是本发明所述的烟用条盒包装纸预印胶块点示意图。
图中:
1、烟包盒条本体;11、粘接面;
2、方形预印胶块点;3、异形预印胶块点;4、圆形预印胶块点。
具体实施方式:
下面结合附图对本发明作进一步的说明。
如图1至图3,本发明一种遇热即粘型烟用包装盒的制造方法,
1)胶水预印:在烟用盒条的清废工艺前,采用凹版印刷工艺在烟用盒条上用于包装的粘接面上涂上胶水,胶水成型固化后形成预印胶块点。
2)烟盒粘型:烟用盒条折叠成型后,将预印胶块点加热软化,然后将折叠成型后烟用盒条对应的粘接面相互粘接并最终形成烟用包装盒。
本发明中采用由南京渊远印刷材料有限公司生产的型号为wHg一001的水基型热熔胶,该胶水在烟用盒条中粘接面上印刷的厚度为40-70μm。成型固化的温度为110~150℃。形成预印胶块点后,预印胶块点加热软化的软化温度为70-110℃。
本发明可以适用于烟用的硬包小盒商标纸、条盒商标纸、软包小盒商标纸,还可以适用于食品包装盒、药品包装盒等。
使用时,烟标包装上包装机器,可直接折盒成型,无需二次上胶,包装在输送过程通道中,通过对预印胶块点进行加热干燥,实现烟标包装的粘接形成。产品无需二次上胶,利用原有烟用包装机的加热轨道,可直接折盒成型,成盒后的包装平整,结合处不易出现翘边等质量问题。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下还可以作出若干改进,这些改进也应视为本发明的保护范围。
- 一种遇热即粘型烟用包装盒的制造方法
- 用于由长丝制造纺粘型非织造织物的方法和设备以及纺粘型非织造织物