一种弹性无纺布加工装置及加工方法
文献发布时间:2023-06-19 12:27:31
技术领域
本发明涉及一次性卫生用品制造技术领域,特别涉及一种弹性无纺布加工装置及加工方法。
背景技术
目前,在一次性卫生口罩的加工中,采用弹性无纺布作为口罩耳带的加工方式应用越来越广泛。弹性无纺布的结构方式主要是由两侧的带褶皱的无纺布组合而成,如图1所示,其传统的加工方式是:先将位于两侧无纺布1分别经过多缝压合辊,利用多缝压合辊将无纺布压成瓦楞形,然后将瓦楞形的无纺布与正常状态的弹性薄膜2进行热压合,三层材料粘合成一体后,形成弹性无纺布,可以作为口罩耳带的原材料使用。然而,在该工艺过程中,对无纺布进行压制成瓦楞形时,对多缝压合辊的精度要求非常高,同时无纺布与弹性薄膜复合时也需要精确调整复合压力、防止压破,因此,该工艺对设备精度和调试技术水平的要求非常高,这就难以降低设备成本,同时生产周期也较长,生产效率难以得到有效提高,使该工艺难以适应快速扩张的产能需求和市场需求。
发明内容
本发明的目的在于克服现有技术的不足,提供一种弹性无纺布加工装置,该装置原理简单,设备成本较低,可较好实现弹性无纺布的快速在线生产,适应市场需求。
本发明的另一目的在于提供一种通过上述装置实现的弹性无纺布加工方法。
本发明的技术方案为:一种弹性无纺布加工装置,包括支架、倾斜转轮、压紧带、转轮驱动机构和复合辊组,支架上对称安装有两个倾斜转轮,每个倾斜转轮上连接有一组转轮驱动机构,倾斜转轮的外圆周上设有凹槽,压紧带与凹槽相配合,倾斜转轮的一侧设有复合辊组;沿弹性薄膜的输送方向,两个倾斜转轮之间的距离逐渐增大。该装置结构中,两个倾斜转轮同步转动,弹性薄膜的两侧边沿通过压紧带压紧固定于倾斜转轮上的凹槽中,在倾斜转轮的带动下向复合辊组处输送,输送过程中,利用两个倾斜转轮之间的距离逐渐增大,使弹性薄膜实现向两侧拉伸。支架主要是作为安装基座,用于安装各组成部件;复合辊组用于实现弹性薄膜与其两侧无纺布之间的热压合处理,使三者形成一体式弹性无纺布。
所述支架上设有若干导向轮,压紧带通过各导向轮进行安装,压紧带的一段嵌入倾斜转轮一侧的凹槽中,压紧带跟随倾斜转轮的转动进行转动。这些导向轮的数量及具体安装位置可根据拉伸装置的实际需求进行选择和调整;倾斜转轮上,嵌入压紧带的部分长度约为倾斜转轮外周周长的一半。
所述压紧带嵌入倾斜转轮的一段,其两端分别为弹性薄膜在倾斜转轮上的输入端和输出端。一般情况下,可将输入端和输出端分别设于倾斜转轮的上下两侧,复合辊组安装于倾斜转轮的下方,可使安装装置的整体结构更加紧凑,也方便无纺布在拉伸装置中的输送。当然,根据拉伸装置的实际应用需求,输入端、输出端、复合辊组等的相对位置可进行相应调整。
所述输入端处的弹性薄膜呈未拉伸状态,输出端处的弹性薄膜呈拉伸状态。复合时,弹性薄膜处于拉伸状态,其两侧的无纺布均处于平整状态,无需预先进行压缝处理(即无需预先形成褶皱状或瓦楞形)。
所述复合辊组安装于倾斜转轮的输出端处,复合辊组的长度小于两个倾斜转轮之间的最大距离。可有效确保弹性薄膜在拉伸状态下进入复合辊组,与其两侧的无纺布进行热压合。
所述弹性薄膜的两侧被压紧带压紧于倾斜转轮上,并跟随倾斜转轮的转动送入复合辊组中。弹性薄膜在倾斜转轮带动下进行输送的过程中,随着两个倾斜转轮之间的距离逐渐增大,弹性薄膜也朝着其两侧方向逐渐被拉伸,最终在拉伸状态下进入复合辊组中。
所述压紧带为O型带,倾斜转轮上的凹槽为弧形凹槽。通过试验证明,采用O型带和弧形凹槽相配合,可为弹性薄膜的两侧提供光滑稳定的夹持作用,避免对弹性薄膜造成损伤。
所述两个倾斜转轮所对应的转轮驱动机构可采用同步电机等动力驱动机构,其具体结构与传统动力机构相同即可。
本发明通过上述装置实现一种弹性无纺布加工方法,具体为:通过倾斜转轮将弹性薄膜进行拉伸后,利用复合辊组将处于拉伸状态的弹性薄膜与其两侧的无纺布进行压合处理,压合过程中,无纺布保持正常的平整输送状态。
所述弹性薄膜的拉伸倍数为1.5~2倍。
所述弹性薄膜与其两侧无纺布之间采用间断式热压合的压合方式。即在压合时,通过压合辊间歇式地挤压与其相配合的导辊,使弹性薄膜与其两侧的无纺布之间形成间断的热压合点,在形成的弹性无纺布放松回弹后,形成具有弹性的收缩状态弹性无纺布。压合辊组可采用传统同类设备中常用的压合辊组或压合机构。
上述弹性无纺布加工装置及方法使用时,其原理是:无纺布无需拉伸或褶皱处理,把弹性薄膜先进行拉伸,三者在这样的状态下通过复合辊组进行压合处理,成型后的弹性无纺布被放松后,位于中部的弹性薄膜会收缩恢复,此时带动其两侧的表层无纺布褶皱起来,这就形成了常用的弹性无纺布。其中,在弹性薄膜的拉伸过程中,通过两个倾斜转轮同步转动,弹性薄膜的两侧边沿通过压紧带压紧固定于倾斜转轮上的凹槽中,在倾斜转轮的带动下向复合辊组处输送,输送过程中,利用两个倾斜转轮之间的距离逐渐增大,使弹性薄膜实现向两侧拉伸。
本发明相对于现有技术,具有以下有益效果:
本弹性无纺布加工装置及加工方法改变了传统弹性无纺布的加工方式,通过在弹性薄膜拉伸的状态下与无纺布进行复合,形成一体式的弹性无纺布,该过程中无需对无纺布预先进行压缝处理,可有效避免因压缝处理所产生的压破现象,对于加工装置的精度要求和压合压力调试精度要求也相对降低,可有效降低生产难度,也降低设备成本。同时,利用倾斜转轮拉伸弹性薄膜的效率高、且在弹性薄膜拉伸后直接进行弹性薄膜与无纺布的热压合处理,实现快速的在线生产,可快速扩张产能以适应市场需求,其生产效率高,工艺加工成本也较低。
本弹性无纺布加工装置中,利用两个倾斜转轮之间的距离逐渐增大来实现弹性薄膜的拉伸,其装置结构简单,成本较低,但可实现快速大量生产,有利于快速扩张弹性无纺布的产能。
附图说明
图1为现有弹性无纺布加工过程的原理示意图。
图2为本弹性无纺布加工方法的原理示意图。
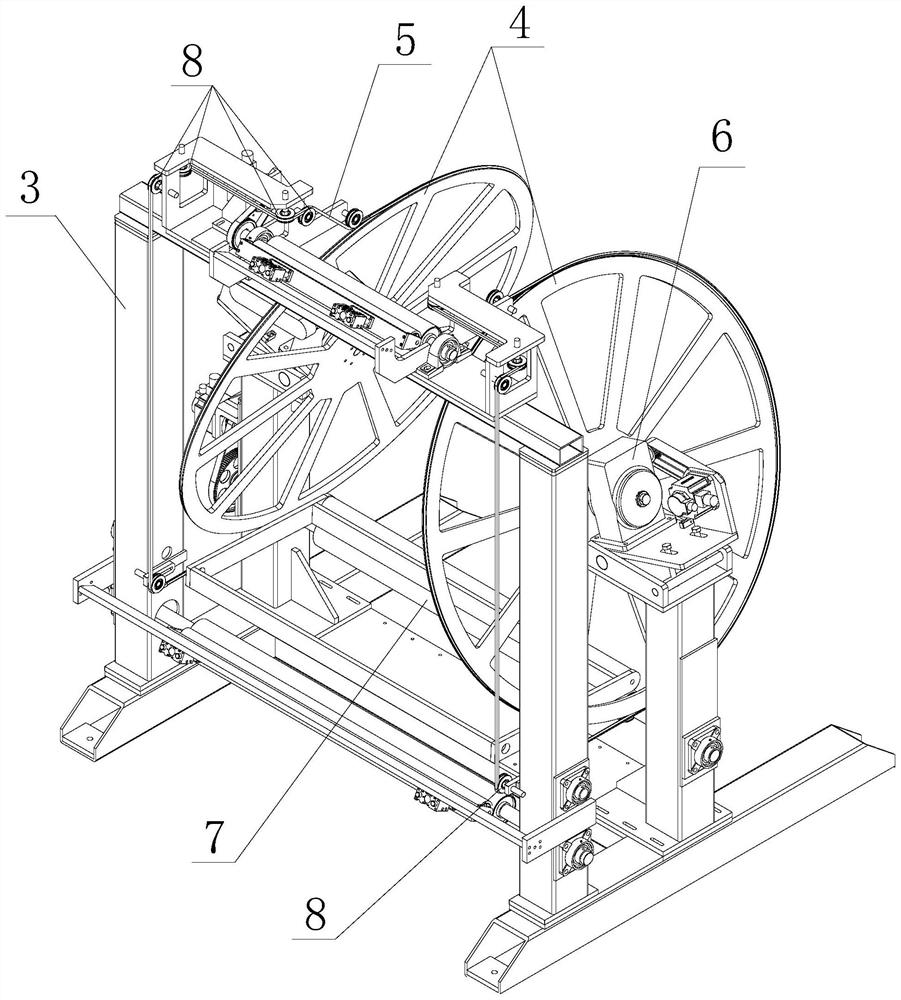
图3为本弹性无纺布加工装置的整体结构示意图。
图4为弹性薄膜进入倾斜转轮时的结构示意图。
图5为弹性薄膜经过倾斜转轮进行拉伸时的结构示意图。
图6为图5所示装置结构的侧面视图。
图7为倾斜转轮上凹槽的结构示意图。
上述各图中,各附图标记所示部件如下:1为无纺布,2为弹性薄膜,3为支架,4为倾斜转轮,5为压紧带,6为转轮驱动机构,7为复合辊组,8为导向轮,9为凹槽,10为热压合点,11为上层无纺布,12为下层无纺布,13为弹性无纺布,14为压合辊。
具体实施方式
下面结合实施例,对本发明作进一步的详细说明,但本发明的实施方式不限于此。
实施例
本实施例一种弹性无纺布加工装置,如图3所示,包括支架3、倾斜转轮4、压紧带5、转轮驱动机构6和复合辊组7,支架上对称安装有两个倾斜转轮,每个倾斜转轮上连接有一组转轮驱动机构,倾斜转轮的外圆周上设有凹槽(如图7所示),压紧带与凹槽相配合,倾斜转轮的一侧设有复合辊组;沿弹性薄膜的输送方向,两个倾斜转轮之间的距离逐渐增大。该装置结构中,两个倾斜转轮同步转动,弹性薄膜的两侧边沿通过压紧带压紧固定于倾斜转轮上的凹槽中,在倾斜转轮的带动下向复合辊组处输送,输送过程中,利用两个倾斜转轮之间的距离逐渐增大,使弹性薄膜实现向两侧拉伸。支架主要是作为安装基座,用于安装各组成部件;复合辊组用于实现弹性薄膜与其两侧无纺布之间的热压合处理,使三者形成一体式弹性无纺布。
支架上还设有若干导向轮8,压紧带通过各导向轮进行安装,压紧带的一段嵌入倾斜转轮一侧的凹槽中,压紧带跟随倾斜转轮的转动进行转动。这些导向轮的数量及具体安装位置可根据拉伸装置的实际需求进行选择和调整;倾斜转轮上,嵌入压紧带的部分长度约为倾斜转轮外周周长的一半。其中,压紧带嵌入倾斜转轮的一段,其两端分别为弹性薄膜在倾斜转轮上的输入端和输出端。一般情况下,可将输入端和输出端分别设于倾斜转轮的上下两侧,复合辊组安装于倾斜转轮的下方,可使安装装置的整体结构更加紧凑,也方便无纺布在拉伸装置中的输送。当然,根据拉伸装置的实际应用需求,输入端、输出端、复合辊组等的相对位置可进行相应调整。在输入端处的弹性薄膜呈未拉伸状态,在输出端处的弹性薄膜呈拉伸状态。复合时,弹性薄膜处于拉伸状态,其两侧的无纺布均处于平整状态,无需预先进行压缝处理(即无需预先形成褶皱状或瓦楞形)。
复合辊组安装于倾斜转轮的输出端处,复合辊组的长度小于两个倾斜转轮之间的最大距离。可有效确保弹性薄膜在拉伸状态下进入复合辊组,与其两侧的无纺布进行热压合。弹性薄膜的两侧被压紧带压紧于倾斜转轮上,并跟随倾斜转轮的转动送入复合辊组中。弹性薄膜在倾斜转轮带动下进行输送的过程中,如图4或图5所示,随着两个倾斜转轮之间的距离逐渐增大,弹性薄膜也朝着其两侧方向逐渐被拉伸,最终在拉伸状态下进入复合辊组中。
压紧带为O型带,倾斜转轮上的凹槽9为弧形凹槽(如图7所示)。通过试验证明,采用O型带和弧形凹槽相配合,可为弹性薄膜的两侧提供光滑稳定的夹持作用,避免对弹性薄膜造成损伤。
两个倾斜转轮所对应的转轮驱动机构可采用同步电机等动力驱动机构,其具体结构与传统动力机构相同即可。
本实施例通过上述装置可实现一种弹性无纺布加工方法,具体为:如图6所示,通过倾斜转轮将弹性薄膜进行拉伸后,利用复合辊组将处于拉伸状态的弹性薄膜与其两侧的无纺布进行压合处理,形成一体式的弹性无纺布13压合过程中,无纺布保持正常的平整输送状态,其中上层无纺布11和下层无纺布12分别从弹性薄膜的上下两侧进入压合辊组中。其中,弹性薄膜的拉伸倍数为1.5~2倍(本实施例中拉伸倍数为1.8倍)。弹性薄膜与其两侧无纺布之间采用间断式热压合的压合方式,即在压合时,通过压合辊14间歇式地挤压与其相配合的导辊,使弹性薄膜与其两侧的无纺布之间形成间断的热压合点10(如图2所示),在形成的弹性无纺布放松回弹后,形成具有弹性的收缩状态弹性无纺布。压合辊组可采用传统同类设备中常用的压合辊组或压合机构。
上述弹性无纺布加工装置及方法使用时,其原理是:无纺布无需拉伸或褶皱处理,把弹性薄膜先进行拉伸,三者在这样的状态下通过复合辊组进行压合处理,成型后的弹性无纺布被放松后,位于中部的弹性薄膜会收缩恢复,此时带动其两侧的表层无纺布褶皱起来,这就形成了常用的弹性无纺布。其中,在弹性薄膜的拉伸过程中,通过两个倾斜转轮同步转动,弹性薄膜的两侧边沿通过压紧带压紧固定于倾斜转轮上的凹槽中,在倾斜转轮的带动下向复合辊组处输送,输送过程中,利用两个倾斜转轮之间的距离逐渐增大,使弹性薄膜实现向两侧拉伸。
如上所述,便可较好地实现本发明,上述实施例仅为本发明的较佳实施例,并非用来限定本发明的实施范围;即凡依本发明内容所作的均等变化与修饰,都为本发明权利要求所要求保护的范围所涵盖。
- 一种弹性无纺布加工装置及加工方法
- 一种复合弹性无纺布生产装置及加工弹性无纺布的方法